Все документы,
представленные в каталоге, не являются их официальным изданием и предназначены
исключительно для ознакомительных целей. Электронные копии этих документов могут распространяться без всяких
ограничений.
Вы можете размещать информацию с этого сайта на любом другом сайте
без каких-либо ограничений.
ГОСТ Р 50406-92
(ИСО
2010-83,
ИСО 7047-83)
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ВИНТЫ С ПОЛУПОТАЙНОЙ ГОЛОВКОЙ
КЛАССОВ ТОЧНОСТИ А И В
Технические условия
ГОССТАНДАРТ РОССИИ
Москва
Предисловие
1. ПОДГОТОВЛЕН И ВНЕСЕН Техническим комитетом по стандартизации ТК 229 «Крепежные изделия»
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 23 ноября 1992 г. № 1507
Стандарт разработан методом прямого применения международных стандартов ИСО 2010-83 «Винты с полупотайной головкой и прямым шлицем (нормальная головка). Класс А» и ИСО 7047-83 «Винты с полупотайной головкой и крестообразным шлицем. Класс А» с дополнительными требованиями, отражающими потребности народного хозяйства
3. ВВЕДЕН ВПЕРВЫЕ
4. ПЕРЕИЗДАНИЕ
Содержание
|
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ |
|
|
ВИНТЫ С ПОЛУПОТАЙНОЙ ГОЛОВКОЙ Технические условия Raised
countersunk head screws. |
ГОСТ Р |
Дата введения 1994-01-01
Настоящий стандарт распространяется на винты с полупотайной головкой с прямым и крестообразным шлицем классов точности А и В с номинальным диаметром резьбы от 1 до 20 мм.
Требования настоящего стандарта являются обязательными.
Дополнительные требования, отвечающие потребностям народного хозяйства, выделены подчеркиванием, а также приведены в приложении.
1 Размеры
Конструкция и размеры винтов должны соответствовать указанным на рисунке и в таблицах 1 и 2.
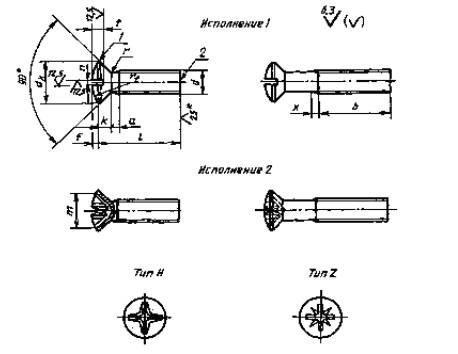
* Для винтов, обработанных резанием, в остальных случаях не нормируют.
1 - кромка скругленная или острая; 2 - конец в состоянии после накатки
Диаметр стержня приблизительно равен среднему диаметру резьбы или наружному диаметру резьбы.
Таблица 1
В миллиметрах
|
Номинальный диаметр резьбы d |
M1 |
М1.2 |
М1.4 |
М1,6 |
М2 |
М2,5 |
М3 |
(М3,5)1) |
М4 |
М5 |
М6 |
М8 |
М10 |
М12 |
М14 |
М16 |
М18 |
M20 |
||
|
р2) |
крупный |
0,25 |
0,25 |
0,3 |
0,35 |
0,4 |
0,45 |
0,5 |
0,6 |
0,7 |
0,8 |
1 |
1,25 |
1,5 |
1,75 |
2 |
2 |
2,5 |
2,5 |
|
|
мелкий |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
1 |
1,25 |
1,25 |
1,5 |
1,5 |
1,5 |
1,5 |
||
|
а, не более |
крупный шаг |
0,5 |
0,5 |
0,6 |
0,7 |
0,8 |
0,9 |
1 |
1,2 |
1,4 |
1,6 |
2 |
2,5 |
3 |
3,5 |
4 |
4 |
5 |
5 |
|
|
мелкий шаг |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
2 |
2,5 |
2,5 |
3 |
3 |
3 |
3 |
||
|
b |
не менее |
25 |
25 |
25 |
25 |
25 |
25 |
25 |
38 |
38 |
38 |
38 |
38 |
38 |
38 |
38 |
38 |
42 |
46 |
|
|
dk |
не более |
1,9 |
2,3 |
2,6 |
3 |
3,8 |
4,7 |
5,5 |
7,3 |
8,4 |
9,3 |
11,3 |
15,8 |
18,3 |
21,5 |
25 |
28,5 |
32,5 |
36 |
|
|
не менее |
1,65 |
2,05 |
2,35 |
2,75 |
3,5 |
4,4 |
5,2 |
6,94 |
8,04 |
8,94 |
10,87 |
15,37 |
17,78 |
20,98 |
24,48 |
27,98 |
31,88 |
35,38 |
||
|
f |
≈ |
0,25 |
0,3 |
0,35 |
0,4 |
0,5 |
0,6 |
0,7 |
0,8 |
1 |
1,2 |
1,4 |
2 |
2,3 |
3 |
3,5 |
4 |
4,5 |
5 |
|
|
k |
не более |
0,6 |
0,72 |
0,84 |
1 |
1,2 |
1,5 |
1,65 |
2,35 |
2,7 |
2,3 |
3,3 |
4,65 |
5 |
6 |
7 |
8 |
9 |
10 |
|
|
n |
номин. |
0,25 |
0,3 |
0,3 |
0,4 |
0,5 |
0,6 |
0,8 |
1 |
1,2 |
1,2 |
1,6 |
2 |
2,5 |
3 |
3 |
4 |
4 |
5 |
|
|
не менее |
0,31 |
0,36 |
0,36 |
0,46 |
0,56 |
0,66 |
0,86 |
1,06 |
1,26 |
1,26 |
1,66 |
2,06 |
2,56 |
3,06 |
3,06 |
4,07 |
4,07 |
5,07 |
||
|
не более |
0,45 |
0,5 |
0,5 |
0,6 |
0,7 |
0,8 |
1 |
1,2 |
1,51 |
1,51 |
1,91 |
2,31 |
2,81 |
3,31 |
3,31 |
4,37 |
4,37 |
5,37 |
||
|
r |
не более |
0,1 |
0,12 |
0,14 |
0,4 |
0,5 |
0,6 |
0,8 |
0,9 |
1 |
1,3 |
1,5 |
2 |
2,5 |
1,2 |
1,4 |
1,6 |
1,8 |
2 |
|
|
rf |
|
2,1 |
2,6 |
2,9 |
3 |
4 |
5 |
6 |
8,5 |
9,5 |
9,5 |
12 |
16,5 |
19,5 |
22,5 |
26 |
30 |
34 |
38 |
|
|
t |
не менее |
0,4 |
0,48 |
0,56 |
0,64 |
0,8 |
1 |
1,2 |
1,4 |
1,6 |
2 |
2,4 |
3,2 |
3,8 |
4,8 |
5,6 |
6,4 |
7,2 |
8 |
|
|
не более |
0,55 |
0,64 |
0,73 |
0,8 |
1 |
1,2 |
1,45 |
1,7 |
1,9 |
2,4 |
2,8 |
3,7 |
4,4 |
5,4 |
6,3 |
7,2 |
8,1 |
9 |
||
|
Крестообраз- |
номер шлица |
- |
- |
- |
0 |
1 |
2 |
3 |
4 |
- |
- |
- |
- |
|||||||
|
m |
- |
- |
- |
1,9 |
2 |
3 |
3,4 |
4,8 |
5,2 |
5,4 |
7,3 |
9,6 |
10,4 |
12,6 |
- |
- |
- |
- |
||
|
глубина вхождения калибра в шлиц |
не менее |
- |
- |
- |
0,9 |
1,2 |
1,5 |
1,8 |
2,25 |
2,7 |
2,9 |
3,5 |
4,75 |
5,5 |
7,8 |
- |
- |
- |
- |
|
|
не более |
- |
- |
- |
1,2 |
1,5 |
1,85 |
2,2 |
2,75 |
3,2 |
3,4 |
4 |
5,25 |
6 |
8,3 |
- |
- |
- |
- |
||
|
Тип Z |
m |
- |
- |
- |
2 |
2,2 |
3 |
3,8 |
4,8 |
5,2 |
5,6 |
7,2 |
9,6 |
10,4 |
- |
- |
- |
- |
- |
|
|
глубина вхождения калибра в шлиц |
не менее |
- |
- |
- |
0,95 |
1,15 |
1,5 |
1,8 |
2,25 |
2,65 |
2,9 |
3,4 |
4,75 |
5,6 |
- |
- |
- |
- |
- |
|
|
не более |
- |
- |
- |
1,2 |
1,4 |
1,75 |
2,1 |
2,7 |
3,1 |
3,35 |
3,85 |
5,2 |
6,95 |
- |
- |
- |
- |
- |
||
|
х, не более |
крупный шаг |
0,6 |
0,6 |
0,75 |
0,9 |
1 |
1,1 |
1,25 |
1,5 |
1,75 |
2 |
2,5 |
3,2 |
3,8 |
4,3 |
5 |
5 |
6,3 |
6,3 |
|
|
мелкий шаг |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
2,5 |
3,2 |
3,2 |
3,8 |
3,8 |
3,8 |
3,8 |
||
|
1) Размеры, заключенные в скобки, применять не рекомендуется. 2) Р - шаг резьбы. |
||||||||||||||||||||
Таблица 2
В миллиметрах
|
Длина
винта |
Номинальный диаметр резьбы d |
|||||||||||||||||
|
M1 |
M1,2 |
M1,4 |
M1,6 |
M2 |
М2,5 |
М3 |
М3,5 |
М4 |
М5 |
М6 |
М8 |
М10 |
М12 |
М14 |
М16 |
М18 |
М20 |
|
|
2 |
|
|
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
2,5 |
|
|
|
|
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
3 |
|
|
|
|
|
|
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
(3.5) |
|
|
|
|
|
|
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
4 |
|
|
|
|
|
|
|
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
5 |
|
|
|
|
|
|
|
|
|
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
6 |
|
|
|
|
|
|
|
|
|
|
- |
- |
- |
- |
- |
- |
- |
- |
|
(7) |
|
|
|
|
|
|
|
|
|
|
- |
- |
- |
- |
- |
- |
- |
- |
|
8 |
|
|
|
|
Стандартные длины |
|
|
|
|
- |
- |
- |
- |
- |
- |
- |
||
|
9 |
|
|
|
|
|
|
|
|
- |
- |
- |
- |
- |
- |
- |
|||
|
10 |
|
|
|
|
|
|
|
|
|
|
|
|
- |
- |
- |
|
- |
- |
|
11 |
- |
|
|
|
|
|
|
|
|
|
|
|
- |
- |
- |
- |
- |
- |
|
12 |
- |
|
|
|
|
|
|
|
|
|
|
|
|
- |
- |
- |
- |
- |
|
(13) |
- |
- |
- |
|
|
|
|
|
|
|
|
|
|
- |
- |
- |
- |
- |
|
(14) |
- |
- |
- |
|
|
|
|
|
|
|
|
|
|
- |
- |
- |
- |
- |
|
16 |
- |
- |
- |
|
|
|
|
|
|
|
|
|
|
|
- |
- |
- |
- |
|
(18) |
- |
- |
- |
- |
|
|
|
|
|
|
|
|
|
|
- |
- |
- |
- |
|
20 |
- |
- |
- |
- |
|
|
|
|
|
|
|
|
|
|
- |
- |
- |
- |
|
(22) |
- |
- |
- |
- |
- |
|
|
|
|
|
|
|
|
|
- |
- |
- |
- |
|
25 |
- |
- |
- |
- |
- |
|
|
|
|
|
|
|
|
|
|
- |
- |
- |
|
(28) |
- |
- |
- |
- |
- |
- |
|
|
|
|
|
|
|
|
|
- |
- |
- |
|
30 |
- |
- |
- |
- |
- |
- |
|
|
|
|
|
|
|
|
|
|
- |
- |
|
(32) |
- |
- |
- |
- |
- |
- |
- |
|
|
|
|
|
|
|
|
|
- |
- |
|
35 |
- |
- |
- |
- |
- |
- |
- |
|
|
|
|
|
|
|
|
|
|
- |
|
(38) |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
|
|
|
|
|
|
|
- |
|
40 |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
|
|
|
|
- |
|||
|
(42) |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
Стандартные длины |
|
|
|
|
||
|
45 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
|
|
|
|
|||
|
(48) |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
|
|
|
|
|
|
|
|
50 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
|
|
|
|
|
|
|
|
(55) |
- |
- |
- |
_ |
- |
- |
- |
- |
- |
|
|
|
|
|
|
|
|
|
|
60 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
|
|
|
|
|
|
|
|
(65) |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
|
|
|
|
|
|
|
|
70 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
|
|
|
|
|
|
|
|
(75) |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
|
|
|
|
|
|
|
|
80 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
|
|
|
|
|
|
|
|
(85) |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
|
|
|
|
|
|
|
|
90 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
|
|
|
|
|
|
|
|
(95) |
- |
- |
- |
|
- |
- |
- |
- |
- |
|
|
|
|
|
|
|
|
|
|
100 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
|
|
|
|
|
|
|
|
110 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
|
120 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
Примечания 1 Длины винтов, заключенные в скобки, применять не рекомендуется. 2 Винты с номинальными длинами, расположенными выше пунктирной линии, изготовляются с резьбой до головки [b = 1 - (k + а)]. |
||||||||||||||||||
2. Технические требования
|
Материал |
Углеродистая сталь |
Коррозионностойкая, жаропрочная, жаростойкая и теплоустойчивая сталь |
Цветные сплавы |
|||
|
Общие технические требования |
||||||
|
Резьба |
размеры |
Профиль и основные размеры |
||||
|
стандарт |
ГОСТ 9150, ГОСТ 24705 |
|||||
|
допуски |
6g |
|||||
|
стандарт |
||||||
|
Механические свойства |
классы прочности и группы |
3.6. 4.6. 4.8. |
21-26 |
31-35 |
||
|
стандарт |
||||||
|
Допуски |
классы точности |
А и В |
||||
|
стандарт |
Неуказанные на рисунке и в таблицах 1 и 2 допуски размеров, отклонений формы и расположения поверхностей - ГОСТ 1759.1 |
|||||
|
Крестообразный шлиц |
||||||
|
Поверхность изделия |
Допустимые дефекты поверхности - ГОСТ 1759.2 Без покрытия и с покрытием - ГОСТ 1759.0, ГОСТ 9.301, ГОСТ 9.303 |
|||||
|
Методы контроля |
Размеры, отклонения формы и расположения поверхностей - ГОСТ 1759.1 |
|||||
|
Крестообразный шлиц - ГОСТ 10753 |
||||||
|
Дефекты поверхности - ГОСТ 1759.2 |
||||||
|
Механические свойства |
||||||
|
Покрытие - ГОСТ 9.302 |
||||||
|
Приемка |
||||||
|
Маркировка и упаковка |
||||||
Пример условного обозначения винта с полупотайной головкой, класса точности А. исполнения 1. диаметром резьбы d = 8 мм, с крупным шагом резьбы, с полем допуска 6g. длиной l = 50 мм. класса прочности 4.8. без покрытия:
Винт AM8-6g×50.48 ГОСТ Р 50406-92
То же, класса точности В исполнения 2, со шлицем типа Н, с мелким шагом резьбы, с цинковым покрытием толщиной 6 мкм, хроматированным:
Винт 2M8×1-6g×50.48.016 ГОСТ Р 50406-92
То же, со шлицем типа Z:
Винт 2ZM8×1-6g×50.48.016 ГОСТ Р 50406-92
Теоретическая масса винтов указана в приложении.
ПРИЛОЖЕНИЕ
(справочное)
Теоретическая масса винтов
|
Длина |
Масса 1000 шт. стальных винтов с крупным шагом резьбы, кг ≈ при номинальном диаметре резьбы d, мм |
|||||||||||||||||
|
винта l, мм |
M1 |
M1,2 |
M1,4 |
M1,6 |
М2 |
М2,5 |
М3 |
М3,5 |
М4 |
М5 |
М6 |
М8 |
M10 |
М12 |
М14 |
М16 |
М18 |
М20 |
|
2 |
0,014 |
0,025 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
2,5 |
0,016 |
0,028 |
0,038 |
0,057 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
3 |
0,018 |
0,030 |
0,042 |
0,063 |
0,110 |
0,195 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
3,5 |
0,021 |
0,033 |
0,047 |
0,069 |
0,119 |
0,209 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
4 |
0,023 |
0,036 |
0,051 |
0,074 |
0,128 |
0,224 |
0,326 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
5 |
0,027 |
0,043 |
0,060 |
0,085 |
0,146 |
0,253 |
0,369 |
0,667 |
0,966 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
6 |
0,031 |
0,050 |
0,069 |
0,096 |
0,164 |
0,282 |
0,412 |
0,726 |
1,048 |
1,474 |
- |
- |
- |
- |
- |
- |
- |
- |
|
7 |
0,035 |
0,056 |
0,078 |
0,107 |
0,182 |
0,311 |
0,455 |
0,785 |
1,120 |
1,596 |
- |
- |
- |
- |
- |
- |
- |
- |
|
8 |
0,040 |
0,065 |
0,087 |
0,118 |
0,200 |
0,341 |
0,499 |
0,843 |
1,196 |
1,718 |
2,692 |
- |
- |
- |
- |
- |
- |
- |
|
9 |
0,044 |
0,072 |
0,096 |
0,130 |
0,218 |
0,370 |
0,542 |
0,902 |
1,273 |
1,840 |
2,867 |
- |
- |
- |
- |
- |
- |
- |
|
10 |
0,048 |
0,079 |
0,105 |
0,142 |
0,237 |
0,400 |
0,585 |
0,960 |
1,349 |
1,962 |
3,041 |
6,860 |
- |
- |
- |
- |
- |
- |
|
11 |
- |
0,085 |
0,114 |
0,153 |
0,255 |
0,429 |
0,628 |
1,019 |
1,426 |
2,084 |
3,216 |
7,175 |
- |
- |
- |
- |
- |
- |
|
12 |
- |
0,092 |
0,123 |
0,164 |
0,273 |
0,458 |
0,671 |
1,077 |
1,502 |
2,206 |
3,390 |
7,491 |
11,22 |
- |
- |
- |
- |
- |
|
13 |
- |
- |
- |
0,175 |
0,291 |
0,487 |
0,715 |
1,136 |
1,579 |
2,328 |
3,565 |
7,806 |
11,71 |
- |
- |
- |
- |
- |
|
14 |
- |
- |
- |
0,186 |
0,309 |
0,517 |
0,758 |
1,195 |
1,655 |
2,451 |
3,740 |
8,122 |
12,21 |
- |
- |
- |
- |
- |
|
16 |
- |
- |
- |
0,197 |
0,345 |
0,576 |
0,845 |
1,312 |
1,808 |
2,695 |
4,090 |
8,753 |
13,21 |
20,38 |
- |
- |
- |
- |
|
18 |
- |
- |
- |
- |
0,381 |
0,634 |
0,932 |
1,428 |
1,961 |
2,939 |
4,440 |
9,384 |
14,21 |
21,83 |
- |
- |
- |
- |
|
20 |
- |
- |
- |
- |
0,417 |
0,693 |
1,019 |
1,545 |
2,114 |
3,184 |
4,789 |
10,020 |
15,21 |
23,28 |
- |
- |
- |
- |
|
22 |
- |
- |
- |
- |
- |
0,752 |
1,106 |
1,662 |
2,267 |
3,429 |
5,139 |
10,650 |
16,21 |
25,25 |
- |
- |
- |
- |
|
25 |
- |
- |
- |
- |
- |
0,840 |
1,235 |
1,838 |
2,496 |
3,795 |
5,661 |
11,590 |
17,70 |
27,44 |
39,73 |
- |
- |
- |
|
28 |
- |
- |
- |
- |
- |
- |
1,365 |
2,013 |
2,725 |
4,162 |
6,185 |
12,540 |
19,20 |
29,60 |
42,69 |
- |
- |
- |
|
30 |
- |
- |
- |
- |
- |
- |
1,452 |
2,130 |
2,878 |
4,406 |
6,534 |
13,170 |
20,20 |
31,05 |
44,67 |
61,46 |
- |
- |
|
32 |
- |
- |
- |
- |
- |
- |
- |
2,247 |
3,031 |
4,650 |
6,883 |
13,800 |
21,20 |
32,50 |
46,65 |
64,11 |
- |
- |
|
35 |
- |
- |
- |
- |
- |
- |
- |
2,423 |
3,261 |
5,016 |
7,407 |
14,750 |
22,69 |
34,67 |
49,61 |
68,09 |
90,24 |
- |
|
38 |
- |
- |
- |
- |
- |
- |
- |
- |
3,491 |
5,382 |
7,932 |
15,700 |
24,19 |
36,84 |
52,58 |
72,07 |
95,18 |
- |
|
40 |
- |
- |
- |
- |
- |
- |
- |
- |
3,644 |
5,626 |
8,280 |
16,320 |
25,20 |
38,29 |
54,56 |
74,72 |
98,47 |
126,6 |
|
42 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
5,870 |
8,630 |
16,950 |
26,20 |
39,74 |
56,54 |
77,37 |
101,77 |
130,8 |
|
45 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
6,237 |
9,154 |
17,900 |
27,69 |
41,91 |
59,51 |
81,35 |
106,71 |
137,0 |
|
48 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
6,603 |
9,679 |
18,850 |
29,18 |
44,08 |
62,47 |
85,33 |
111,65 |
143,3 |
|
50 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
6,849 |
10,027 |
19,480 |
30,17 |
45,53 |
64,45 |
87,98 |
114,95 |
147,4 |
|
55 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
7,460 |
10,900 |
21,080 |
32,67 |
49,15 |
69,39 |
94,62 |
123,18 |
157,8 |
|
60 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
8,071 |
11,773 |
22,580 |
35,17 |
52,76 |
74,34 |
101,24 |
131,43 |
168,2 |
|
65 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
8,682 |
12,646 |
24,080 |
37,67 |
56,38 |
79,29 |
107,88 |
139,66 |
178,5 |
|
70 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
9,293 |
13,519 |
25,680 |
40,16 |
60,00 |
84,22 |
114,51 |
147,90 |
188,9 |
|
75 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
9,904 |
14,393 |
27,280 |
42,66 |
63,62 |
89,18 |
121,13 |
156,13 |
199,3 |
|
80 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
10,515 |
15,266 |
28,940 |
45,13 |
67,24 |
94,12 |
127,77 |
164,36 |
209,7 |
|
85 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
11,126 |
16,140 |
30,540 |
47,63 |
70,55 |
99,07 |
134,39 |
172,61 |
220,0 |
|
90 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
11,737 |
17,013 |
32,140 |
50,13 |
73,94 |
104,01 |
141,03 |
180,84 |
230,4 |
|
95 |
- |
|
- |
- |
- |
- |
- |
- |
- |
12,349 |
17,886 |
33,740 |
52,63 |
77,56 |
108,22 |
147,65 |
189,08 |
240,8 |
|
100 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
12,960 |
18,760 |
35,340 |
55,13 |
81,17 |
113,17 |
154,27 |
197,32 |
251,2 |
|
110 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
213,79 |
271,9 |
|
120 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
292,7 |
|
Примечание - Для определения массы винтов из алюминиевого сплава величины масс, указанные в таблице, следует умножить на коэффициент 0,356, из латуни - на 1,08. |
||||||||||||||||||
ИНФОРМАЦИОННЫЕ ДАННЫЕ
ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, |
Номер пункта |
|
ГОСТ 24705-2004 |