Все документы,
представленные в каталоге, не являются их официальным изданием и предназначены
исключительно для ознакомительных целей. Электронные копии этих документов могут распространяться без всяких
ограничений.
Вы можете размещать информацию с этого сайта на любом другом сайте
без каких-либо ограничений.
Федеральный
надзор России по ядерной и
радиационной безопасности
(ГОСАТОМНАДЗОР
РОССИИ)
ФЕДЕРАЛЬНЫЕ НОРМЫ И ПРАВИЛА
В ОБЛАСТИ
ИСПОЛЬЗОВАНИЯ АТОМНОЙ ЭНЕРГИИ
УТВЕРЖДЕНО
постановлением № 6
Госатомнадзора СССР
от 11 мая 1989 г.
ОБОРУДОВАНИЕ И ТРУБОПРОВОДЫ
АТОМНЫХ ЭНЕРГЕТИЧЕСКИХ УСТАНОВОК.
СВАРКА И НАПЛАВКА, ОСНОВНЫЕ ПОЛОЖЕНИЯ
ПНАЭ Г-7-009-89
Введено в действие
с 1 июня 1990 г.
Москва 2003
Действует с изменением № 1 (см. постановление Госатомнадзора России от 27 декабря 1999 г. № 8). Изменены: пункты 1.4, Таблица 4, 2.18, Таблица 10, 9.13, 11.1 - 11.5, Раздел 13, Приложения 1, 3.
Оборудование и трубопроводы атомных энергетических установок. Сварка и наплавка, основные положения ПНАЭ Г-7-009-89: Нормативный документ. - М.: НТЦ ЯРБ Госатомнадзора России, 2000.
Настоящие Основные положения (ОП) распространяются на сварку и наплавку оборудования и трубопроводов, на которые распространяются Правила устройства и безопасной эксплуатации оборудования и трубопроводов атомных энергетических установок (в дальнейшем - Правила АЗУ).
Настоящие ОП устанавливают основные требования к сварочному оборудованию, сварочным материалам, подготовке и сборке под сварку, сварке, наплавке, термической обработке сварных соединений и наплавленных деталей (изделий), технике безопасности, а также к основным рекомендуемым типам сварных соединений и режимам сварки (наплавки).
Ремонт конструкций, находящихся в эксплуатации, должен выполняться по технологическому процессу, составленному в соответствии с требованиями настоящих ОП, с учетом специфики ремонтируемой конструкции.
1. Общие положения
1.1. Настоящие ОП включают требования:
1.1.1. На сварку деталей из сталей марок От3сп5, 10, 15, 20, 15Л, 20Л, 25Л, 20К, 22К, 15ГС, 16ГС, 20СГЛ, 09Г2С, 10ХСНД, 10ХН1М, 16ГНМА, 15ГНМФА, 12МХ, 12ХМ, 15ХМ, 20ХМ, 20ХМА, 10Х2М, 12Х1МФ, 15Х1М1Ф, 10ГН2МФА, 10ГН2МФАЛ, 12Х2МФА, 15Х2МФА, 15Х2МФА-А, 18Х2МФА, 15Х2НМФА, 15Х2НМФА-А, 15Х3НМФА-А (перечисленные стали в дальнейшем именуются «стали перлитного класса, при этом стали марок Ст3сп5, 10. 15, 20, 15Л, 20Л, 25Л, 20К, 22К в дальнейшем именуются «углеродистые», стали марок 15ГС, 16ГС, 20ГСЛ, 09Г2С - «кремнемарганцовистые», а стали остальных марок - «легированные»).
1.1.2. На сварку деталей из высоколегированных сталей марок 08X13, 05X12Н2М, 06X12Н3Д, 06Х12Н3ДЛ, 08X14МФ, 1Х12В2МФ, 07X16Н4Б (перечисленные стали в дальнейшем именуются «высокохромистые»).
1.1.3. На сварку деталей из высоколегированных коррозийностойких сталей марок 08X18Н9, 09X18Н9, 10Х18Н9, 12Х18Н9, 08Х18Н10, 03Х16Н9М2, 08Х16Н11М3, 10Х18Н12М3Л, 10Х18Н9ТЛ, 12Х18Н9Т, 12Х18Н9ТЛ, 06Х18Н10Т, 08Х18Н10Т, 12Х18Н10Т, 08Х18Н12Т, 12Х18Н12Т, 10Х17Н13М2Т, 10Х17Н13М3Т, 10Х18Н12М3ТП (перечисленные стали в дальнейшем именуются «стали аустенитного класса»).
1.1.4. На сварку деталей из железоникелевых сплавов марок 03X21Н32М3Б, Х15Н35В3Т, 10Х16Н36М3ТЮБР между собой и с деталями из сталей аустенитного класса.
1.1.5. На сварку деталей из сталей перлитного класса с деталями из высокохромистых сталей и сталей аустенитного класса; деталей из высокохромистых сталей с деталями из сталей аустенитного класса (в дальнейшем - «сварка деталей из сталей различных структурных классов»).
1.1.6. На сварку деталей из двухслойных сталей.
1.1.7. На наплавку антикоррозионного покрытия.
1.1.8. На выполнение усиливающих наплавок.
1.2. Конструкторская документация на сварные соединения (наплавки) должна согласовываться с предприятием-изготовителем (монтажной организацией).
1.3 Сварка и наплавка должны проводиться в соответствии с производственно-технологической документацией (ПТД) (технологическими инструкциями или картами технологических процессов), составленной с учетом требований настоящих ОП, нормативно-технического документа «Оборудование и трубопроводы атомных энергетических установок. Сварка и наплавка. Правила контроля сварных соединений и наплавленных деталей» (в дальнейшем именуемым ПК) и конструкторской документации. ПТД должна быть согласована в порядке, установленном в разд. 4 Правил АЭУ. Изменения в указанную документацию, касающиеся основных и сварочных материалов, способов и режимов сварки, подогрева и термической обработки, вносятся в том же порядке.
1.4. Сварку материалов, не указанных в настоящих ОП, но допущенных к применению Правилами АЭУ, допускается проводить в соответствии с ПТД, разработанной предприятием-изготовителем (монтажной организацией) с учетом требований настоящих ОП, согласованной с головной материаловедческой организацией и одобренной Госатомнадзором России в установленном порядке. Допускается применение ПТД, разработанной головной материаловедческой организацией.
Примечание.
Головная материаловедческая организация - организация, признанная соответствующим органом использования атомной энергии оказывать услуги эксплуатирующей организации и другим организациям по выбору материалов, сварке, обеспечению качества изготовления оборудования и трубопроводов и осуществлять экспертизу проектной, конструкторской, технологической документации и документов, обосновывающих ядерную и радиационную безопасность АЭУ, и имеющая на эту деятельность лицензию Госатомнадзора России.
Под согласованием головной материаловедческой организацией понимается ее положительное заключение.
(Измененная редакция, Изм. № 1).
1.5. Применение способов сварки (наплавки) и/или сварочных материалов, не указанных в настоящих ОП, допускается в порядке, установленном Правилами АЭУ для использования новых материалов.
2. Сварочные материалы
2.1. Сварочные материалы, допускаемые для выполнения сварных соединений I, II и III категорий и наплавки, приведены в табл. 1 - 5, а для сварных соединений Iн и IIн категорий - в табл. 6 - 8. Определения категорий приведены в ПК.
2.2. Предельно допустимая температура применения выполненных согласно настоящим ОП сварных соединений I, II или III категорий аналогична установленной Правилами АЗУ для сталей сваренных деталей, а для сварных соединений Iн и IIн категорий приведена в табл. 6 - 8.
2.3. Применение сварочных материалов для сварки деталей (сборочных единиц) следует применять сварочные материалы. Предназначенные для выполнения сварных соединений деталей из сталей (сплавов) соответствующих марок.
2.4. Для выполнения прихваток при сборке деталей и сборочных единиц из двухслойных сталей производится в соответствии с требованиями п. 6.4 настоящих ОП.
При сборке деталей из сталей перлитного класса (кроме деталей из сталей марок 15Х2МФА-А и 15Х2НМФА-А, соединяемых между собой) для прихватки допускается применять:
· электроды марок УОНИИ-13/45, УОНИИ-13/45А и УОНИИ-13/55, ЦУ-7, ЦУ-7А, ТМУ-21У - при ручной дуговой прикладке покрытыми электродами (при сборке деталей, контактирующих с жидкометаллическим теплоносителем, допускается применение только электродов трех первых марок);
· сварочную проволоку марок Св-08ГС и Св-08Г2С - при аргонодуговой прихватке.
Для выполнения прихваток при сборке деталей из сталей марок 15Х2МФА-А или 15Х2НМФА-А, соединяемых между собой, следует применять электроды марок УОНИИ-13/45АА, УОНИИ-13/55АА или ЦУ-7А.
2.5. При заварке корневой части шва сварных соединений деталей (сборочных единиц) из легированных сталей между собой или с кремнемарганцовистыми и углеродистыми сталями допускается применять (кроме сварных соединений деталей из сталей марок 15Х2МФА-А или 15Х2НМФА-А между собой).
2.5.1. При ручной дуговой сварке покрытыми электродами и аргонодуговой сварке - те же сварочные материалы, что и для выполнения прихваток по подразд. 2.4.
2.5.2. При автоматической сварке под флюсом - сварочную проволоку марок Св-08А, Св-08АА и Св-08АА-ВИ в сочетании с флюсами марок ОСЦ-45, АН-348А, АН-42, АН-42М и НФ-18М, сварочную проволоку марки Св-06А в сочетании с флюсами марок АН-42, АН-42М и НФ-18М, а также сварочную проволоку марки Св-08ГА в сочетании с флюсом марки ФЦ-16.
Примечание. Корневая часть шва должна составлять не более 30 % номинальной толщины свариваемых деталей (расчетной высоты углового шва), но не более 20 мм.
2.6. Для заварки корневой части шва сварных соединений деталей из сталей марок 15Х2МФА-А или 15Х2НМФА-А между собой следует использовать соответствующие сварочные материалы, приведенные в табл. 1. Кроме того, допускается применение сварочных материалов согласно табл. 9.
2.7. Для выполнения сварных соединений III категории деталей из сталей марок Ст3сп5, 10, 15, 15Л, 20Л и 25Л допускается применение электродов марок МР-3, 0ЗС-4, 0ЗС-6, и АНО-4, а для выполнения сварных соединений той же категории деталей из стали марки 12Х1МФ - электродов марок ТМЛ-1У и ТМЛ-3У.
2.8. Сварочные материалы должны соответствовать требованиям стандартов, технических условий и паспортов, указанных в справочном приложении 1, и иметь сертификат.
Таблица 1
Сварочные материалы для выполнения сварных соединений деталей из сталей перлитного класса (кроме сварных соединений Iн и IIн категорий)
|
Марки сталей свариваемых деталей |
Покрытые электроды для ручной дуговой сварки |
Для автоматической сварки под флюсом |
Сварочная проволока для аргонодуговой сварки (в том числе в смеси защитных газов) |
Для электрошлаковой сварки |
Примечание |
|||
|
проволока |
флюс |
проволока |
флюс |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
|
Ст3сп5, 10, 15, 15Л, 20, 20Л, 25Л, 20К, между собой, со сталью 22К, с кремнемарганцовистыми и легированными сталями |
УОНИИ-13/45 УОНИИ-13/45А УОНИИ-13/55 ЦУ-5, ЦУ-6, ЦУ-7, ЦУ-7А, ТМУ-21У |
Св-08А Св-08АА Св-08ГА |
ОСЦ-45, АН-42, АН-42М, АН-348А, АН-348АМ, ФЦ-16 |
Св-08ГС, Св-08Г2С, Св-06А |
Св-10Г2, Св-12ГС, Св-08ГСМТ |
ОСЦ-45, АН-8 |
Проволока марки Св-08ГСМТ в сочетании с флюсом марок АН-42 и АН-42М и проволока марки Св-08ГС в сочетании с флюсом марок ФЦ-11 и ФЦ-16 применяются при автоматической сварке под флюсом стали марки 22К при номинальной толщине стенки свыше 36 мм. При этом корневые слои шва выполняются проволокой Св-08А или Св-08АА |
|
|
Св-06А |
АН-42, АН-42М, НФ-18М |
|||||||
|
Св-08ГСМТ |
АН-42, АН-42М, КФ-30 |
|||||||
|
Св-08ГС |
ФЦ-11, ФЦ-16, ФЦ-22, КФ-19, КФ-30 |
|||||||
|
Св-10Г2, Св-08ГА |
ФЦ-11, ФЦ-16, КФ-27 |
|||||||
|
Св-10Г2 |
ФЦ-22 |
|||||||
|
22К с 22К и сталями марок 15ГС, 16ГС, 20ГСЛ, 09Г2С, 10ГН2МФА, 10ГН2МФАЛ, 15Х2НМФА |
УОНИИ-13/45 УОНИИ-13/45А УОНИИ-13/55 ЦУ-5, ЦУ-6, ЦУ-7, ЦУ-7А, ТМУ-21У |
Св-08А, Св-08АА |
ОСЦ-45, АН-42, АН-42М, АН-348А, АН-348АМ, ФЦ-16 |
Св-08ГС, Св-08Г2С, Св-06А |
Св-10Г2, Св-12ГС, Св-08ГСМТ |
ОСЦ-45, АН-8 |
|
|
|
15Х2НМФА-А |
Св-06А |
АН-42, АН-42М, НФ-18М |
|
|
|
|
||
|
Св-08ГСМТ |
ОСЦ-45, АН-42, АН-42М, АН-348А, АН-348АМ, КФ-30 |
|
|
|
|
|||
|
Св-08ГС |
ФЦ-11, ФЦ-16, КФ-19, КФ-30, ФЦ-22 |
|
|
|
|
|||
|
15ГС, 16ГС, 20ГСЛ, 09Г2С со сталями 15ГС, 16ГС, 20ГСЛ, 09Г2С, 10ХСНД, 16ГНМА, 15ГНМФА, 12ХМ, 15ХМ, 20ХМ, 20ХМА, 10Х2М, 12Х1МФ, 15Х1М1Ф в любом сочетании |
УОНИИ-13/55 ЦУ-5, ЦУ-7, ЦУ-7А ТМУ-21У |
Св-08ГС, Св-12ГС |
ФЦ-11, ФЦ-16, КФ-19 |
Св-08ГС, Св-08Г2С |
Св-10Г2, Св-12ГС |
ОСЦ-45, АН-8 |
Электроды ЦУ-5 применяются только для сварки корневой части шва. |
|
|
Св-10Г2, Св-08ГС |
ФЦ-22 |
|
|
|
||||
|
10ХСНД с 10ХСНД |
УОНИИ-13/45, УОНИИ-13/45А УОНИИ-13/55 ТМУ-21У, ЦУ-5, ЦУ-6, ЦУ-7, ЦУ-7А |
Св-08ГА, Св-10ГА |
ОСЦ-45, АН-348А, АН-348АМ |
Св-08ГС, Св-08Г2С |
Св-10Г2 |
ОСЦ-45, АН-8, ОФ-6 |
Электроды ЦУ-5 применяются только для сварки корневой части шва. |
|
|
10ХН1М с 10ХН1М и с 10ХСНД |
УОНИИ-13/45 УОНИИ-13/45А УОНИИ-13/55 Н-20, Н-25 |
Св-08ГСМТ |
КФ-30, АН-42, АН-42М |
Св-08ГС, Св-08Г2С |
Св-04Х2МА, Св-08ГСМТ |
ОФ-6 |
|
|
|
Св-10НМА |
АН-42, АН-42М |
|||||||
|
Св-08ГА, Св-10ГА |
ОСЦ-45, АН-348А, АН-348АМ |
|||||||
|
Св-10ГН1МА |
КФ-27, КФ-30 |
|||||||
|
16ГНМА с 16ГНМА и с 15ГНМФА, 12ХМ, 15ХМ, 20ХМ, 20ХМА |
ЦЛ-21, ЦЛ-48 |
Св-10НМА |
ФЦ-11, ФЦ-16 |
Св-10НМА |
Св-10НМА |
ФЦ-11, АН-8, ОФ-6 |
- |
|
|
15ГНМФА с 15ГНМФА и с 12ХМ, 15ХМ, 20ХМ, 20ХМА |
ЦЛ-52 |
Св-10ГНМА |
ФЦ-11, ФЦ-16 |
Св-10ГНмА |
- |
- |
- |
|
|
10ГН2МФА, 10ГН2МФАЛ с 10ГН2МФА и 10ГН2МФАЛ и с 15Х2НМФА, 15Х2НМФАА, 15Х3НМФА, 15Х3НМФАА |
ПТ-30 ЦЛ-59 |
Св-10ГНМА Св-10ГН1МА |
ФЦ-16 |
Св-10ГНМА, Св-10ГН1МА |
Св-10ГН2МФА |
ОФ-6, ФЦ-21 |
Для аргонодуговой сварки допускается применять проволоку при содержании кремния не менее 0,22 % |
|
|
12МХ, 12ХМ, 15ХМ, 20ХМ между собой и с 20ХМА, 12Х1МФ, 15Х1М1Ф |
Н-3, ЦУ-2ХМ, ЦЛ-38 |
Св-08ХМ |
ФЦ-11, КФ-16 |
Св-08ХМ, Св-08ХГСМА |
- |
- |
Для аргонодуговой сварки проволоку Св-08ХМ допускается применять при содержании кремния не менее 0,22 % |
|
|
10Х2М с 10Х2М и с 12ХМ, 15ХМ, 12Х1МФ, 15Х1М1Ф |
Н-10 |
Св-04Х2МА |
КФ-16 |
Св-04Х2МА |
- |
- |
- |
|
|
20ХМА с 20ХМА |
Н-3, ЦУ-2ХМ, ЦЛ-38 |
Св-08ХМ, Св-08ХМФА |
АН-42, АН-42М |
- |
- |
- |
- |
|
|
12Х1МФ, 15Х1М1Ф с 12X1МФ, 15Х1М1Ф |
Н-6, ЦЛ-20, ЦЛ-39, ЦЛ-45 |
Св-08ХМФА |
ФЦ-11, ФЦ-16, КФ-16 |
Св-08ХМФА, Св-08ХГСМФА |
- |
- |
Для аргонодуговой сварки проволоку Св-08ХМФА допускается применять при содержании кремния не менее 0,22 % |
|
|
15Х3НМФА с 15Х3НМФА и 15Х3НМФАА |
РТ-45Б, Н-23 |
Св-08ХГНМТА, Св-09ХГНМТАА-ВИ |
НФ-18М, КФ-30 |
Св-08ГСМА, Св-08ГСМТА |
Св-16Х2НМФТА |
ОФ-6 |
- |
|
|
15Х2НМФА с 15Х2НМФА и с 15Х2НМФАА |
РТ-45А, РТ-45АА, РТ-45Б |
Св-12Х2Н2МА, Св-12Х2Н2МАА |
ФЦ-16 |
Св-12Х2Н2МА, Св-12Х2Н2МАА |
Св-16Х2НМФТА |
ОФ-6, ФЦ-21 |
|
|
|
Св-09ХГНМТА, Св-09ХГНМТАА-ВИ |
НФ-18М |
Св-09ХГНМТА Св-09ХГНМТАА-ВИ |
|
|
- |
|||
|
15Х2НМФА-А с 15Х2НМФА-А |
- |
Св-09ХГНМТАА-ВИ |
НФ-18М КФ-30 |
- |
- |
- |
- |
|
|
15Х2НМФА-А с 15Х2НМФА-А |
РТ-45АА |
Св-12Х2Н2МАА, Св-12Х2Н2МАА-ВИ |
ФЦ-16А НФ-18М, КФ-30 |
Св-12Х2Н2МАА Св-09ХГНМТАА-ВИ |
- |
- |
- |
|
|
12Х2МФА, 15Х2МФА, 18Х2МФА между собой и с 15Х2МФАА |
Н-3 Н-6, Н-3АА, ЦЛ-20 |
Св-10ХМФТ, Св-10ХМФТУ |
АН-42М, КФ-30 |
- |
Св-13Х2МФТ, Св-13Х2МФТА |
ОФ-6 |
- |
|
|
15Х2МФА-А с 15Х2МФА-А |
- |
Св-10ХМФТУ |
АН-42М, КФ-30 |
- |
Св-13Х2МФТА |
ОФ-6 |
- |
|
2.9. Сварочные материалы следует хранить по партиям с обеспечением их использования строго по назначению.
2.10. Определение партии покрытых электродов приведено: для ручной дуговой сварки - по ГОСТ 9466-75; сварочной проволоки - по ГОСТ 2246-70; наплавочной ленты - по ГОСТ 4986-79; флюса - по ГОСТ 9087-81.
Таблица 2
Сварочные материалы для выполнения сварных соединений деталей из высокохромистых сталей с деталями из высокохромистых сталей и сталей перлитного класса (кроме сварных соединений Iн и IIн категорий)
|
Марки сталей сверяемых деталей |
Покрытые электроды для ручной дуговой сварки |
Для автоматической сварки под флюсом |
Сварочная проволока для аргонодуговой сварки (в том числе в смеси защитных газов) |
|
|
проволока |
флюс |
|||
|
08X13 с 08X13 и с 06X12Н3Д (06Х12Н3ДЛ), 1Х12В2МФ |
УОНИИ/10Х13 ЦЛ-51 |
Св-06Х14 Св-01Х12Н2-ВИ |
АН-22 ОФ-6 |
Св-06Х14 Св-01Х12Н2-ВИ Св-01Х12Н2МТ-ВИ |
|
06X12Н3Д (06Х12Н3ДЛ) с 06X12Н3Д (06Х12Н3ДЛ) и с 10ГН2МФА, 10ГН2МФАЛ |
ЦЛ-51 |
Св-01Х12Н2-ВИ* |
ОФ-6 ФЦ-19 |
Св-01Х12Н2-ВИ |
|
1Х12В2МФ с 1Х12В2МФ |
ЦЛ-32 |
Св-14Х12НВМФ |
АН-17М |
Св-10Х11НВМФ |
|
08Х14МФ с 08Х14МФ |
ЦЛ-51 ЦТ-45 |
Св-01Х12Н2-ВИ |
ОФ-6 ФЦ-19 |
Св-01Х12Н2-ВИ Св-03Х20Н45Г6М6Б-ВИ |
|
08X14МФ со сталями 20 и 22К |
ЦТ-45 ЦЛ-51 |
Св-01Х12Н2-ВИ* |
ОФ-6 |
Св-01Х12Н2-ВИ Св-03Х20Н45Г6М6Б-ВИ |
|
05Х12Н2М с 05Х12Н2М |
- |
- |
- |
Св-01Х12Н2МТ-ВИ |
|
07Х16Н4Б с 07Х16Н4Б |
- |
- |
- |
Св-09Х16Н4Б |
|
* С предварительной наплавкой кроме деталей из сталей марок 10ГН2МФА, 10ГН2МФАЛ, 20 и 22К электродами марки ЦЛ-51. |
||||
Таблица 3
Сварочные материалы для выполнения сварных соединений деталей из сталей аустенитного класса (кроме сварных соединений Iн и IIн категорий)
|
Марки применяемых сварочных материалов |
||||||
|
Покрытые электроды для ручной дуговой сварки |
Для автоматической сварки под флюсом |
Сварочная проволока для аргонодуговой сварки (в том числе в смеси защитных газов) |
Для электрошлаковой сварки |
|||
|
проволока |
флюс |
проволока |
флюс |
|||
|
10Х18Н9ТЛ 12X18Н9Т 12Х18Н9ТЛ 06Х18Н10Т 08Х18Н10Т 12Х18Н10Т 08Х18Н12Т 12Х18Н12Т 10Х17Н13М2Т (в любом сочетании) |
ЭА-400/10У ЭА-400/10Т |
Св-04Х19Н11М3 |
ОФ-6, ФЦ-17 |
Св-04Х19Н11М3 |
Св-04Х19Н11М3 (проволока) |
ОФ-6 |
|
ЦТ-15К ЦТ-26 |
Св-08Х19Н10М3Б |
ОФ-6 |
|
Св-06Х19Н9Т (проволока) |
ОФ-6 |
|
|
ЦТ-26М ЭА-898/21Б ЭА-902/14 |
Св-08Х19Н10Г2Б Св-04Х20Н10Г2Б |
ОФ-6 |
Св-08Х19Н10Г2Б Св-04Х20Н10Г2Б |
08Х18Н10Т (пластина) |
ОФ-6 |
|
|
03Х21Н32М3Б с 03X21Н32М3Б и с 12Х18Н9 12Х18Н9Т 08Х18Н10Т 12Х18Н10Т 08Х18Н12Т 10Х17Н13М3Т 10Х18Н12М3ТЛ |
ЭА-855/51 |
Св-03Х15Н3517М6Б |
ОФ-6 |
Св-03Х15Н35Г7М6Б |
- |
- |
|
08Х18Н10Т, 12Х18Н10Т с 10Х18Н36М3ТЮБР |
- |
- |
- |
Св-30Х15Н35В3Б3Т |
- |
- |
|
Примечание. При дуговой сварке под флюсом деталей из стали марки 08X18Н10Т с применением проволоки марки Св-04Х19Н11М3, предназначенных для работы при температуре не выше 200 °С, допускается применение флюса марки АН-26 или АН-26С при условии предварительной проверки каждой партии проволоки в сочетании с каждой партией флюса на отсутствие трещин в металле шва путем радиографического контроля и металлографических исследований специально выполненных сварных соединений. |
||||||
Таблица 4
Сварочные материалы для выполнения сварных соединений деталей из сталей аустенитного класса с деталями из сталей перлитного класса и высокохромистых сталей (кроме сварных соединений Iн и IIн категорий)
|
Марки сварочных материалов для предварительной наплавки кромок деталей из сталей перлитного класса и высокохромистых сталей |
Марки сварочных материалов для выполнения сварного шва |
||||||||
|
Материалы |
Номинальная толщина деталей в месте сварки, мм |
Покрытые электроды для ручной дуговой наплавки |
Для автоматической наплавки под флюсом |
Сварочная проволока для аргонодуговой сварки |
Покрытые электроды для ручной дуговой сварки |
Для автоматической сварки под флюсом |
Сварочная проволока для аргонодуговой сварки |
||
|
лента или проволока |
флюс |
проволока |
флюс |
||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
Стали аустенитного класса с углеродистыми или кремнемарганцовистыми сталями |
До 10 (включительно) |
- |
- |
- |
- |
ЭА-395/9 ЦТ-10 |
Св-10Х16Н25АМ6 |
ОФ-6 |
Св-10Х16Н25АМ6 |
|
ЗИО-8 ЦЛ-25/1 ЦЛ-25/2 |
Св-07Х25Н13 |
ОФ-6 |
Св-07Х25Н13 |
||||||
|
ЭА-855/51 |
Св-03Х15Н35Г7М6Б |
ОФ-6 |
Св-03Х15Н35Г7М6Б |
||||||
|
Независимо от толщины |
ЭА-395/9 ЦТ-10 |
Св-10Х16Н25АМ6 |
ОФ-10 |
Св-10Х16Н25АМ6 |
ЭА-400/10У ЭА-400/10Т ЦТ-26 ЦТ-26М |
Св-04Х19Н11М3 |
ОФ-6 |
Св-04Х19Н11М3 |
|
|
ЭА-855/51 |
Св-03Х15Н3517М6Б |
ОФ-6 |
Св-03Х16Н35Г7М6Б |
ЭА-855/51 |
Св-03Х15Н35Г7М6Б |
ОФ-6 |
Св-03Х15Н35Г7М6Б |
||
|
Первый слой |
|
||||||||
|
ЭА-395/9 ЦТ-10 |
Св-10Х16Н25АМ6 |
ОФ-10 |
Св-10Х16Н25АМ6 |
ЭА-400/10У ЭА-400/10Т ЦТ-26 ЦТ-26М |
Св-04Х19Н11М3 |
ОФ-6 ФЦ-17 |
Св-04Х19Н11М3 |
||
|
Второй и последующие слои |
|
|
|
|
|||||
|
ЭА-400/10У ЭА-400/10Т ЦТ-26, ЦТ-26М |
Св-04Х19Н11М3 |
ОФ-10 ФЦ-18 (лента) ОФ-10 ФЦ-17 (проволока) |
Св-04Х18Н11М3 |
ЭА-898/21Б ЦТ-15К |
Св-04Х20Н10Г2Б Св-08Х19Н10Г2Б |
ОФ-6 |
Св-04Х20Н10Г2Б Св-08Х19Н10Г2Б |
||
|
Стали аустенитного класса с легированными или высокохромистыми сталями |
До 6 (включительно) |
- |
- |
- |
- |
ЭА-395/9* ЦТ-10* |
Св-11Х16Н25АМ6* |
ОФ-6 |
Св-10Х16Н25АМ6* |
|
|
|
|
|
ЭА-855/51 |
Св-03Х15Н35Г7М6Б |
ОФ-6 |
Св-03Х15Н36Г7М6Б |
||
|
Независимо от толщины |
Первый слой |
|
|||||||
|
ЭА-395/9* ЦТ-10 |
Св-10Х16Н25АМ6* |
ОФ-10 |
Св-10Х16Н25АМ6* |
ЭА-400/10У ЭА-400/10Т ЦТ-26, ЦТ-26М |
Св-04Х19Н11М3 |
ОФ-6 ФЦ-17 |
Св-04Х19Н11М3 |
||
|
Второй и последующие слои |
|
||||||||
|
ЭА-400/10У ЭА-400/10Т ЦТ-26 ЦТ-26М |
Св-04Х19Н11М3 |
ОФ-10 ФЦ-18 (лента) ОФ-6 ФЦ-17 (проволока) |
Св-04Х19Н11М3 |
ЭА-898/21Б ЦТ-15К |
Св-04Х20Н10Г2Б Св-08Х19Н10Г2Б |
ОФ-6 |
Св-04Х20Н10Г2Б Св-08Х19Н10Г2Б |
||
|
Первый и последующие слои |
|
||||||||
|
ЭА-855/51 |
Св-03Х15Н35Г7М6Б |
ОФ-6 |
Св-03Х15Н35Г7М6Б |
ЭА-855/51 |
Св-03Х15Н35Г7М6Б |
ОФ-6 |
Св-03Х15Н35Г7М6Б |
||
|
Примечания: 1. Звездочкой отмечены сварочные материалы, используемые только при сварке и наплавке сталей, не содержащих ниобий. 2. Термическая обработка сварных соединений, швы которых выполнены сварочными материалами, не содержащими ниобий, не допускается. 3. При выполнении угловых и тавровых сварных соединений с расчетной высотой углового шва до 10 мм включительно при приварке деталей из сталей аустенитного класса к деталям из углеродистых и кремнемарганцовистых сталей любой толщины и до 6 мм включительно при приварке деталей из сталей аустенитного класса к деталям из легированных и высокохромистых сталей любой толщины необходимость выполнения предварительной наплавки кромок определяется требованиями конструкторской документации и ПТД. 4. Автоматическая наплавка и сварка под флюсом с применением сварочной проволоки марок Св-07Х25Н13 и Св-10Х16Н25АМ6 и автоматическая наплавка под флюсом с применением сварочной проволоки марки Св-04Х19Н11М3 допускаются по согласованию с головной материаловедческой организацией. 5. При комбинированных способах сварки следует применять сварочные материалы, приведенные в одной строке таблицы (отделенные горизонтальными линиями). 6. При ручной дуговой сварке покрытыми электродами марки ЭА-855/51 или аргонодуговой сварке проволокой марки Св-03Х15Н35Г7М6Б выполнение предварительной наплавки кромок деталей из сталей перлитного класса и высокохромистых сталей допускается не проводить, если детали с наплавленными кромками не подлежат термической обработке в соответствии с требованиями настоящих ОП. 7. Сварку сталей аустенитного класса с деталями из сталей перлитного класса и высокохромистых сталей присадочными материалами, содержащими ниобий, допускается проводить только в случаях вынужденной термической обработки сварного соединения этих сталей при условии согласования ПТД на такую сварку с головной материаловедческой организацией. (Измененная редакция, Изм. № 1). |
|||||||||
Таблица 5
Сварочные (наплавочные) материалы для наплавки антикоррозионного покрытия на детали (изделия) из сталей перлитного класса
|
Наплавляемые слои |
Марки сварочных (наплавочных) материалов |
Примечание |
|
|||||
|
по виду |
по числу наплавляемых слоев |
Для автоматической наплавки под флюсом |
Покрытые электроды для ручной дуговой наплавки |
Проволока для аргонодуговой наплавки |
|
|||
|
лента или проволока |
флюс |
|
||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
|
Однородное |
Однослойное |
|
НП-03Х22Н11Г2Б Св-03Х241113Г2Б |
ФЦ-18 (лента), ФЦ-17 (проволока)* |
ЭА-855/51 |
Св-03Х15Н35Г7М6Б |
Допускается только для наплавки деталей из сталей марок 20, 20К, 22К |
|
|
Многослойное |
Все |
Св-07Х25Н13 |
ОФ-10, ФЦ-18 (лента), ОФ-6 (проволока)* |
ЦЛ-25/1, ЗИО-8** (первый слой) ЗИО-8, ЦЛ-25/2 (второй слой и последующие) |
Св-07Х25Н13 |
- |
|
|
|
Все |
Св-03Х15Н35Г7М6Б |
ОФ-10 |
ЭА-855/51 |
Св-03Х15Н35Г7М6Б |
- |
|
||
|
Двойное |
Двухслойное |
Первый |
Св-07Х25Н13 |
ОФ-10, ФЦ-18 (лента) ОФ-6 (проволока)* |
ЦЛ-25/1 ЗИО-8** |
Св-07Х25Н13 |
- |
|
|
Второй |
Св-04Х20Н10Г2Б |
ОФ-10, ФЦ-18 (лента) ОФ-6, ФЦ-17 (проволока)** |
ЭА-898/21Б ЦТ-15К |
Св-04Х20Н10Г2Б |
|
|
||
|
Многослойное |
Первый |
Св-07Х25Н13 |
ОФ-10, ФЦ-18 (лента) ОФ-6 (проволока)* |
ЦЛ-25/1 ЗИО-8** |
Св-07Х25Н13 |
Количество слоев, выполняемых проволокой марки Св-08Х19Н10Г2Б и электродами марок ЭА-898/21Б, ЦТ-15К, должно быть не менее двух |
|
|
|
Второй и последующие |
Св-04Х20Н10Г2Б Св-08Х19Н10Г2Б |
ОФ-10, ФЦ-18 (лента) ОФ-6, ФЦ-17 (проволока)** |
ЭА-898/21Б ЦТ-15К |
Св-04Х20Н10Г2Б Св-08Х19Н10Г2Б |
||||
|
Примечания: 1. Звездочкой отмечены сварочные материалы, которые допускается применять только по согласованию с головной материаловедческой организацией. 2. Двумя звездочками отмечены электроды, применение партий которых допускается только при условии содержания ферритной фазы в наплавленном металле не менее 4 %. 3. По согласованию с головной материаловедческой организацией для выполнения первого слоя покрытия допускается использовать сварочную проволоку марок Св-03Х22Н11Г2Б и Св-03Х24Н13Г2Б в сочетании с флюсом марки ФЦ-18. 4. Термическая обработка наплавленного антикоррозионного покрытия с верхним слоем, выполненным присадочными материалами, не содержащими ниобий, не допускается. 5. При наплавке однослойного покрытия электроды марки ЭА-855/51 и сварочная проволока марки Св-03Х15Н35Г7М6Б допускаются только для исправления его дефектов. |
||||||||
Таблица 6
Сварочные материалы для выполнения сварных соединений Iн и IIн категорий деталей из сталей перлитного класса и высокохромистых сталей
|
Марки применяемых сварочных материалов |
Максимальная допускаемая температура применения, °С |
||||
|
Покрытые электроды для ручной дуговой сварки |
Для автоматической сварки под флюсом |
Сварочная проволока для аргонодуговой сварки (в том числе в смеси защитных газов) |
|||
|
проволока |
флюс |
||||
|
Ст3сп5, 10, 15, 20, 22К в любом сочетании |
УОНИИ-13/45* УОНИИ-13/45А* УОНИИ-13/55 |
Св-08А* Св-08АА* Св-10Г2 |
ОСЦ-45* АН-348А* КФ-27 |
Св-08ГС Св-08Г2С |
350 |
|
12Х1МФ, 15Х1МФ в любом сочетании |
Н-6 |
Св-08ХМФА |
КФ-16 |
Св-08ХМФА |
550 |
|
05X12Н2М с 05X12Н2М |
ЭМ-959/52 |
Св-01Х12Н2МТ-ВИ |
КФ-28 |
Св-01Х12Н2МТ-ВИ |
550 |
|
10Х2М с 10Х2М |
Н-10 |
Св-04Х2МА |
КФ-16 |
Св-04Х2МА |
510 |
|
Примечания: 1. Звездочкой отмечены сварочные материалы, которые допускается применять при меньшей номинальной толщине свариваемых деталей не более 60 мм. 2. Допускается по согласованию с головной материаловедческой организацией выполнять: ручную дуговую сварку соединений деталей из углеродистых сталей электродами марки ТМУ-21У; автоматическую сварку под флюсом деталей из стали марки 22К проволокой марки Св-08ГС в сочетании с флюсом марки ФЦ-16. |
|||||
Таблица 7
Сварочные материалы для выполнения сварных соединений категорий Iн и IIн деталей из сталей аустенитного класса
|
Марки применяемых сварочных материалов |
Максимальная допускаемая температура применения, °С |
||||||
|
Покрытые электроды для ручной дуговой сварки |
Для автоматической сварки под флюсом |
Сварочная проволока для аргонодуговой сварки (в том числе в смеси защитных газов) |
Для электрошлаковой сварки |
||||
|
проволока |
флюс |
проволока |
флюс |
||||
|
08Х18Н9, 08Х18Н10, 08Х18Н10Т, 12Х18Н10Т, 10Х18Н12М3Т в любом сочетании |
А-1, А-1Т А-2, А-2Т |
Св-04Х17Н10М2 Св-02Х17Н10М2-ВИ |
ОФ-6 ОФ-6 |
Св-04Х17Н10М2 Св-02Х17Н10М2-ВИ |
- |
- |
600 |
|
10Х18Н9, 12Х18Н9, 08Х16Н11М3 в любом сочетании |
А-1, А-1Т |
Св-04Х17Н10М2 |
ОФ-6 |
Св-04Х17Н10М2 |
- |
- |
600 (для сварки соединений деталей из стали марки 12Х18Н9-450) |
|
03Х16Н9М2 с 03Х16Н9М2 |
ЦТ-26 ЦТ-26М |
Св-03Х16Н9М2 |
ОФ-6, ФЦ-17 |
Св-03Х16Н9М2 |
- |
- |
600 |
|
08Х16Н11М3 с 08Х16Н11М3 |
- |
- |
- |
- |
Св-04Х17Н10М2 (проволока) |
ОФ-6 |
550 |
|
09Х18Н9, 08Х18Н10 в любом сочетании |
- |
- |
- |
- |
Св-04Х19Н11М3 (проволока) 12Х18Н9 (пластина) |
ОФ-6 |
550 |
|
03Х16Н9М2 с 03Х16Н9М2 |
- |
- |
- |
- |
Св-03Х16Н9М2 (проволока) |
ФЦ-17 |
550 |
|
12Х18Н10Т, 08Х18Н10Т с 10Х15Н36В3Т-ВД |
ЭА-855/51 ЭА-582/23 |
- |
- |
Св-03Х15Н35Г7М6Б |
- |
- |
550 |
Таблица 8
Сварочные материалы для выполнения сварных соединений Iн и IIн категорий деталей из сталей аустенитного класса с деталями из сталей перлитного класса и высокохромистых сталей
|
Марки сварочных материалов для предварительной наплавки кромок деталей из сталей перлитного класса и высокохромистых сталей |
Марки сварочные материалов для выполнения сварного шва |
|||||
|
Марка стали |
Номинальная толщина деталей в месте сварки, мм |
Покрытые электроды для ручной дуговой наплавки |
Сварочная проволока для аргонодуговой сварки |
Покрытые электроды для ручной дуговой сварки |
Сварочная проволока для аргонодуговой сварки |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
|
|
08Х16Н11М3, 08Х18Н10 или 08Х18Н10Т с ВСт3сп5, 10, 15, 20 или 22К в любом сочетании |
До 10 (включительно) |
- |
- |
ЭА-395/9 |
Св-10Х16Н25АМ6 |
|
|
Все слои |
||||||
|
Свыше 10 |
ЭА-395/9 |
Св-10Х16Н25АМ6 |
ЭА-400/10У ЭА-100/10Т ЭА-395/9* КТИ-7 |
Св-04Х19Н11М3 Св-10Х16Н25АМ6 Св-30Х15Н35В3Б3Т |
||
|
08Х16Н11М3, 09X18Н9, 08X19Н10 или 08Х18Н10Т с 12МХ, 12ХМ, 15ХМ, 10Х2М, 12Х1МФ, 15Х1МФ или 08X13 |
До 6 (включительно) |
- |
- |
ЭА-395/9 |
Св-10Х16Н25АМ6 |
|
|
Первый слой |
||||||
|
Свыше 6 |
КГИ-7 ЭА-395/9* |
Св-30Х15Н35В3Б3Т Св-10Х16Н25АМ6* |
- |
- |
||
|
Второй и последующие слои |
||||||
|
|
А-1, А-1Т А-2, А-2Т ЭА-400/10У* ЭА-400/10Т** |
Св-04Х17Н10М2 Св-02Х17Н10М2-ВИ Св-04ХГ9Н11М3** |
А-1, А-1Т А-2, А-2Т ЭА-400/10У** ЭА-400/10Т** |
Св-04Х19Н10М2 Св-02Х17Н10М2-ВИ Св-04Х19Н11М3 |
||
|
08Х16Н11М3, 09X18Н9, 08Х18Н10 с 12Х1МФ, 15Х1МФ, 10Х2М |
До 6 (включительно) |
- |
- |
ЭА-395/9* КТИ-7 |
Св-10Х16Н25АМ6 Св-30Х15Н35В3Б3Т |
|
|
Первый слой |
||||||
|
Свыше 6 |
ЭА-395/9* |
Св-10Х16Н25АМ6* Св-30Х15Н35В3Б3Т |
|
|
||
|
Второй и последующие слои |
||||||
|
|
А-1, А-1Т, А-2, А-2Т |
Св-04Х17Н10М2 Св-02Х17Н10М2-ВИ |
А-1, А-1Т ЭА-400/10У** ЭА-400/10Т** |
Св-04Х19Н10М2 Св-02Х17Н10М2-ВИ Св-04Х9Н11М3** |
||
|
ЭА-400/10У* ЭА-400/10Т* |
Св-04Х19Н11М3* |
А-2, А-2Т |
|
|||
|
08Х18Н10Т с 08Х14МФ |
Независимо от толщины |
|
|
ЦТ-45 |
Св-30Х20Н45ГВМ6Б-ВИ |
|
|
* Только для температур не более 500 °С. ** Только для температур не более 450 °С. |
||||||
Таблица 9
Сварочные материалы, применяемые для заварки корневой части шва деталей из сталей марок 15Х2МФА-А или 15Х2НМФА-А
|
Марки сварочных материалов |
|||
|
При автоматической заварке под флюсом |
Покрытые электроды при ручной дуговой заварке |
||
|
Проволока |
Флюс |
||
|
15Х2МФА-А с 15Х2МФА-А |
Св-08АА-ВИ |
АН-42М |
УОНИИ-13/45АА |
|
15Х2НМФА-А с 15Х2НМФА-А |
Св-03АА-ВИ |
ФЦ-16А АН-42М |
ЦУ-7А УОНИИ-13/45АА |
Допускается объединять в одну партию флюс одной марки нескольких плавок при условии равномерного перемешивания всей массы партии флюса (целиком или пропорциональными частями).
2.11. Партией защитного газа допускается считать газ одного наименования, одной марки, одного сорта (группы), поставляемого по одному стандарту или по одним техническим условиям.
2.12. Сварочная проволока и наплавочная лента должны храниться в условиях, предотвращающих их загрязнение, коррозию и повреждение.
2.14. При хранении после прокалки (первичной или повторной) в упаковке или в сушильных шкафах по подразд. 2.13 срок хранения покрытых электродов и флюсов и срок их использования без проверки содержания влаги и без дополнительной прокалки не ограничиваются.
2.15. При хранении после прокалки в кладовых по подразд. 2.13 покрытые электроды и флюсы могут быть использованы без проверки содержания влаги и без повторной прокалки в течение сроков, указанных в ПТД.
При этом устанавливаемые сроки не должны превышать:
· для электродов с основным покрытием, предназначенных для сварки сталей перлитного класса и высокохромистых сталей - 5 сут.;
· для остальных электродов - 15 сут.;
· для флюсов марок ОФ-6 и ОФ-10 - 3 сут.;
· для других марок флюсов - 15 сут.
2.16. При нарушении указанных в подразд. 2.13 условий хранения электродов и флюсов или по истечении сроков, указанных в подразд. 2.15, электроды и флюсы перед их использованием подлежат проверке на содержание влаги или повторной прокалке.
2.18. Качество прокалки каждой садки электродов марки Н-10, флюса марок КФ-16 и КФ-27, а также электродов марок УОНИИ-13/45А и УОНИИ-13/55, подлежащих использованию для сварки деталей из стали марки 10Х2М между собой и с деталями из других сталей перлитного класса, определяется по содержанию водорода в наплавленном металле или металле шва в соответствии с методикой головной материаловедческой организации.
При этом содержание водорода в наплавленном металле (металле шва) при ручной дуговой сварке не должно превышать 2,5 см3 на 100 г, а при автоматической сварке под флюсом - 0,3 см3 на 100 г. В случае получения неудовлетворительных результатов проводится прокалка электродов или флюса и повторное определение содержания водорода.
Допускается по согласованию с головной материаловедческой организацией не определять содержание водорода в наплавленном металле при проверке отдельных партий указанных сварочных материалов, предназначенных для сварки конкретных деталей.
(Измененная редакция, Изм. № 1).
2.19. Если партия электродов или флюсов прокаливалась по частям в различные сроки, требования подразд. 2.14 - 2.17 относятся к каждой части отдельно.
2.20. Режимы прокалки электродов и флюсов перед использованием должны соответствовать режимам, установленным стандартами или техническими условиями на сварочные материалы конкретных марок.
При отсутствии в стандартах или технических условиях указаний по температуре и времени выдержки при прокалке перед использованием электродов и флюсов следует руководствоваться указаниями табл. 10.
2.21. Прокалку электродов допускается проводить не более трех раз, а флюсов марок ОФ-6 и ОФ-10 - не более пяти раз (не считая прокалки при их изготовлении). Число прокалок остальных флюсов не ограничивается.
2.22. Дата и режимы каждой прокалки должны быть зафиксированы в специальном журнале. Допускается эти данные указывать на этикетках или под маркировкой на упаковке.
2.23. Транспортировку прокаленных электродов и флюсов на сварочные участки следует проводить в закрытой таре (в закрытой таре с резиновым уплотнением, в мешках из водонепроницаемой бумаги или из полиэтиленовой пленки).
2.24. Электроды следует выдавать сварщикам в количестве, необходимом для односменной работы, если в ПТД не оговорены более жесткие требования. При выдаче должна проверяться марка электродов по этикеткам или биркам, по отличительной окраске торцов или покрытия электродов. Аустенитные электроды и проволоку следует проверять магнитом.
2.25. Порядок учета, хранения, выдачи и возврата сварочных материалов устанавливается инструкцией предприятия, выполняющего сварку (наплавку).
Таблица 10
Рекомендуемые режимы прокалки покрытых электродов и флюсов
|
Марка сварочных материалов |
Температура прокалки, °С |
Время выдержки, ч |
|
|
Покрытые электроды |
УОНИИ-13/45А |
400 ± 20 |
3,0 + 0,5 |
|
УОНИИ-13/55, |
465 ± 15* |
3,0 + 0,5 |
|
|
Н-3, Н-6, Н-10, Н-23, Н-25, Н-20, РТ-45Б |
465 ± 15* |
3,0 + 0,5 |
|
|
УОНИИ-13/45, УОНИИ-13/10Х13 |
400 ± 20 |
2,5 + 0,5 |
|
|
ТМЛ1-1У, ТМЛ-3У, ТМУ-21У |
400 ± 20 |
2,0 + 0,5 |
|
|
ОЗС-6, МР-3, ОЗС-4, АНО-4 |
200 ± 20 |
2,0 + 0,5 |
|
|
ЭА-400/10У, ЭА-400/10Т, ЭА-898/21Б, ЭА-902/14 |
135 ± 15 |
2,0 + 0,5 |
|
|
ЭМ-959/52 |
465 ± 15 |
5,0 + 0,5 |
|
|
А-1, А-2, А-1Т, А-2Т |
135 ± 15 |
2,0 + 0,5 |
|
|
ЭА-395/9, ЗИО-8 |
225 ± 25 |
2,0 + 0,5 |
|
|
ЭА-855/51 |
360 ± 20 |
2,0 + 0,5 |
|
|
ЦУ-5, ЦУ-6, ЦУ-7, ЦУ-7А, ЦУ-2ХМ, ПТ-30, ЦЛ-20, ЦЛ-21, ЦЛ-32, ЦЛ-38, ЦЛ-39, ЦЛ-45, ЦЛ-48, ЦЛ-51, ЦЛ-52, ЦЛ-59, РТ-45А, РТ-45АА |
360 ± 20 |
2,0 + 0,5 |
|
|
ЦЛ-25/1, ЦЛ-25/2, ЦТ-10, ЦТ-15К, ЦТ-24, ЦТ-26, ЦТ-26М, ЦТ-45 |
330 ± 120 |
1,5 + 0,5 |
|
|
Флюсы |
АН-348А, АН-8, АН-348АМ |
350 ± 50 |
4,5 + 0,5 |
|
АН-42, АН-42М, АН-26, АН-26С |
650 ± 20 |
4,0 + 0,5 |
|
|
КФ-16, КФ-19, КФ-27, КФ-30, НФ-28М |
725 ± 25 |
3,0 + 0,5 |
|
|
ОФ-6 |
905 ± 25 |
5 + 0,5 |
|
|
ОФ-10 |
960 ± 10 |
5 + 0,5 |
|
|
ОСЦ-45 |
375 ± 25 |
2 + 0,5 |
|
|
ФЦ-11 |
375 ± 20 |
4 + 0,5 |
|
|
ФЦ-16, ФЦ-16А |
620 ± 20 |
4 + 0,5 |
|
|
ФЦ-17, ФЦ-19, ФЦ-21, -22 |
650 ± 20 |
4 + 0,5 |
|
|
ФЦ-18 |
800 ± 20 |
3 + 0,5 |
|
|
* Допускается уменьшение температуры прокалки до 400 ± 20 °С по согласованию с головной материаловедческой организацией. (Измененная редакция, Изм. № 1). |
|||
2.26. Прокалка флюсов должна осуществляться в электропечах на противнях из жаростойких сталей.
2.27. Режимы прокалки флюсов должны контролироваться термопарами, устанавливаемыми непосредственно в слое флюса. Высота слоя при прокалке флюсов марок ОФ-6 и ОФ-10 не должна превышать 100 мм, а для флюсов других марок устанавливается ПТД. Допускается контролировать режим прокалки флюсов по печным (сводовым) термопарам после соответствующей их тарировки по термопарам, установленным во флюсе.
3. Требования к сварочному оборудованию
3.1. Для выполнения сварки и наплавки следует применять полностью исправные, укомплектованные и налаженные установки, аппаратуру и приспособления, обеспечивающие соблюдение всех требований настоящих ОП, ПК и ПТД, а также контроль за соблюдением заданных режимов.
3.2. Для ручной дуговой сварки (наплавки) следует применять установки постоянного тока. Допускается использовать установки переменного тока при ручной дуговой сварке (наплавке) электродами с рутиловым покрытием.
3.3. Каждый пост автоматической аргонодуговой сварки (наплавки) должен быть подключен к самостоятельному источнику питания сварочным током.
3.5. Сварочное оборудование для автоматической дуговой и электрошлаковой сварки (наплавки) должно быть оснащено вольтметром, амперметром и устройствами, обеспечивающими заданную скорость сварки, а оборудование для ручной дуговой сварки (наплавки) - амперметром.
Допускается применение переносных амперметров для периодического контроля величины сварочного тока.
4. Требования к персоналу
4.1. Сварку, наплавку и прихватку деталей и сборочных единиц должны выполнять сварщики, прошедшие аттестацию на право выполнения сварочных работ в соответствии с требованиями Правил аттестации сварщиков оборудования и трубопроводов атомных энергетических установок (ПНАЭ Г-7-003-87) Госатомэнергонадзора (в дальнейшем именуемых Правилами аттестации сварщиков) и имеющие Удостоверение сварщика установленной формы. При этом сварщики допускаются к выполнению соответствующих сварочных (наплавочных) работ, которые указаны в их удостоверениях.
Каждому сварщику должно быть выдано личное клеймо с регистрацией его в журнале ОТК или другого контролирующего органа.
4.2. Сборку, подогрев и термическую обработку сварных соединений и наплавленных деталей (изделий) должны выполнять работники, прошедшие подготовку и квалификационные испытания. Объем подготовки порядок испытаний и периодичность повторных проверок определяется предприятием, выполнявшим соответствующие работы.
4.3. Инженерно-технические работники, осуществляющие руководство работами по сборке, сварке, наплавке, подогреву и термической обработке, должны проходить аттестацию в соответствии с Типовым положением о порядке проверки знаний правил, норм и инструкций по безопасному ведению работ в атомной энергетике у руководителей и специалистов Госатомэнергонадзора СССР.
5. Подготовка и сборка деталей под сварку (наплавку)
5.1. Общие требования.
5.1.1. Подготовка и сборка деталей (сборочных единиц) под сварку (наплавку) должны проводиться по ПТД, разработанной в соответствии с требованиями и указаниями настоящих ОП и чертежей.
5.1.2. В ПТД на сборку должны быть указаны:
· используемые при сборке приспособления и оборудование;
· порядок и последовательность сборки;
· способы крепления деталей;
· способы сварки, сварочные материалы и режимы сварки при выполнении прихваток и приварке временных технологических креплений;
· размеры, количество и расположение прихваток;
· количество временных технологических креплений, их расположение и размеры швов приварки к изделию;
· методы контроля качества сборки;
· другие необходимые данные с перечислением всех технологических и контрольных операций.
5.1.3. ПТД на сборку допускается объединять с соответствующей ПТД на сварку (наплавку).
5.2. Подготовка под сварку (наплавку).
5.2.1. Подготовка кромок и поверхностей деталей под сварку и наплавку должна выполняться механической обработкой.
5.2.2. Подготовку кромок деталей из углеродистых и кремнемарганцовистых сталей перлитного класса допускается выполнять кислородной, воздушно-дуговой или плазменно-дуговой резкой с последующей механической обработкой (шлифованием или т.п.) до удаления следов резки.
5.2.3. Применение кислородной, воздушно-дуговой и плазменно-дуговой резки для подготовки кромок деталей из легированных сталей перлитного класса может быть допущено только в качестве предварительной операции с последующим удалением механической обработкой слоя металла толщиной не менее 1 мм на кромках деталей из легированных сталей с гарантированным пределом текучести при температуре 20 °С до 315 МПа включительно и не менее 2 мм на кромках деталей из сталей с гарантированным пределом текучести свыше 315 МПа. При этом в необходимых случаях для предотвращения возможности образования трещин резка проводится с предварительным подогревом металла в соответствии с указаниями ПТД.
5.2.4. Подготовку кромок деталей из сталей аустенитного класса допускается выполнять плазменно-дуговой или кислородно-флюсовой резкой с последующим удалением механической обработкой слоя металла толщиной не менее 1 мм.
5.2.5. Форма и конструкционные элементы подготовленных под сварки кромок деталей должны соответствовать требованиям настоящих ОП или чертежей.
5.2.6. При подготовке к выполнению стыковых сварных соединений деталей различной номинальной толщины на деталях большей толщины должен быть выполнен плавный переход (скос) в соответствии с требованиями Правил АЭУ.
5.2.7. При подготовке труб одного номинального диаметра с одинаковой номинальной толщиной стенки под стыковые сварные соединения с односторонней разделкой кромок при необходимости следует выполнять калибровку (расточку или раздачу) концов труб на заданный внутренний диаметр (см. подразд. 12.11).
5.2.8. Подготовленные под сварку кромки (поверхности под наплавку) и прилегающие к ним участки деталей должны быть зачищены от окалины, ржавчины, краски, масла и других поверхностных загрязнений. Ширина указанных участков должна быть не менее 20 мм при подготовке деталей под дуговую сварку (наплавку) и не менее 50 мм при подготовке под электрошлаковую сварку.
5.3. Сборка.
5.3.1. Все поступившие на сборку детали и сборочные единицы должны иметь маркировку и/или сопроводительную документацию, подтверждающую их приемку службой технического контроля. Способ маркировки определяется ПТД предприятия-изготовителя (монтажной организации).
5.3.2. Сборку труб и других цилиндрических или конических деталей для выполнения кольцевых стыковых сварных соединений следует проводить в соответствии с указаниями ПТД на сборочно-сварочном оборудовании или в приспособлениях, обеспечивающих соосность соединяемых деталей (сборочных единиц).
5.3.3. Для выполнения прихваток и приварки временных технологических креплений разрешается применять дуговую сварку покрытыми электродами или аргонодуговую сварку.
При сборке деталей под аргонодуговую или электроннолучевую сварку (в том числе при аргонодуговой заварке корневой части шва) прихватки следует выполнять аргонодуговой сваркой.
5.3.4. Прихватки должны выполнять сварщики, допущенные к сварке соединений, на которых проводится прихватка.
5.3.5. Для выполнения прихваток следует применять сварочные материалы, указанные в подразд. 2.4.
5.3.6. Дефектные прихватки должны быть удалены механической обработкой (шлифованием или т.п.). В случаях, оговоренных ПТД, в соединениях деталей из сталей перлитного класса допускается удаление дефектных прихваток воздушно-дуговой строжкой.
5.3.7. Наложение прихваток в местах пересечения или сопряжения двух или нескольких подлежащих сварке соединений не допускается.
5.3.8. Приварка временных технологических креплений допускается только в случаях, предусмотренных чертежами или ПТД. При этом должны быть оговорены марка стали, форма, размеры, количество и расположение указанных креплений, квалификация сварщиков, осуществляющих приварку креплений, сварочные материалы, способы и режимы приварки и подогрева.
Использование временных технологических креплений при сборке деталей из сталей аустенитного класса и железоникелевых сплавов допускается при номинальной толщине деталей не менее 6 мм.
Подогрев при прихватке не является обязательным для сварных соединений, корневая часть шва которых выполняется аргонодуговой сваркой без подогрева.
5.3.10. При сборке деталей из сталей перлитного класса или/и из высокохромистых сталей следует применять временные технологические крепления из стали той же марки, что и собираемые детали, или из углеродистых сталей, а при сборке деталей из сталей аустенитного класса, железоникелевых сплавов или/и из двухслойных сталей (с приваркой креплений к плакирующему слою) - из стали марки 08Х18Н10Т.
В случаях, предусмотренных ПТД, допускается применение временных технологических креплений из сталей, близких по химическому составу и механическим свойствам к указанным сталям, а также креплений из углеродистых сталей при сборке деталей из сталей аустенитного класса и/или из двухслойных сталей.
5.3.11. Для приварки временных технологических креплений к деталям (сборочным единицам) из сталей перлитного класса без антикоррозионного покрытия следует применять:
· те же сварочные материалы, что и для выполнения прихваток по подразд. 2.4, с соблюдением требований п.5.3.9 по подогреву основного металла;
· покрытые электроды марок ЗИО-8, ЦЛ-25/1, ЭА-395/9 или ЦГ-10 или сварочную проволоку марок Св-10Х16Н25АМ6 или Св-07Х25Н13 без подогрева основного металла.
5.3.12. Для приварки временных технологических креплений к деталям (сборочным единицам) из высокохромистых сталей следует применять:
· покрытые электроды или сварочную проволоку, допущенные для выполнения сварных соединений деталей из стали соответствующей марки, или покрытые электроды марки ЦЛ-51, или сварочную проволоку марки Св-01Х12Н2-ВИ (последние два присадочных материала независимо от марки стали собираемых деталей) - для приварки креплений из высокохромистых сталей с соблюдением требований п. 5.3.9 по подогреву основного металла;
· покрытые электроды марок ЭА-395/9, ЦТ-10, ЦЛ-25/1, ЦЛ-25/2, ЗИО-8 или сварочную проволоку марок Св-10Х16Н25АМ6 или Св-07Х25Н13 - для приварки креплений из углеродистых и высокохромистых сталей к сталям, не содержащим ниобий, без подогрева основного металла;
· покрытые электроды марок ЦЛ-25/1, ЦЛ-25/2, ЗИО-8 или сварочную проволоку марки Св-07Х25Н13 - для приварки креплений из высокохромистых сталей к сталям, содержащим ниобий, без подогрева.
5.3.13. Для приварки временных технологических креплений к деталям (сборочным единицам) из сталей аустенитного класса следует применять:
· покрытые электроды и сварочную проволоку, допущенные для выполнения сварных соединений деталей из стали соответствующей марки, - для приварки креплений из сталей аустенитного класса;
· покрытые электроды марок ЭА-395/9 и ЦГ-10 или сварочную проволоку марки Св-10Х16Н25М6 - для приварки креплений из углеродистых сталей.
5.3.14. Для приварки временных технологических креплений к деталям из железоникелевых сплавов следует применять покрытые электроды или сварочную проволоку, допущенные для выполнения сварных соединений деталей из сплава соответствующей марки.
5.3.15. Для приварки временных технологических креплений к плакирующему слою (антикоррозионному покрытию) деталей из двухслойных сталей следует применять покрытые электроды или сварочную проволоку, допущенные для выполнения верхнего слоя соответствующего антикоррозионного покрытия.
При этом на подлежащих приварке торцах креплений из углеродистых сталей должна быть выполнена предварительная двухслойная наплавка с соблюдением следующих требований:
· при наличии ниобия или титана в металле антикоррозионного покрытия первый слой наплавки следует выполнять покрытыми электродами марок ЦЛ-25/1 или ЗИО-8 или сварочной проволокой марки Св-07Х25Н13, а второй - электродами марок ЦТ-15К или ЭА-898/21Б или сварочной проволокой марок Св-04Х20Н10Г2Б или Св-08Х19Н10Г2Б;
· при отсутствии ниобия или титана в металле антикоррозионного покрытия оба слоя выполняются покрытыми электродами марок ЦЛ-25/1 или ЗИО-8 или сварочной проволокой марки Св-07Х25Н13.
5.3.16. Поверхность деталей в местах приварки креплений должна быть предварительно зачищена от окалины, ржавчины, краски, масла и других загрязнений.
5.3.17. Швы приварки временных технологических креплений должны быть расположены на расстоянии не менее 60 мм от подлежащих сварке кромок. При сборке под сварку деталей из углеродистых и кремнемарганцовистых сталей допускается уменьшение указанного расстояния до 30 мм.
5.3.18. Временные технологические крепления удаляются механическим способом. При этом на деталях из углеродистых и кремнемарганцовистых сталей допускается полное удаление временных технологических креплений кислородной или воздушно-дуговой резкой без углубления в основной металл с последующим шлифованием поверхностей деталей до удаления следов резки.
На деталях из легированных и высокохромистых сталей, а также из сталей аустенитного класса допускается неполное удаление временных технологических креплений кислородной (кислородно-флюсовой), плазменно-дуговой или воздушно-дуговой резкой. При этом остающаяся часть крепления должна иметь высоту не менее 4 мм и подлежит последующему удалению механической обработкой.
При удалении временных технологических креплений допускается неполное удаление металла швов их приварки. В случае приварки временных технологических креплений аустенитными присадочными материалами к деталям из сталей перлитного класса и из высокохромистых сталей, а также при приварке указанными материалами креплений из углеродистых сталей к деталям из сталей аустенитного класса неполное удаление аустенитного металла шва допускается со стороны, не контактирующей с рабочей средой, а при последующей наплавке антикоррозионного покрытия - с любой стороны.
5.3.19. Если зазор между подлежащими сварке кромками (притуплениями кромок) собираемых деталей не удовлетворяет установленным требованиям и конструкторской документацией не оговорены более жесткие требования, допускается выполнять следующие операции:
· при зазорах, превышающих установленные нормы не более чем на 0,5 номинальной, толщины основного металла в зоне подлежащих сварке кромок, но не более чем на 10 мм, - наплавку кромок (одной или двух) покрытыми электродами или сварочной проволокой (при аргонодуговой наплавке) тех марок, которые предусмотрены для выполнения данного сварного соединения. При наплавке только корневой части кромок соединяемых деталей из сталей перлитного класса допускается применять присадочные материалы, используемые для заварки корневой части шва данного соединения; наплавку следует проводить с подогревом, если таковой предусмотрен для выполняемого сварного соединения; после выполнения наплавки кромки подлежат механической обработке до заданной геометрической формы; при этом детали из легированных и высокохромистых сталей предварительно (до механической обработки кромок) должны быть подвергнуты термической обработке по режиму промежуточного отпуска, если термическая обработка сварного соединения предусмотрена настоящими ОП и/или ПТД;
· при зазорах, значения которых меньше установленных норм, - механическую обработку (шлифование, подрубку с последующим шлифованием и т.д.) подготовленных под сварку кромок;
· при объеме металла, наплавляемого на кромки деталей из углеродистых и кремнемарганцовистых сталей, не более 20 см3, - подогрев при наплавке и термическую обработку наплавленных кромок допускается не проводить вне зависимости от номинальной толщины собираемых деталей.
5.3.20. Увеличение размеров деталей путем наплавки не допускается.
5.3.21. Сборка на остающихся подкладных кольцах допускается для соединений труб между собой или с другими цилиндрическими деталями трубопроводов групп В и С с номинальным наружным диаметром свыше 300 мм, доступных для сварки только с наружной стороны, в тех случаях, когда по особенностям конструкции невозможно или технически нецелесообразно выполнение сварных соединений без подкладных колец.
Применение сварных соединений с подкладными кольцами должно быть согласовано с головной материаловедческой организацией и оговорено в конструкторской (проектной) документации.
Применение остающихся подкладных колец с незаваренным поперечным разъемом не допускается.
5.3.22. Остающиеся подкладные кольца должны изготавливаться из следующих материалов:
· для сварки деталей из материала одной марки - из материала той же марки, что и свариваемые детали;
· для сварки деталей из сталей перлитного класса различных марок, а также для сварки деталей из высокохромистых сталей различных марок - из менее легированной стали сочетаемых марок;
· для сварки деталей из сталей аустенитного класса различных марок, а также для сварки деталей из сталей аустенитного класса с деталями из сталей перлитного класса или из высокохромистых сталей с предварительной наплавкой кромок аустенитными присадочными материалами - из стали марки 08X18Н10Т или из стали аустенитного класса той же марки, что и одна из свариваемых деталей;
· для сварки деталей из сталей перлитного класса с деталями из высокохромистых сталей - из высокохромистой стали той же марки, что и одна из свариваемых деталей при выполнении сварного соединения высокохромистыми присадочными материалами или из сталей аустенитного класса (типа 08Х18Н10Т) при выполнении сварного соединения аустенитными присадочными материалами;
· для сварки деталей из железоникелевых сплавов между собой и с деталями из сталей аустенитного класса - из железоникелевого сплава.
Примечание. Допускается применение остающихся подкладных колец из углеродистых сталей для выполнения сварных соединений деталей из сталей перлитного класса независимо от их марки при температуре эксплуатации до 450 °С.
5.3.23. В собранных под сварку стыковых соединениях смещение кромок (несовпадение поверхностей соединяемых деталей) и притуплений, зазоры между стыкуемыми кромками (притуплениями кромок) деталей, а также между подкладным кольцом и трубой должны удовлетворять требованиям настоящих ОП, ПК и чертежей.
5.3.24. В собранных под сварку соединениях геометрическое положение деталей (излом или перпендикулярность осей и т.п.) должно соответствовать требованиям конструкторской документации. Не допускается сборка труб с применением натяга. Последнее требование не распространяется на выполнение замыкающих сварных швов с холодным натягом при условии жесткого закрепления подлежащих сварке труб.
5.3.25. После окончания сборки зачищенные при подготовке под сварку кромки и примыкающие к ним поверхности деталей подвергаются повторной механической зачистке (при необходимости). Зачистка должна проводиться наждачным кругом или стальной щеткой.
Необходимость обезжиривания кромок устанавливается ПТД (с указанием материалов, применяемых для обезжиривания).
5.3.26. После окончания сборки под ручную дуговую сварку покрытыми электродами примыкающие к кромкам поверхности деталей из сталей аустенитного класса и железоникелевых сплавов должны быть защищены от попадания брызг расплавленного металла. При этом ширина защищаемой зоны должна быть не менее 100 мм в каждую сторону от подготовленных под сварку кромок. Аналогичную защиту рекомендуется выполнять и при приварке временных технологических креплений к поверхностям деталей из сталей аустенитного класса. Способы защиты устанавливаются ПТД.
Требование настоящего пункта не является обязательным, если выполненные сварные соединения подлежат последующей механической обработке со снятием в указанной зоне слоя металла толщиной не менее 0,5 мм.
5.3.27. При необходимости транспортирования собранных деталей (сборочных единиц) к месту сварки следует обеспечить условия, предотвращающие разрушение прихваток или швов приварки временных технологических креплений, а также деформацию, повреждение и загрязнение собранных под сварку деталей.
6. Сварка
6.1. Общие требования.
6.1.1. Сварка деталей (сборочных единиц) должна проводиться по ПТД, разработанной в соответствии с требованиями и указаниями настоящих ОП и чертежей.
В ПТД должны быть установлены:
· способы сварки (наплавки);
· квалификация сварщиков;
· типы выполняемых сварных соединений;
· род и полярность сварочного тока;
· используемое сварочное оборудование;
· сочетания марок основных и сварочных (наплавочных) материалов;
· необходимость, методы и режимы предварительного и сопутствующего сварке (наплавке) подогрева;
· пространственные положения сварки (наплавки);
· сортамент присадочных материалов;
· режимы сварки (наплавки) применительно к выполнению конкретных сварных соединений (наплавки);
· методы и режимы предварительного и сопутствующего сварке (наплавке) подогрева (если таковой предусмотрен);
· порядок наложения валиков и слоев шва и наплавок (в случае необходимости);
· виды термической обработки сварных соединений и наплавленных деталей (если таковая предусмотрена);
· условия пребывания сварных соединений (наплавленных деталей) с момента окончания сварки (наплавки) до начала термической обработки;
· методы и объем операционного контроля сварки (наплавки).
Ориентировочные режимы сварки для выполнения некоторых сварных соединений приведены в справочном приложении 2.
6.1.2. Для выполнения сварных соединений могут применяться следующие способы сварки (наплавки):
· автоматическая сварка (наплавка) под флюсом;
· ручная дуговая сварка (наплавка) покрытыми электродами;
· автоматическая, полуавтоматическая и ручная аргонодуговая сварка (наплавка);
· электрошлаковая сварка;
· электронно-лучевая сварка в вакууме;
· плазменная сварка (наплавка);
· диффузионная сварка (только для соединений стальных и циркониевых труб технологических каналов).
Под аргонодуговой сваркой следует понимать как сварку в аргоне так и в смесях аргона с гелием (в любых пропорциях), со сварочной двуокисью углерода до 25 % (кроме сварки сталей аустенитного класса и железоникелевых сплавов), с кислородом до 5 %.
Допускается применение механизированной сварки в углекислом газе сварочной проволокой марки Св-08Г2С для выполнения сварных соединений III категории деталей из углеродистых и кремнемарганцовистых сталей.
6.1.3. Применение способов сварки (наплавки), не указанных в п.6.1.2, допускается после проведения соответствующих аттестационных испытаний согласно указаниям подразд. 3.4 Правил АЭУ.
6.1.4. Допускается использование двух или нескольких способов сварки (наплавки) из числа перечисленных в п. 6.1.2 для выполнения одного сварного соединения (комбинированная сварка).
6.1.5. Сварка (наплавка) должна выполняться в условиях, обеспечивающих соблюдение требований ПТД в части защиты места сварки от любых воздействий, влияющих на качество сварки (атмосферных осадков и т.п.).
Ведение сварочных работ по изготовлению оборудования и сборочных единиц трубопроводов при температуре окружающего воздуха ниже 0 °С не допускается.
Сварку в монтажных условиях допускается проводить при температуре окружающего воздуха не ниже минус 15 °С.
6.1.6. При температуре окружающего воздуха ниже 0 °С сварку (наплавку) деталей из сталей перлитного класса и из высокохромистых сталей следует выполнять с дополнительным или повышенным подогревом. Для сварных соединений, выполняемых при положительной температуре окружающего воздуха без подогрева, минимальная температура предварительного и сопутствующего сварке подогрева должна быть не ниже 50 °С (дополнительный подогрев). Для сварных соединений, выполняемых с обязательным подогревом, регламентированная настоящим документом и ПТД минимальная температура подогрева должна быть повышена на 50 °С (повышенный подогрев).
Сварку деталей из сталей аустенитного класса и железоникелевых сплавов разрешается выполнять без подогрева при температуре окружающего воздуха не ниже минус 5 °С. При более низкой температуре окружающего воздуха следует осуществлять подогрев, минимальная температура которого должна быть не ниже 0 °С.
6.1.7. Перед началом сварки (наплавки) при необходимости проводится повторная зачистка кромок и прилегающих к ним поверхностей, а также их обезжиривание. При этом обезжиривание является обязательным для собранных под сварку деталей из сталей аустенитного класса. В остальных случаях необходимость обезжиривания устанавливается ПТД.
6.1.8. Марки применяемых сварочных и наплавочных материалов должны соответствовать указанным в табл. 1 - 9 настоящих ОП.
6.1.9. В процессе выполнения многопроходных швов и наплавок после наложения каждого валика Поверхности шва и кромки разделки должны быть тщательно зачищены от шлака, брызг металла и визуально проконтролированы сварщиком на отсутствие трещин, недопустимых шлаковых (вольфрамовых) включений, пор, неровностей (подрезов, наплывов, углублений между валиками) и других дефектов. Выявленные дефекты (трещины, недопустимые включения, поры и неровности) должны быть удалены до возобновления сварки. При механизированной сварке контроль сварщиком отдельных валиков может проводиться в процессе сварки (без ее прекращения).
6.1.10. Все усадочные раковины (кратеры) должны быть тщательно заплавлены или выведены на удаляемые припуски деталей или на приварные планки.
6.1.11. Сварку угловых швов, к которым чертежом предъявляются требования герметичности, следует выполнять не менее чем в два слоя.
6.1.12. При двухсторонней сварке (в том числе с выполнением подварочного валика) допускается частичное или полное удаление корневой части выполненного шва перед началом сварки со второй стороны.
При выполнении двухстороннего сварного соединения (или одностороннего с подваркой корня шва) допускается проводить поочередную разделку кромок и сварку с одной стороны с последующей разделкой и сваркой с другой стороны.
При двухсторонней сварке деталей из сталей аустенитного класса и железоникелевых сплавов последними рекомендуется выполнять валики со стороны, обращенной к рабочей среде. Необходимость соблюдения указанной рекомендации определяется ПТД.
6.1.13. При выполнении многопроходных швов сварных соединений деталей из сталей аустенитного класса и железоникелевых сплавов после каждого прохода сварку следует прекращать до остывания металла в зоне возобновления сварки до температуры не выше 100 °С.
При применении аустенитных присадочных материалов с регламентированным содержанием ферритной фазы допускается повышение указанной температуры до 250 °С.
Точки измерения указанной температуры устанавливаются ПТД.
6.1.14. После окончания сварки поверхность шва и прилегающей к нему зоны основного металла должна быть зачищена от шлака и брызг металла на ширину, необходимую для последующего контроля.
6.1.15. Ручную дуговую сварку (наплавку) покрытыми электродами со стержнями из сталей аустенитного класса следует выполнять узкими валиками шириной не более трех диаметров применяемых электродов.
6.1.16. Сварку корневой части шва сварных соединений деталей из стали марки 08Х18Н12Т, а также труб из углеродистых сталей с номинальной толщиной стенки более 12 мм рекомендуется выполнять с применением присадочной проволоки.
6.2. Подогрев при сварке (наплавке).
6.2.1. Необходимость и минимальная температура предварительного и сопутствующего подогрева при сварке деталей (сборочных единиц) из сталей перлитного класса и высокохромистых сталей в зависимости от марки стали и толщины свариваемых деталей устанавливаются согласно табл. 11.
В отдельных случаях ПТД может уточнять (корректировать) требования настоящего подраздела в части температуры подогрева и толщины свариваемых деталей, для которых обязателен подогрев.
В случаях, не предусмотренных табл. 11, необходимость и минимальная температура подогрева устанавливаются ПТД (по согласованию с головной материаловедческой организацией).
При сварке и наплавке (включая выполнение усиливающих наплавок) деталей из сталей аустенитного класса и железоникелевых сплавов подогрев не проводится (за исключением случаев, указанных в ПТД).
6.2.3. При сварке деталей из сталей различных марок (из числа приведенных в табл. 11) минимальная температура подогрева принимается по стали, для которой предусмотрен подогрев при более высокой температуре.
6.2.4. При сварке деталей различной номинальной толщины минимальная температура подогрева устанавливается ПТД, а в случае отсутствия таких указаний в ПТД - согласно табл. 11 исходя из номинальной толщины более толстостенной детали.
6.2.5. Значения минимальной температуры подогрева при наплавке перлитными присадочными материалами деталей из сталей марок 12Х2МФА, 15Х2МФА, 15Х2МФА-А и 18Х2МФА должны быть при наплавке первого слоя не ниже 200 °С, а при наплавке последующих слоев - не ниже 150 °С.
6.2.6. По согласованию с головной материаловедческой организацией при комбинированной сварке труб, подлежащей выполнению с подогревом, аргонодуговую сварку корневой части шва допускается выполнять без подогрева независимо от марки стали и толщины свариваемых труб.
6.2.7. При выполнении предварительной наплавки кромок деталей из сталей перлитного класса и высокохромистых сталей аустенитными присадочными материалами подогрев проводится только при наплавке первого слоя. Необходимость и минимальная температура указанного подогрева устанавливаются согласно табл. 11 (как и для выполнения сварных соединений наплавляемых деталей).
Таблица 11
Минимальная температура предварительного и сопутствующего подогрева при выполнении сварных соединений
|
Номинальная толщина свариваемых деталей, мм |
Минимальная температура подогрева, °С |
|||
|
при дуговой сварке |
при электрошлаковой сварке |
при наплавке кромок аустенитными присадочными материалами |
||
|
1 |
2 |
3 |
4 |
5 |
|
Ст3сп5, 10, 15, 15Л, 20, 20Л, 20К |
До 100 (включительно) Свыше 100 |
- 100 |
- - |
- - |
|
22К, 25Л |
До 60 (включительно) Свыше 60 |
Подогрев не требуется 100 |
- |
- |
|
10ХСНД |
До 40 (включительно) Свыше 40 |
Подогрев не требуется 100 |
- |
- |
|
10ХН1М |
До 40 (включительно) Свыше 40 |
Подогрев не требуется 100 |
- |
- 50 |
|
15ГС, 16ГС, 09Г7С, 20ГСЛ, 16ГНМА |
До 30 (включительно) Свыше 30 |
Подогрев не требуется 150 |
- |
- 150 |
|
10ГН2МФА. 10ГН2МФА, 15ГНМФА |
До 50 (включительно) Свыше 50 |
50 120 |
- 100** |
- 100 |
|
12МХ, 12ХМ 15ХМ |
До 10 (включительно) |
Подогрев не требуется |
- |
- |
|
Свыше 10 до 30 (включительно) |
150 |
50 |
100 |
|
|
Свыше 30 |
200 |
100 |
150 |
|
|
20ХМ, 20ХМЛ, 20ХМА |
До 6 (включительно) Свыше 6 |
- 200 |
- 100 |
- 150 |
|
10Х2М |
До 6 (включительно) |
- |
- |
- |
|
Свыше 6 |
100 |
- |
100 |
|
|
12Х1МФ |
До 6 (включительно) |
- |
- |
- |
|
Свыше 6 до 30 (включительно) |
200 |
150 |
100 |
|
|
Свыше 30 |
250 |
200 |
150 |
|
|
15Х1М1Ф, 15Х1М1ФЛ |
До 6 (включительно) |
- |
- |
- |
|
Свыше 6 до 30 (включительно) |
250 |
200 |
150 |
|
|
Свыше 30 |
300 |
250 |
200 |
|
|
15Х2НМФА, 15Х2НМФА-А |
Независимо от толщины |
150 |
150 |
150 |
|
15Х3НМФА 15Х3НМФ-А |
То же |
150 |
150 |
150 |
|
12Х2МФА |
До 80 (включительно) |
200 |
100 |
150 |
|
Свыше 80 |
200 |
150 |
150 |
|
|
15Х2МФА, 15Х2МФА-А, 18Х2МФА |
Независимо от толщины |
200 |
150 |
150 |
|
08X13, 05X12Н2М |
До 6 (включительно) |
- |
- |
- |
|
Свыше 6 |
100 |
- |
100 |
|
|
06X12Н3Д |
До 30 (включительно) |
- |
- |
- |
|
Свыше 30 |
100 |
- |
100 |
|
|
12Х11В2МФ |
До 30 (включительно) |
250 |
150 |
250 |
|
Свыше 30 |
300 |
200 |
250 |
|
|
* Необходимость подогрева при сварке деталей из стали марки 22К устанавливается по согласованию с головной материаловедческой организацией. ** При толщинах до 150 мм включительно подогрев допускается не проводить. |
||||
6.2.8. Сварка деталей из сталей перлитного класса и высокохромистых сталей (как между собой, так и с деталями из сталей аустенитного класса), кромки которых предварительно наплавлены аустенитными присадочными материалами, выполняется без подогрева.
6.2.9. При выполнении предварительной наплавки кромок деталей из сталей перлитного класса высокохромистыми присадочными материалами минимальная температура подогрева устанавливается по детали из стали перлитного класса, но не ниже 100 °С.
6.2.10. Сварка деталей из высокохромистых сталей с деталями из сталей перлитного класса, кромки которых предварительно наплавлены высокохромистыми присадочными материалами, выполняется с подогревом, необходимость и минимальная температура которого устанавливаются по детали из высокохромистой стали.
6.2.11. Наплавка антикоррозионного покрытия на деталях (изделиях) из углеродистых и кремнемарганцовистых сталей выполняется без подогрева.
6.2.12. При наплавке антикоррозионного покрытия на деталях (изделиях) из легированных сталей необходимость и минимальная температура подогрева устанавливаются в зависимости от марки стали и толщины наплавляемых деталей согласно табл. 12, а при отсутствии в ней необходимых указаний - согласно ПТД.
Таблица 12
Минимальная температура подогрева при наплавке первого слоя антикоррозионного покрытия
|
Вид присадочного материала |
Номинальная толщина наплавляемой детали, мм |
Минимальная температура подогрева, °С |
|
|
20ХМА |
Лента |
Независимо от толщины |
- |
|
Покрытые электроды, проволока |
До 100 (включительно) |
- |
|
|
Свыше 100 |
100 |
||
|
10ХН1М 10ГН2МФА 10ГН2МФЛ |
Лента |
До 100 (включительно) |
- |
|
Свыше 100 |
50 |
||
|
Покрытые электроды, проволока |
До 50 (включительно) |
- |
|
|
Свыше 50 |
50 |
||
|
15Х2НМФА 15Х2НМФА-А 15Х3НМФА |
Лента |
До 100 (включительно) |
- |
|
Покрытые электроды, проволока |
Свыше 100 |
50 |
|
|
До 100 (включительно) |
50 |
||
|
Свыше 100 |
100 |
||
|
12Х2МФА 15Х2МФА 15Х2МФА-А 18Х2МФА |
Лента, покрытые электроды, проволока |
Независимо от толщины |
150 |
При наплавке двухслойных и многослойных антикоррозионных покрытий подогрев осуществляется только при наплавке первого слоя.
6.2.14. Предварительный и сопутствующий подогрев свариваемых деталей (изделий) следует осуществлять электрическими, газовыми или другими нагревательными устройствами, обеспечивающими требуемый подогрев металла по всей протяженности (периметру) соединения или всей площади участка наплавки (размеры участка устанавливаются ПТД).
При местном подогреве патрубков длиной менее 100 мм ширина подогрева зоны L должна быть равна длине патрубка, а при местном подогреве днищ, фланцев и заглушек - устанавливаться указаниями ПТД.
6.2.15. При местном
подогреве цилиндрических деталей (обечаек, труб, патрубков и т.п.) с кольцевыми
сварными соединениями ширина зоны подогрева зоны L, в пределах которой
температура должна быть не ниже минимальной температуры подогрева, указанной в
табл. 12,
и не выше максимальной температуры, указанной в п. 6.2.2, в каждую сторону от оси
шва должна составлять ![]() , где D и S - номинальные наружный диаметр и толщина стенки свариваемых деталей.
Допускаемые отклонения от указанного требования, а также минимальные размеры
зоны L при выполнении с местным
подогревом других сварных соединений и наплавки устанавливается ПТД, но в любом
случае при этом ширина зоны L должна
быть не менее 100 мм.
, где D и S - номинальные наружный диаметр и толщина стенки свариваемых деталей.
Допускаемые отклонения от указанного требования, а также минимальные размеры
зоны L при выполнении с местным
подогревом других сварных соединений и наплавки устанавливается ПТД, но в любом
случае при этом ширина зоны L должна
быть не менее 100 мм.
6.3. Сварка деталей из сталей различных структурных классов.
6.3.1. При выполнении сварных соединений деталей из сталей различных структурных классов, в том числе для предварительной наплавки кромок, следует применять сварочные материалы в соответствии с указаниями табл. 2, 4, 6 и 8.
6.3.2. При сварке деталей из сталей аустенитного класса с деталями из углеродистых и кремнемарганцовистых сталей номинальной толщиной свыше 10 мм на кромках деталей из углеродистых и кремнемарганцовистых сталей должна быть выполнена предварительная наплавка (кроме случаев, предусмотренных примечанием 5 к табл. 4), толщина которой после механической обработки должна составлять 6 ± 2 мм под ручную дуговую сварку покрытыми электродами и аргонодуговую сварку и 9 ± 2 мм под автоматическую сварку под флюсом. Допускается выполнение ручной дуговой сварки покрытыми электродами и аргонодуговой сварки по кромкам, наплавленным для автоматической сварки под флюсом.
6.3.3. При сварке деталей из сталей аустенитного класса с деталями из легированных и высокохромистых сталей номинальной толщиной свыше 6 мм на кромках деталей из легированных и высокохромистых сталей должна быть выполнена предварительная наплавка (кроме случаев, предусмотренных примечанием 5 к табл. 4), общая толщина которой после механической обработки должна составлять 9 ± 2 мм при толщине первого слоя 3 ± 1 мм.
6.3.4. При выполнении угловых, тавровых и нахлесточных сварных соединений деталей из углеродистых и кремнемарганцовистых сталей необходимость предварительной наплавки кромок по п. 6.3.2 определяется по расчетной высоте углового шва (вместо номинальной толщины). Для остальных сталей расчетная высота углового шва, при которой необходимо выполнение предварительной наплавки, устанавливается ПТД.
6.3.5. При автоматической сварке под флюсом деталей из сталей перлитного класса с деталями из высокохромистых сталей на кромках деталей из сталей перлитного класса должна быть выполнена предварительная наплавка кромок покрытыми электродами, предназначенными для сварки деталей из высокохромистой стали. Указанная наплавка должна выполняться не менее чем в три слоя и иметь общую толщину после механической обработки не менее 7 мм.
6.3.6. При сварке в монтажных условиях труб из сталей различных структурных классов в случае отсутствия на их кромках предварительной наплавки, выполненной на предприятии-изготовителе, должны применяться специальные переходники, изготавливаемые в заводских условиях. Применение указанных переходников должно предусматриваться конструкторской документацией.
Переходник представляет собой сборочную единицу, сваренную из двух отрезков труб, каждый из которых по марке стали соответствует соединяемым трубам.
Длина переходника определяется допускаемым расстоянием между сварными швами в соответствии с Правилами АЭУ.
6.3.7. При пересечении швов, выполняемых аустенитными и перлитными присадочными материалами, в первую очередь должна производиться сварка шва, выполняемого перлитными материалами.
6.3.8. Ширина обращенной к водной, пароводяной или паровой среде теплоносителя поверхности металла шва или предварительной наплавки, выполненных электродами марки ЭА-395/9, ЦТ-10 или сварочной проволокой марки Св-10Х16Н25АМ6, не должна превышать 7 мм.
6.4. Сварка деталей из двухслойных сталей.
Ширина зоны удаления плакирующего слоя должна составлять не менее 5 мм при ручной дуговой сварке покрытыми электродами и аргонодуговой сварке и не менее 10 мм при автоматической сварке под флюсом. Для угловых и тавровых соединений зона удаления плакирующего слоя должна выходить за пределы углового шва не менее чем на указанные значения ширины.
Для сварных соединений, основной слой которых из сталей перлитного класса подвергается ультразвуковому и/или радиографическому контролю до нанесения плакирующего слоя ширина зоны удаления плакирующего слоя должна быть такой, чтобы обеспечивалась возможность указанного контроля.
6.4.2. При выполнении сварных соединений с удалением плакирующего слоя сначала проводится сварка основного слоя из стали перлитного класса, а затем сварка (наплавка) плакирующего слоя.
6.4.3. Сварку основного слоя следует выполнять сварочными материалами, предназначенными для сварки деталей из стали основного слоя.
6.4.4. Сварка (наплавка) плакирующего слоя включает выполнение разделительной и защитной наплавок (рис. 1).
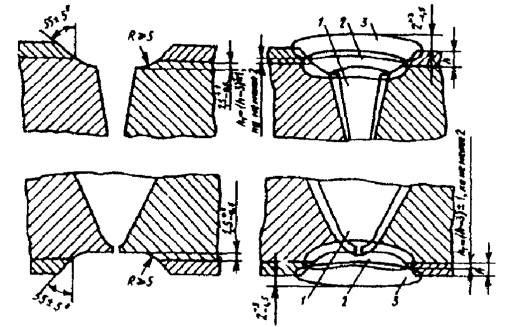
Рис. 1. Схема разделки и
выполнения сварных соединений деталей из двухслойных сталей:
1 - сварной шов; 2 - разделительная наплавка; 3 - защитная наплавка
6.4.5. Разделительную наплавку следует выполнять покрытыми электродами марок ЦЛ-25/1 или ЗИО-8, сварочной проволокой марки Св-07Х25Н13 (при аргонодуговой наплавке), сварочной лентой марки Св-07Х25Н13 в сочетании с флюсом марки ОФ-10 или сварочной лентой марки Св-04Х20Н10Г2Б в сочетании с флюсом марки ФЦ-18 (при автоматической наплавке под флюсом). При этом размеры элементов сварного соединения должны соответствовать указанным на рис. 1.
В случае предусмотренного конструкторской документацией снятия усиления сварного шва размеры усиления, указанные на рис. 1, устанавливаются конструкторской организацией по согласованию с головной материаловедческой организацией.
· в случае, если сварное соединение не подлежит термической обработке - сварочными материалами по п. 6.4.5 или покрытыми электродами марок ЭА-400/10У, ЭА-400/10Т, ЦТ-26, ЦТ-26М, ЭА-898/21Б, ЦТ-15К, ЦЛ-25/2, или сварочной проволокой марок Св-04Х19Н11М3, Св-04Х20Н10Г2Б, Св-08Х19Н10Г2Б (при аргонодуговой наплавке), или сварочной лентой марок Св-04Х19Н11М3, Св-04Х20Н10Г2Б, Св-08Х19Н10Г2Б в сочетании с флюсом марок ОФ-10 или ФЦ-18 (при автоматической наплавке под флюсом);
· в случае, если сварное соединение подлежит термической обработке - покрытыми электродами марок ЭА-898/21Б или ЦТ-15К, или сварочной проволокой марок Св-04Х20Н10Г2Б или Св-08Х19Н10Г2Б (при аргонодуговой наплавке), или сварочной лентой марок Св-04Х20Н10Г2Б или Св-08Х19Н10Г2Б в сочетании с флюсом марок ОФ-10 или ФЦ-18 (при автоматической наплавке под флюсом).
В случаях, предусмотренных ПТД, допускается выполнение защитной наплавки сварочной лентой марки Св-04Х20Н10Г2Б в один слой.
6.4.7. Защитную и разделительную наплавки ручной дуговой сваркой покрытыми электродами следует выполнять отдельными продольными валиками шириной не более трех диаметров стержня применяемого электрода. В случаях, предусмотренных ПТД, допускается увеличение ширины валиков разделительной наплавки до четырех диаметров электродного стержня.
6.4.8. Сварку деталей с номинальной толщиной основного слоя (для угловых и тавровых сварных соединений - с расчетной высотой углового шва) из углеродистых и кремнемарганцовистых сталей до 10 мм включительно и из легированных сталей до 6 мм включительно допускается выполнять покрытыми электродами марок ЭА-855/51 или ЦТ-45, или сварочной проволокой марок Св-03Х15Н35Г7М6Б или Св-03Х20Н45М6Г6Б-ВИ (при аргонодуговой сварке) на всю толщину с любой стороны без удаления плакирующего слоя.
Если металл плакирующего слоя не содержит ниобий и сварное соединение не подлежит термической обработке, выполнение сварки основного слоя допускается покрытыми электродами марок ЭА-395/9 или ЦТ-10, или сварочной проволокой марки Св-10Х16Н25АМ6 (при аргонодуговой сварке) до уровня, перекрывающего плакирующий слой не менее чем на 1 мм, а разделительной и защитной наплавок - покрытыми электродами марок ЭА-400/10У, ЭА-400/10Т, ЦТ-26, ЦТ-26М или сварочной проволокой марки Св-04Х19Н11М3 (при аргонодуговой наплавке) не менее чем в два слоя.
6.4.9. Односторонние сварные соединения, не доступные для сварки со стороны плакирующего слоя, допускается выполнять без удаления плакирующего слоя с предварительной наплавкой кромок согласно рис. 2 и 3.
Рис. 2. Схема выполнения
предварительной наплавки кромок деталей из двухслойных сталей с плакирующим
слоем, не содержащим ниобий:
1 - углеродистая или кремнемарганцовистая сталь; 2 - плакирующий слой; 3
- однородная наплавка, выполняемая сварочными материалами по табл. 4; 4 -
легированная сталь; 5 - двойная наплавка, выполняемая сварочными материалами по
табл. 4

Рис. 3. Схема выполнения
предварительной наплавки кромок деталей из двухслойных сталей с плакирующим
слоем, содержащим ниобий:
1 - углеродистая или кремнемарганцовистая сталь; 2 - плакирующий слой; 3
- однородная наплавка, выполненная сварочными материалами по табл. 4; 4 -
разделительный валик; 5 - легированная сталь; 6 - двойная наплавка, выполненная
сварочными материалами по табл. 4
При этом, если металл плакирующего слоя содержит ниобий, должен быть выполнен разделительный валик (см. рис. 3), исключающий непосредственный контакт плакирующего слоя с металлом предварительной наплавки на кромки. Разделительный валик следует выполнять покрытыми электродами марок ЦЛ-25/1 или ЗИО-8, или сварочной проволокой марки Св-07Х25Н13 (при аргонодуговой наплавке).
Толщина первого слоя и/или суммарная толщина предварительной наплавки должны соответствовать требованиям пп. 6.3.2, 6.3.3.
6.4.10. После выполнения предварительной наплавки по п. 6.4.10 проводится термическая обработка деталей в зоне наплавки (если термическая обработка предусмотрена разд. 8 и/или ПТД) и последующая механическая обработка.
6.4.11. Выполнение сварки деталей с наплавленными кромками следует проводить сварочными материалами согласно табл. 4.
6.4.12. При сварке деталей из двухслойных сталей с деталями из сталей перлитного класса проводится удаление плакирующего слоя согласно п. 6.4.1, после чего выполняется сварное соединение сварочными материалами, предназначенными для сварки деталей из сталей соответствующих марок, с восстановлением или без последующего восстановления плакирующего слоя.
6.4.13. При сварке деталей из двухслойных сталей с деталями из высокохромистых сталей проводится удаление плакирующего слоя согласно п. 6.4.1, после чего выполняется сварное соединение сварочными материалами, предназначенными для сварки деталей из сталей соответствующих марок (с выполнением в предусмотренных табл. 2 или ПТ случаях предварительной наплавки кромок), и последующее восстановление плакирующего слоя согласно пп. 6.4.4 - 6.4.6.
6.4.14. При сварке деталей из двухслойных сталей с деталями из сталей аустенитного класса на кромках деталей из двухслойных сталей выполняется предварительная наплавка согласно п. 6.4.10, а затем сварное соединение сварочными материалами по табл. 4.
6.4.15. Допускается приварка к плакирующему слою деталей из двухслойных сталей, защитных рубашек, а также деталей, не нагруженных давлением, без удаления плакирующего слоя в местах наложения угловых швов, если расчетная высота углового шва не превышает 8 мм. При этом должны использоваться сварочные материалы согласно табл. 3 и 4, предусмотренные для соответствующих случаев (плакирующий слой рассматривается как сталь аустенитного класса).
6.5. Электрошлаковая сварка.
6.5.1. Детали из кремнемарганцовистых и легированных сталей, а также из высокохромистых сталей должны поступать на электрошлаковую сварку после полной термической обработки (нормализации или закалки с последующим отпуском), а детали из двухслойной стали - с плакирующим слоем, удаленным на ширину, достаточную для установки водоохлаждаемых ползунов и планок, а также для выполнения последующего ультразвукового контроля.
6.5.2. Процесс электрошлаковой сварки следует вести без перерыва от начала до конца выполнения сварного соединения.
В случае вынужденного перерыва сварку допускается продолжать после удаления участка шва с усадочной раковиной. Удаление указанного участка шва при сварке деталей из легированных сталей проводится после предварительного отпуска выполненной части сварного соединения.
При сварке деталей из сталей аустенитного класса в случае удаления участка шва с усадочной раковиной после завершения выполнения сварного соединения обязательно проведение аустенизации.
6.5.3. При выполнении кольцевых сварных соединений деталей из сталей перлитного класса после заварки 20 - 40 % периметра соединения начальный участок шва удаляют кислородно-ацетиленовой, механической или плазменной резкой или воздушно-дуговой строжкой. Температура металла в зоне кислородно-ацетиленовой или плазменной резки или воздушно-дуговой строжки сварных соединений деталей из легированных сталей должна быть не ниже 200 °С. Кромки среза и примыкающие к ним поверхности шва и основного металла должны быть очищены от грата и окалины.
При выполнении кольцевых сварных соединений деталей из сталей аустенитного класса и высокохромистых сталей метод и условия вырезки начального участка устанавливаются ПТД.
6.6. Аргонодуговая сварка.
6.6.1. При аргонодуговой сварке в качестве неплавящихся электродов применяют сварочные неплавящиеся вольфрамовые электроды из вольфрама марок ЭВЛ, ЭВИ-1, ЭВИ-2, ЭВИ-3, ЭВТ-15, из лантанированного вольфрама марки ВЛ или итерированного вольфрама марки СВИ-1.
6.6.2. При сварке без подкладных колец (или «усов») труб и других цилиндрических деталей из сталей аустенитного класса, высокохромистых сталей и железоникелевых сталей следует обеспечивать защиту аргоном (смесью защитных газов) обратной стороны соединения в процессе выполнения двух первых слоев (в том числе при комбинированной сварке) путем поддува газа к обратной стороне шва или во внутренний объем свариваемого изделия. Необходимость поддува защитного газа внутрь свариваемых деталей из сталей перлитного класса определяется ПТД.
Для уменьшения расхода газа рекомендуется в свариваемые детали устанавливать удаляемые заглушки для создания камеры необходимого объема. Обеспечение необходимой защиты корня шва достигается пропусканием перед началом сварки газа через камеру в объеме, равном 4 - 5-кратному объему камеры, и последующим поддувом газа в процессе выполнения первых двух слоев шва.
7. Наплавка антикоррозионных покрытий
7.1. Общие требования.
7.1.1. Наплавка антикоррозионных покрытий должна проводиться по ПТД, разработанной в соответствии с требованиями и указаниями настоящих ОП и чертежей.
В ПТД на наплавку антикоррозионных покрытий должны быть установлены:
· марки сталей наплавляемых изделий (деталей);
· характеристики покрытий по их виду и количеству наплавляемых слоев;
· способ наплавки;
· квалификация сварщиков;
· используемое сварочное (наплавочное) оборудование;
· марки (сочетания марок) сварочных (наплавочных) материалов;
· сортамент присадочных материалов;
· требования к подготовке поверхностей основного металла под наплавку;
· род и полярность сварочного тока;
· пространственные положения и режимы наплавки;
· величина и направление смещения электрода относительно вертикали к поверхности наплавляемого изделия (для тел вращения);
· необходимость, методы и режимы предварительного и сопутствующего подогрева;
· порядок наложения валиков и слоев;
· порядок зачистки поверхности наплавленного слоя и схема удаления или заварки кратеров (при наплавке лентой);
· условия пребывания наплавленных изделий в период с момента окончания наплавки до начала термической обработки;
· необходимость, виды и порядок механической обработки наплавленных покрытий;
· методы и объемы контроля наплавленных покрытий;
· другие необходимые данные с указанием всех технологических и контрольных операций.
Ориентировочные режимы наплавки для некоторых случаев выполнения антикоррозионных покрытий приведены в справочном приложении 2.
7.1.2. Антикоррозионные покрытия подразделяются по видам на однородные и двойные.
Однородное покрытие - покрытие, выполняемое сварочными (наплавочными) материалами одной марки (одного сочетания марок присадочных материалов и флюсов или защитных газов) по всей толщине независимо от количества наплавляемых слоев.
Двойное антикоррозионное покрытие - покрытие, при выполнении которого для наплавки первого слоя используются сварочные (наплавочные) материалы одной марки (одного сочетания марок), а при выполнении второго и последующих слоев - сварочные (наплавочные) материалы другой марки (другого сочетания марок).
Примечание. Слой наплавленного антикоррозионного покрытия - часть покрытия, образованная рядом валиков, расположенных на одном уровне от основного металла.
7.1.3. Однородные антикоррозионные покрытия подразделяются на однослойные и многослойные.
Однородное однослойное покрытие наплавляется в один слой.
Однородное многослойное покрытие наплавляется не менее чем в два слоя.
7.1.4. Двойные антикоррозионные покрытия подразделяются на двухслойные и многослойные.
Двойное двухслойное покрытие наплавляется в два слоя.
Двойное многослойное покрытие наплавляется более чем в два слоя.
7.1.5. Однородные многослойные покрытия, выполняемые присадочными материалами, не легированными ниобием, наплавляют только на детали (изделия), не подвергаемые последующей термической обработке.
7.1.6. Толщина однородного
однослойного покрытия должна составлять ![]() мм, а однородного
многослойного покрытия - не менее 5 мм (после окончательной механической
обработки).
мм, а однородного
многослойного покрытия - не менее 5 мм (после окончательной механической
обработки).
Примечание. Под толщиной антикоррозионного покрытия (или его первого слоя) следует понимать расстояние от наружной поверхности покрытия (от поверхности первого слоя) до зоны его сплавления с основным металлом.
7.1.7. Толщина первого слоя
двойного покрытия до наплавки второго слоя должна составлять ![]() мм. Суммарная толщина
двойного двухслойного покрытия должна составлять не менее 5 мм, а многослойное
не менее 7 мм (после окончательной механической обработки). При этом общая
(суммарная) толщина двойного двухслойного покрытия должна превышать
максимальную измеренную толщину первого слоя не менее чем на 2 мм (после
окончательной механической обработки).
мм. Суммарная толщина
двойного двухслойного покрытия должна составлять не менее 5 мм, а многослойное
не менее 7 мм (после окончательной механической обработки). При этом общая
(суммарная) толщина двойного двухслойного покрытия должна превышать
максимальную измеренную толщину первого слоя не менее чем на 2 мм (после
окончательной механической обработки).
7.1.8. Максимальная суммарная толщина покрытия не должна превышать значений, устанавливаемых чертежами изделия (при наличии в чертежах соответствующих требований).
7.1.9. Порядок измерения толщины покрытия устанавливается ПТД.
7.2. Выполнение наплавки.
7.2.1. Все подготовленные под наплавку антикоррозионного покрытия детали (изделия) должны иметь маркировку и/или сопроводительную документацию, подтверждающие их приемку службой технического контроля. Способ маркировки определяется ПТД предприятия-изготовителя (монтажной организации).
7.2.2. Перед началом наплавки зачищенные при подготовке под наплавку поверхности изделий подвергают при необходимости, устанавливаемой ПТД, повторной зачистке и/или обезжириванию.
7.2.3. Сборочные единицы со сварными соединениями, выполненными электрошлаковой сваркой, перед наплавкой должны быть подвергнуты полной термической обработке.
7.2.4. Для выполнения антикоррозионных покрытий следует применять автоматическую наплавку сварочной лентой под флюсом с использованием одного или двух ленточных электродов (основной рекомендуемый способ), ручную дуговую наплавку покрытыми электродами или аргонодуговую наплавку.
Автоматическую наплавку сварочной проволокой под флюсом с учетом указаний табл. 5 допускается применять в следующих случаях:
· для наплавки в горизонтальном положении внутренних поверхностей патрубков при вертикальном расположении оси патрубка с выполнением первого (нижнего) кольцевого валика каждого слоя ручной дуговой наплавкой покрытыми электродами и с последующей автоматической наплавкой при угле наклона проволочного электрода не более 45° от вертикали;
· при введении в дугу дополнительной присадочной проволоки той же марки, что и основная сварочная проволока.
7.2.5 Антикоррозионные покрытия следует выполнять сварочными (наплавочными) материалами, указанными в табл. 5.
7.2.6. При наплавке антикоррозионных покрытий необходимость и температура предварительного и сопутствующего подогрева устанавливаются в соответствии с указаниями подразд. 6.2.
7.2.7. Ручную дуговую наплавку покрытыми электродами следует выполнять валиками шириной не более трех диаметров применяемых электродов. Допускается увеличение ширины отдельных валиков до четырех диаметров электродного стержня при условии, что таким образом будет выполнен только один валик или количество таких валиков не будет превышать 5 % общего количества валиков, выполненных на наплавленном изделии.
7.2.8. При автоматической наплавке лентой под флюсом каждый последующий валик выполняемого слоя должен перекрывать предыдущий не менее чем на 5 мм (по ширине). При ручной дуговой наплавке покрытыми электродами и при аргонодуговой наплавке каждый последующий валик должен перекрывать предыдущий не менее чем на 1/3 его ширины.
7.2.9. В процессе наплавки после выполнения каждого очередного валика его поверхность и примыкающие к нему участки поверхности основного и/или наплавленного металла должны быть тщательно зачищены от шлака, брызг металла и других загрязнений и визуально проконтролированы (сварщиком) на отсутствие дефектов. В случае обнаружения дефектов (трещин, отколов, подрезов, наплывов) они подлежат удалению до наложения следующего валика.
При наплавке лентой обязательному удалению (вышлифовке абразивным инструментом с плавным переходом к ранее наплавленному металлу) дополнительно подлежат все кратеры (усадочные раковины), образующиеся при перерывах процесса наплавки. Поверхность наплавленного слоя, подлежащего наплавке, не должна иметь западаний и уступов между валиками глубиной (высотой) более 2 мм. Западания и уступы большей глубины (высоты) должны быть доведены до указанного значения шлифованием с плавным переходом (уклон не более 1:10) к прилегающей поверхности наплавки или заплавлены покрытыми электродами или аргонодуговой наплавкой. При этом после выполнения указанных операций должно быть обеспечено соблюдение требований пп. 7.1.6 и 7.1.7.
7.2.10. После выполнения каждого слоя проводится дополнительная зачистка его поверхности (при необходимости) и визуальный контроль по всей площади.
7.2.11. Наплавку каждого последующего слоя следует начинать только после полного выполнения предыдущего (по всей площади), за исключением крупногабаритных изделий, наплавленные поверхности которых расположены в различных пространственных положениях.
7.2.12. Наплавку первого слоя рекомендуется выполнять без перерывов.
Порядок выполнения второго и последующих слоев должен обеспечивать снижение температуры ранее наплавленного металла в зоне наложения очередного валика ниже 100 °С (к моменту подхода дуги).
При автоматической наплавке второго и последующих слоев лентой марки Св-04Х20Н10Г2Б допускается повышение указанной температуры до 250 °С с периодическим ее контролем на расстоянии 150 - 200 мм от дуги в направлении ее движения (впереди дуги по оси наплавляемого валика). Периодичность контроля устанавливается ПТД в зависимости от габаритов наплавляемых изделий.
7.2.13. При наличии недопустимых неровностей (углублений между валиками и др.) поверхность выполненного антикоррозионного покрытия подвергают механической обработке абразивным кругом или методом резания. В зависимости от количества и расположения неровностей проводят общую или местную обработку поверхности покрытия. Толщина покрытия после механической обработки должна удовлетворять требованиям пп. 7.1.6 и 7.1.7.
Примечание. Допускается предварительное исправление недопустимых углублений путем их заварки сварочными материалами, предназначенными для выполнения верхнего слоя соответствующего покрытия при условии, что выборка проводится в пределах этого слоя.
7.2.14. В случаях, предусмотренных конструкторской документацией, допускается выполнение наплавленного антикоррозионного покрытия на изделиях из сталей аустенитного класса с целью защиты от коррозионных повреждений. Наплавку указанного покрытия проводят покрытыми электродами марки ЭА-855/51 или сварочной лентой (проволокой) марки Св-03Х15Н35Г7М6Б в сочетании с флюсом марки ОФ-10 (при автоматической наплавке под флюсом), или сварочной проволокой марки Св-03Х15Н35Г7М6Б (при аргонодуговой наплавке). При этом количество и размеры наплавляемых слоев определяются ПТД.
8. Термическая обработка
8.1. Необходимость и вид термической обработки сварных соединений и наплавленных изделий устанавливаются согласно требованиям настоящих ОП и указываются в чертежах.
8.2. Термическую обработку сварных соединений и наплавленных изделий следует выполнять по ПТД, разработанной в соответствии с требованиями и указаниями настоящих ОП и чертежей.
В ПТД на термическую обработку должны быть указаны:
· наименование и обозначение сварных (наплавленных) изделий;
· марки основных материалов сваренных или наплавленных изделий;
· в характеристики наплавок (предварительная на кромках, наплавленное антикоррозионное покрытие с указанием его вида и др.);
· наименьшая номинальная толщина сваренных (наплавленных) деталей (сборочных единиц), определяющая необходимость термической обработки сварных соединений или наплавленных деталей (в зависимости от марки основного металла);
· условия пребывания сварных соединений и наплавленных изделий в интервале времени между окончанием сварки (наплавки) и началом термической обработки (допустимость охлаждения без «термического отдыха» или после его проведения, допустимые температура и продолжительность охлаждения, поддержание заданной температуры подогрева, немедленная посадка в нагретую печь и т.п.);
· виды термической обработки с указанием последовательности выполнения отдельных ее этапов (в том числе предварительных, промежуточных и окончательных отпусков);
· методы термической обработки с указанием применяемого термического оборудования;
· режимы каждого этапа термической обработки (температура печи при ее загрузке, скорость нагрева, температура, а также их продолжительность в зависимости от диапазонов номинальных толщин сборочных единиц в зоне сварных соединений или наплавок, условия, среда или скорость охлаждения и т.п.);
· методы и порядок контроля температурных режимов (в том числе количество, расположение и способы крепления термоэлектрических термометров);
· допустимые количество и суммарная продолжительность промежуточных и окончательных отпусков сварных соединений и наплавленных изделий (деталей);
· другие необходимые данные с указанием всех технологических и контрольных операций.
8.3. Сварные соединения в интервале времени между окончанием сварки и началом термической обработки в случаях, если не предусмотрен «термический отдых», должны находиться в условиях, предусмотренных табл. 13.
8.4. В случаях проведения «термического отдыха» сварные соединения могут быть охлаждены до температуры не ниже 5 °С. После проведения термического отдыха время до начала термической обработки не ограничивается.
8.5. Минимальная температура и продолжительность «термического отдыха» приведены в табл. 14.
Максимальная температура «термического отдыха» не должна превышать минимальную более чем на 100 °С.
При местном термическом отдыхе ширина зоны нагрева должна быть такой же, как при предварительном и сопутствующем подогреве согласно п. 6.2.13.
8.6. Для сварных соединений деталей из сталей различных марок минимальная температура «термического отдыха» принимается по стали, для которой установлено более высокое значение указанной температуры.
8.7. В случаях, не предусмотренных табл. 13, условия пребывания сварных соединений в интервале времени между окончанием сварки и началом термической обработки устанавливаются ПТД.
8.8. Интервал времени между окончанием предварительной наплавки кромок деталей из сталей марок 12Х2МФА, 15Х2МФА, 15Х2МФА-А, 18Х2МФА и началом термической обработки не должен превышать 20 сут, а в остальных случаях - времени, установленного ПТД.
Температура металла деталей с наплавленными кромками до начала термической обработки во всех случаях должна быть не ниже 5 °С.
8.9. Интервал времени между окончанием наплавки антикоррозионного покрытия на изделиях из сталей марок 12Х2МФА, 15Х2МФА, 15Х2МФА-А, 15Х3НМФА, 15Х3НМФА-А, 10ХН1М и началом термической обработки не должен превышать 30 сут, а в остальных случаях - времени, установленного ПТД. Температура металла наплавленных изделий в указанном интервале времени должна быть не ниже 5 °С.
8.10. В процессе изготовления (монтажа) сварных изделий применяются следующие виды термической обработки:
· отпуск;
· полная термическая обработка (нормализация или закалка с последующим отпуском);
· аустенизация.
Таблица 13
Условия пребывания стыковых сварных соединений в интервале времени между окончанием сварки и началом термической обработки
|
Номинальная толщина стенки сваренных деталей, мм |
Минимально допустимая температура металла в зоне сварного соединения, °С |
Максимально допустимый интервал, ч |
|
|
10ГН2МФА, 10ГН2МФЛ, 15ГНМФА |
Свыше 50 |
70 |
Не регламентируется |
|
20ХМ, 20ХМЛ, 20ХМА |
Независимо от толщины |
Не регламентируется |
72 |
|
10Х2М |
Свыше 30 |
100 |
Не регламентируется |
|
12Х1МФ, 15Х1МФ |
Свыше 6 |
Не регламентируется |
72 |
|
05X12Н2М |
Свыше 30 |
80 |
Не регламентируется |
|
15Х2НМФА, 15Х2НМФА-А, 15Х3НМФА, 15Х3НМФА-А |
Независимо от толщины |
150 |
То же |
|
12Х11В2МФ |
Свыше 3 |
Не регламентируется |
72 |
|
06X12Н3Д |
Свыше 10 |
100 |
Не регламентируется |
|
12А2МФА |
Независимо от толщины |
175 |
То же |
|
15Х2МФА, 15Х2МФА-А |
То же |
200 |
" |
|
18Х2МФА |
" |
300 |
" |
Таблица 14
Режимы термического отдыха стыковых сварных соединений, выполненных дуговой или электронно-лучевой сваркой
|
Номинальная толщина стенки сваренных деталей, мм |
Режим «термического отдыха» |
||
|
Минимальная температура, °С |
Минимальная продолжительность, ч |
||
|
10ГН2МФА, 10ГН2МФЛ |
Свыше 50 до 110 (включительно) |
150 |
8 |
|
15ГНМФА |
Свыше 110 |
150 |
18 |
|
10Х2М, 05Х12Н2М |
Свыше 30 |
100 |
8 |
|
12Х1МФ |
Свыше 6 |
130 |
8 |
|
15Х1МФ |
Свыше 6 |
150 |
10 |
|
06X12Н3Д, 15Х3НМФА, 15Х3НМФА-А |
Независимо от толщины |
150 |
12 |
|
08X13 |
Свыше 10 |
100 |
8 |
Отпуску подвергаются выполненные дуговой или электронно-лучевой сваркой сварные соединения деталей из сталей перлитного класса или из высокохромистых сталей.
Полной термической обработке подвергаются выполненные электрошлаковой сваркой сварные соединения деталей из сталей перлитного класса или из высокохромистых сталей.
Аустенизации подвергаются сварные соединения деталей из сталей аустенитного класса.
8.11. Отпуски подразделяются на промежуточные и окончательные.
Промежуточные отпуски проводятся после выполнения отдельных сварных соединений (усиливающих наплавок), если эти соединения (наплавки) в дальнейшем подлежат повторному отпуску (одному или нескольким).
Окончательные отпуски проводятся после выполнения всех предусмотренных сварочных (наплавочные) и термических операций на сварном или наплавленном изделии, а также после исправления дефектов сварных соединений (наплавки) с применением сварки (наплавки).
Кроме того, после выполнения предварительной наплавки кромок деталей, а также перед полной термической обработкой сварных соединений, выполненных электрошлаковой сваркой, проводятся предварительные отпуски.
8.14. Необходимость и температура отпусков выполненных дуговой или электронно-лучевой сваркой сварных соединений деталей из сталей перлитного класса или высокохромистых сталей в зависимости от марки стали и номинальной толщины сваренных деталей устанавливаются согласно табл. 15. При отсутствии соответствующих указаний в табл. 15 необходимость и температура отпусков устанавливаются ПТД.
В случаях, устанавливаемых ПТД, допускается проведение отпусков сварных соединений, для которых по номинальной толщине сваренных деталей необходимость отпусков указаниями табл. 15 не предусмотрена.
8.15. Проведение отпусков сварных соединений деталей из сталей различных марок или/и различной номинальной толщины обязательно в следующих случаях:
· если согласно указаниям табл. 15 марка стали и номинальная толщина каждой из двух сваренных деталей определяют необходимость отпуска сварного соединения;
· если согласно указаниям табл. 15 марка стали хотя бы одной из двух сваренных деталей определяет необходимость отпуска сварного соединения независимо от номинальной толщины деталей.
В остальных случаях необходимость отпусков указанных сварных соединений устанавливается ПТД.
8.16. Температура отпусков сварных соединений деталей из сталей различных марок, для которых указаниями табл. 15 предусмотрена различная температура отпусков, устанавливается ПТД. При этом номинальные температуры отпусков не должны выходить за пределы интервала между номинальными температурами, определяемыми согласно указаниям табл. 15 для отпусков сварных соединений деталей из сталей соответствующих марок, и не должны удовлетворять требованиям подразд. 8.12 и 8.13.
Таблица 15
Температура отпусков сварных соединений, выполненных дуговой или электронно-лучевой сваркой
|
Номинальная толщина сваренных деталей, мм |
Температура отпусков, °С |
||||
|
промежуточных |
окончательных |
||||
|
номинальная |
предельные отклонения |
номинальная |
предельные отклонения |
||
|
1 |
2 |
3 |
4 |
5 |
6 |
|
Ст3сп5, 10, 15, 15Л, 20, 20Л |
До 36 (включительно) |
- |
- |
- |
- |
|
Свыше 36 |
610 |
±20 |
630 |
±20 |
|
|
20К, 22К, 25Л |
До 36 (включительно) |
- |
- |
- |
- |
|
Свыше 36 |
620 |
±20 |
640 |
+20 -10 |
|
|
06X12Н3Д |
До 10 (включительно) |
- |
- |
- |
- |
|
Свыше 10 |
620 |
±10 |
640 |
+10 -15 |
|
|
15ГС, 16ГС, 20ГСЛ, 09Г2С, 10ХСНД, 10ХН1М |
До 30 (включительно) |
- |
- |
- |
- |
|
Свыше 30 |
630 |
±15 |
650 |
±15 |
|
|
10ГН2МФА, 10ГН2МФАЛ |
До 10 (включительно) |
- |
- |
- |
- |
|
Свыше 10 |
620 |
±10 |
650 |
±10 |
|
|
15Х2НМФА, 15Х2НМФА-А, 15Х3НМФА, 15Х3НМФА-А |
Независимо от толщины |
620 |
±10 |
650 |
±10 |
|
07X16Н4Б |
То же |
- |
- |
650 |
±10 |
|
16ГНМА, 15ГНМФА |
До 25 |
- |
- |
- |
- |
|
Свыше 25 |
640 |
±15 |
660 |
±15 |
|
|
12Х2МФА, 15Х2МФА, 15Х2МФА-А, 18Х2МФА |
Независимо от толщины |
655 |
±10 |
670 |
±10 |
|
05X12Н2М |
То же |
- |
- |
670 |
±20 |
|
20ХМА, 20ХМ, 20ХМЛ |
" |
670 |
115 |
700 |
±15 |
|
12МХ, 12ХМ, 15ХМ |
До 10 (включительно) |
- |
- |
- |
- |
|
Свыше 10 |
690 |
±20 |
710 |
±20 |
|
|
10Х2М, 12Х2М1Л, 08X13, 12X13 |
До 6 (включительно) |
- |
- |
- |
- |
|
Свыше 6 |
690 |
±20 |
710 |
±20 |
|
|
12ХМФ, 20ХМФЛ |
До 6 (включительно) |
- |
- |
- |
- |
|
Свыше 6 |
715 |
±15 |
730 |
±120 |
|
|
15Х1М1Ф, 15Х1М1ФЛ |
До 6 (включительно) |
- |
- |
- |
- |
|
Свыше 6 |
725 |
±15 |
740 |
±15 |
|
|
12Х11В2МФ |
До 3 (включительно) |
- |
- |
- |
- |
|
Свыше 3 |
730 |
±15 |
750 |
±15 |
|
|
Примечания: 1. Для стыковых сварных соединений за номинальную толщину сваренных деталей следует принимать их номинальную толщину в зоне, непосредственно примыкающей к сварному шву. 2. При местной термической обработке (отпусках) сварных соединений деталей из сталей марок Ст3сп5, 10, 15, 15Л, 20, 20Л, 20К, 22К, 25Л, 15ГС, 16ГС, 20ГСА, 09Г2С, 10ХСНД, 10ХН1М, 10ГН2МФА, 10ГН2МФЛ, 16ГНМА, 15ГНМФА, 12МХ, 12Х, 15Х, 20ХМЛ, 12Х1МФ, 20ХМФЛ, 15Х1М1Ф и 15Х1М1ФЛ по согласованию с головной материаловедческой организацией допускается увеличение суммарных предельных отклонений от указанных в таблице номинальных температур отпусков до 40 °С. 3. По согласованию с головной материаловедческой организацией допускается не проводить высокий отпуск сварных соединений сталей марок 10ХСНД и 10ХН1М с номинальной толщиной стенки до 40 мм включительно. 4. В случаях, предусмотренных ПТД, для сварных соединений деталей из сталей марок Ст3сп5 и 20 допускается повышение верхнего предела температуры окончательного отпуска до 660 °С. 5. В случаях, предусмотренных ПТД, допускается проводить промежуточный отпуск сварных соединений деталей из сталей марок 12Х2МФА и 15Х2МФА при температуре 650 ± 10 °С. |
|||||
8.17. Необходимость отпуска деталей после выполнения предварительной наплавки кромок определяется по табл. 15 как для сварных соединений этих деталей без наплавки кромок. При этом детали, кромки которых наплавлены аустенитными присадочными материалами, подвергаются предварительному отпуску по режиму окончательного отпуска, а детали, кромки которых наплавлены высокохромистыми присадочными материалами, - по режиму промежуточного отпуска.
8.18. Изделия с наплавленным антикоррозионным покрытием подвергаются отпуску в случаях, оговоренных ПТД. При этом температура отпусков устанавливается согласно табл. 15 как для сварных соединений деталей из сталей той же марки, что и наплавленные изделия.
Отпуски изделий с наплавленным антикоррозионным покрытием рекомендуется совмещать с отпусками сварных соединений.
8.19. Необходимость и температура отпусков сварных соединений деталей из двухслойных сталей, основной слой которых сварен перлитными присадочными материалами, определяются по табл. 15 без учета толщины плакирующего слоя.
8.20. Выполненные аустенитными присадочными материалами сварные соединения деталей из сталей перлитного класса или из высокохромистых сталей с деталями из сталей аустенитного класса, а также деталей из двухслойных сталей термической обработке не подлежат за исключением случаев, оговоренных чертежами и/или ПТД.
8.21. Для сварных соединений деталей из сталей аустенитного класса с деталями из сталей перлитного класса или из высокохромистых сталей (кроме сварных соединений Iн и IIн категорий), деталей из двухслойных сталей, а также для деталей (изделий) с наплавленными антикоррозионными покрытиями число окончательных отпусков не должно превышать пяти.
8.22. Выполненные дуговой или электронно-лучевой сваркой сварные соединения деталей из сталей аустенитного класса, предназначенные для работы при температуре до 360 °С (независимо от толщины сваренных деталей), а при номинальной толщине сваренных деталей до 10 мм включительно и также предназначенные для работы при температуре свыше 360 °С, термической обработке не подлежат за исключением случаев, оговоренных чертежами и/или ПТД.
8.23. Выполненные дуговой или электронно-лучевой сваркой сварные соединения деталей из сталей аустенитного класса номинальной толщиной свыше 10 мм, предназначенные для работы при температуре 450 °С (стали марок 08Х18Н10Т, 12Х18Н9Т, 12Х18Н10Т), свыше 500 °С (стали марок 08Х18Н10, 09Х18Н9, 10Х18Н9, 12Х18Н9), свыше 560 °С (сталь марки 08Х16Н11М3), подлежат аустенизации при температуре 1000 ± (20 ¸ 30) °С за исключением случаев, устанавливаемых по согласованию с головной материаловедческой организацией и указываемых в чертежах и ПТД.
При невозможности проведения аустенизации указанных сварных соединений по согласованию с головной межведомственной материаловедческой организацией допускается применение следующей технологии:
· выполнение предварительной наплавки кромок деталей покрытыми электродами марок А-1 (А-1Т) или А-2 (А-2Т) (толщина наплавки должна соответствовать требованиям п. 6.3.2);
· проведение аустенизации деталей с наплавленными кромками при температуре 1000 ± (20 ¸ 30) °С;
· механическая обработка наплавленных кромок;
· выполнение сварного соединения сварочными материалами согласно табл. 7 без последующей термической обработки.
Указанная технология должна быть отражена в чертежах и включена в ПТД.
Необходимость, вид и режимы термической обработки сварных соединений Iн и IIн категорий других сталей, а также указанных выше сталей при более низких температурах устанавливаются по согласованию с головной межведомственной материаловедческой организацией и указываются в чертежах и ПТД.
8.24. После окончания выполняемой с подогревом электрошлаковой сварки деталей из сталей перлитного класса следует проводить предварительный отпуск сварного соединения без охлаждения металла шва и околошовной зоны основного металла ниже минимальной температуры подогрева при сварке (за исключением случаев, предусмотренных ПТД). При этом температура предварительного отпуска должна быть не ниже температуры окончательного отпуска, определяемой согласно табл. 15 в зависимости от марки свариваемой стали.
8.25. Все выполненные электрошлаковой сваркой соединения деталей из сталей перлитного класса или из высокохромистых сталей вне зависимости от проведения предварительного отпуска следует подвергать полной термической обработке по режимам, установленным для основного металла.
Допускается проведение полной термической обработки выполненных покрытыми электродами марки ЦЛ-59 сварных соединений деталей из сталей марок 10ГН2МФА и 10ГН2МФАЛ.
8.26. Все выполненные электрошлаковой сваркой соединения деталей из сталей аустенитного класса следует подвергать аустенизации по режимам, установленным для основного металла.
8.27. При полной термической обработке любых сварных соединений, а также при отпусках или аустенизации продольных, меридианальных, хордовых и круговых сварных соединений и всех наплавленных деталей сварные (наплавленные) изделия следует помещать в печь целиком.
При отпусках и аустенизации кольцевых сварных соединений труб и других цилиндрических деталей допускается местная термическая обработка, что должно быть оговорено в чертежах и/или ПТД.
8.28. При местной термической обработке сварных соединений общая зона контролируемого нагрева металла состоит из основной и дополнительных зон и должна включать сварной шов и примыкающие к его краям участки основного металла на расстояниях L, минимальные значения которых в зависимости от номинальных диаметров и толщин сваренных деталей приведены в табл. 16.
Таблица 16
Ширина зоны контролируемого нагрева основного металла L1, мм
|
Номинальные размеры сваренных деталей на участках, примыкающих к сварному шву |
Минимальное расстояние, мм |
|
|
Наружный диаметр, мм |
Толщина, мм |
|
|
До 200 (включительно) |
До 20 (включительно) |
40 |
|
Свыше 20 |
50 |
|
|
Свыше 200 до 300 (включительно) |
До 25 (включительно) |
60 |
|
Свыше 25 |
70 |
|
|
Свыше 300 до 500 (включительно) |
До 30 (включительно) |
90 |
|
Свыше 30 |
120 |
|
|
Свыше 500 до 1000 (включительно) |
До 50 (включительно) |
180 |
|
Свыше 50 до 100 (включительно) |
250 |
|
|
Свыше 100 |
300 |
|
|
Примечание. При наружном диаметре сваренных деталей свыше 1000 мм значение L устанавливается ПТД. |
||
Основная зона контролируемого нагрева включает сварной шов и примыкающие к его краям участки основного металла на расстояниях, равных номинальным толщинам сваренных деталей при толщине деталей до 50 мм (включительно), а при большей толщине деталей - на расстоянии 50 мм. В пределах основной зоны температура металла в процессе выдержки должна соответствовать заданной температуре отпуска (аустенизации) с учетом установленных допусков.
Дополнительная зона контролируемого нагрева включает участки основного металла общей зоны, не входящие в основную зону. В пределах дополнительной зоны допускается снижение температуры металла в процессе выдержки по сравнению с заданной температурой отпуска (аустенизации), но не более чем на 50 °С от минимально допустимой температуры (с учетом минусового допуска).
8.29. После сварки листов или других полуфабрикатов (в том числе с наплавленным антикоррозионным покрытием) для последующего изготовления фасонных деталей путем деформирования (вальцовки, штамповки, гибки и т.п.) сварные соединения, подлежащие термической обработке, должны быть подвергнуты таковой до начала процесса деформирования. При горячем деформировании в случаях, предусмотренных ПТД, указанную термическую обработку допускается не проводить.
8.30. При термической обработке контрольных сварных соединений все технологические нагревы до температуры 550 °С для углеродистых и кремнемарганцовистых сталей и до температуры 450 °С для остальных сталей (в том числе подогрев при сварке и термический отдых), выполняемые при изготовлении (монтаже) производственных сварных изделий до проведения термической обработки (отпуска, закалки или нормализации), а также все отпуски (включая предварительный), выполняемые до проведения нормализации или закалки, допускается не воспроизводить. Вне зависимости от проведения указанных технологических нагревов и выполняемых до нормализации или закалки отпусков результаты испытаний контрольного сварного соединения распространяются на однотипные производственные сварные соединения как подвергаемые, так и не подвергаемые этим нагревам и отпускам.
8.31. Температура печи при загрузке в нее сварного изделия для термической обработки должна отличаться от температуры металла, подлежащего термической обработке изделия, не более чем на 300 °С.
9. Исправление дефектов
9.1. Исправлению подлежат все дефекты (недопустимые отклонения) от установленных ПК показателей, выявленные в сварных соединениях и наплавленных изделиях при их неразрушающем контроле (включая дефекты в предварительной наплавке кромок).
9.2. Дефектные участки следует исправлять по ПТД на исправление типовых дефектов, разработанной в соответствии с требованиями настоящих ОП и ПК.
9.3. Поверхностные дефекты следует удалять механическим способом с обеспечением плавных переходов в местах выборок (абразивным инструментом, резанием или вырубкой с последующим шлифованием).
9.4. Исправление поверхностных дефектов без последующей заварки мест их выборки допускается:
на сварных соединениях - при остающейся толщине шва и основного металла в месте максимальной глубины выборки не менее расчетной толщины детали (сборочной единицы) в зоне сварного соединения, но не менее 75 % ее номинальной толщины;
на наплавленных поверхностях - при остающейся толщине наплавки не менее минимально допустимой по пп. 7.1.6 и 7.1.7, а в случаях, не регламентированных разд. 7, - не менее минимально допустимой по чертежу.
9.5. Дефекты с заваркой выборок в выполненных дуговой и электронно-лучевой сваркой соединениях, подлежащих термической обработке, следует исправлять после отпуска сварного соединения (предварительного, промежуточного или окончательного).
Допускается исправлять дефекты до проведения отпуска сварных соединений, если согласно табл. 14 и ПТД разрешается их охлаждение до температуры 5 °С после окончания сварки.
9.6. Удалять внутренние дефекты (дефектные участки) следует механическим способом (абразивным инструментом, резанием или вырубкой с последующим шлифованием).
Допускается исправлять дефекты воздушно-дуговой или плазменно-дуговой строжкой с последующей обработкой поверхности выборки механическим способом:
· до полного удаления следов строжки - на поверхностях выборок в сварных соединениях деталей из углеродистых или кремнемарганцовистых сталей;
· с удалением слоя металла толщиной не менее 1 мм - на поверхностях выборок в сварных соединениях деталей из легированных сталей с гарантированным пределом текучести при температуре 20 °С не более 315 МПа или из сталей аустенитного класса;
· с удалением слоя металла толщиной не менее 2 мм - на поверхностях выборок в сварных соединениях деталей из легированных сталей с гарантированным пределом текучести при температуре 20 °С свыше 315 МПа или из высокохромистых сталей.
9.7. Форма и размеры подготовленных выборок должны обеспечивать возможность их заварки по всему объему.
Размеры выборок, подлежащих заварке, не ограничиваются. При том выборки, выполняемые в металле шва (наплавленном металле), могут заходить в основной металл.
9.8. Заварку выборок следует выполнять одним из способов сварки (наплавки), допускаемых п. 6.1.2 для выполнения исправляемых сварных соединений (наплавленных слоев), с использованием соответствующих сварочных (наплавочных) материалов.
9.9. При исправлении дефектов следует соблюдать все указания настоящих ОП, относящиеся к выполнению исправляемых сварных соединений (наплавленных изделий), в том числе по предварительному и сопутствующему сварке (наплавке) подогреву и последующей термической обработке.
В отдельных случаях по согласованию с головной материаловедческой организацией допускается заварка выборок без подогрева или последующей термической обработки (на сварных соединениях и наплавленных изделиях, подлежащих термической обработке).
9.10. Исправлять дефекты дуговой сваркой в сварных соединениях, выполненных электрошлаковой сваркой, следует после полной термической обработки (в сварных соединениях деталей из сталей перлитного класса или из высокохромистых сталей) или после аустенизации (в сварных соединениях деталей из сталей аустенитного класса).
При исправлении дефектов в указанных сварных соединениях деталей из легированных сталей, подлежащих последующей обработке давлением, допускается применение следующей технологии:
· нормализация (закалка) и последующий отпуск сборочной единицы со сварным соединением, выполненным электрошлаковой сваркой;
· выборка дефектов;
· заварка выборок углеродистыми присадочными материалами;
· обработка давлением сборочной единицы с нагревом до заданной температуры;
· нормализация (закалка) и последующий отпуск изделия;
· полное удаление металла, наплавленного углеродистыми присадочными материалами;
· заварка выборок соответствующими легированными присадочными материалами;
· отпуск исправленного сварного соединения.
Комплекс указанных операций учитывается как одно исправление.
9.11. Исправление сборочных единиц (изделий) с дефектными стыковыми сварными соединениями труб допускается проводить путем вырезки дефектного сварного соединения и последующей вварки вставки (отрезка трубы). Размеры вставки определяются требованиями к расстоянию между осями соседних кольцевых швов по подразд. 2.4 Правил АЭУ. При этом оба вновь выполненные сварные соединения считаются неисправлявшимися.
9.12. В случаях, предусмотренных ПТД, исправление дефектных сварных соединений допускается проводить путем полного удаления сварного шва с последующей подготовкой кромок механическим способом и выполнением сварного соединения вновь. При этом новое сварное соединение считается неисправлявшимся.
9.13. Исправление дефектов на одном и том же участке сварного соединения или наплавленной детали допускается проводить не более трех раз. При этом под исправляемым участком понимается прямоугольник наименьшей площади, в контур которого вписывается подлежащая заварке выборка, и примыкающие к нему поверхности на расстоянии, равном трехкратной ширине указанного прямоугольника (см. рис. 4).
Вопрос о возможности исправления дефектов на одном участке сварного соединения (наплавленной детали) более трех раз должен решаться по согласованию с головной материаловедческой организацией и быть одобрен Госатомнадзором России в установленном порядке.
(Измененная редакция, Изм. № 1).
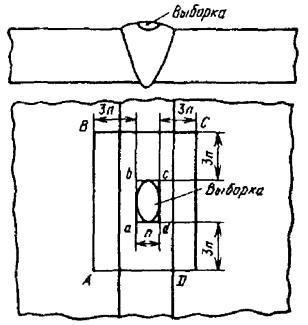
Рис. 4. Схема определения размеров
исправляемого участка
(авсd - прямоугольник наименьшей площади, в
контур которого вписывается выборка; n - ширина прямоугольника; АВСD - исправляемый участок)
9.14. При исправлении дефектов в процессе выполнения сварных соединений (наплавки деталей) необходимо соблюдать следующие положения:
· при обнаружении трещин сварка (наплавка) должна быть прекращена и может быть возобновлена только после удаления трещин и принятия мер, предотвращающих их появление;
· при обнаружении прожога подкладного кольца недоступные для сварки с внутренней стороны сварные соединения труб должны быть полностью удалены и выполнены вновь (при условии невозможности исправления дефекта без разрезки);
· число исправлений корневой части шва на одном и том же участке не должно превышать трех;
· число исправлений (кроме исправлений корневой части шва) при глубине выборок в пределах номинальной толщины двух слоев шва не ограничивается и не учитывается;
· число исправлений при глубине выборок, превышающей номинальную толщину двух слоев шва, на одном и том же участке не должно превышать трех.
9.15. Число фиксируемых исправлений дефектов в процессе выполнения сварного соединения и в полностью выполненном сварном соединении не суммируется (учитывается отдельно).
10. Маркировка сварных соединений и наплавленных деталей (изделий)
10.1. На сварных соединениях и наплавленных деталях (изделиях) должны быть поставлены клейма, позволяющие установить фамилию сварщика (сварщиков), выполнявшего сварку или наплавку. Глубина клеймения и размеры клейм устанавливаются ПТД на основании требований конструкторской документации.
Допускается замена клеймения другими методами маркировки, обеспечивающими ее сохранность в процессе эксплуатации и не ухудшающими качество и надежность сварных (наплавленных) изделий.
10.3. На каждом сварном соединении должны быть поставлены клейма всех сварщиков, участвовавших в его выполнении. При этом перед клеймом сварщика, выполнившего предварительную наплавку кромок, ставят дополнительное клеймо «Н», а перед клеймом сварщика, выполнявшего корневую часть (корневой слой) шва, - дополнительное клеймо «К». В случае выполнения сварного соединения по всему сечению одним сварщиком указанные дополнительные клейма не ставятся.
Если сварщик выполнял только отдельный участок сварного соединения, его клеймо должно быть поставлено посередине выполненного им участка с учетом указаний подразд. 10.2.
10.4. Если все сварные соединения изделия выполнены одним сварщиком, то клеймение (маркировку) каждого сварного соединения допускается не проводить. В этом случае клеймо сварщика ставится около фирменной таблички или на другом открытом участке изделия (или сварного узла) и место клеймения заключают в хорошо видимую рамку, наносимую несмываемой краской (последнее не распространяется на поверхности изделия, омываемые теплоносителем).
10.5. На деталях (изделиях) с наплавленным антикоррозионным покрытием клейма (маркировка) сварщиков должны быть поставлены на открытом участке изделия со стороны, противоположной наплавленному покрытию.
10.6. В случае снятия клейм (маркировки) при последующей механической обработке они должны быть восстановлены в тех же местах.
10.7. В отдельных случаях, оговоренных в конструкторской документации, когда клеймение (маркировка может ухудшить качество и надежность сварных изделий, а также при невозможности сохранения клейм (маркировки) в процессе эксплуатации, к паспорту оборудования или трубопровода должны быть приложены эскизы (схемы) изделия с указанием расположения незамаркированных сварных соединений и клейм сварщиков, выполнявших сварку (наплавку).
11. Требования техники безопасности
(Измененная редакция, Изм. № 1).
11.1. - 11.5. (Исключены, Изм. № 1).
11.6. Работы по сварке с применением обезжиривающих жидкостей следует вести по специальному разрешению представителя пожарной службы и лица, отвечающего за проведение сварочных работ на данном участке.
11.7. При сварке деталей с предварительным и сопутствующим подогревом следует соблюдать меры предосторожности: закрывать нагреваемые детали теплоизоляционным материалом, оставляя открытыми лишь свариваемые участки.
11.8. Администрация предприятия, проводящего сварочные работы, должна обеспечить разработку соответствующих инструкций по технике безопасности и контроль за их соблюдением.
Инструкции должны быть вывешены на соответствующих рабочих местах.
11.9. Администрация предприятия, проводящего сварку (наплавку), должна обеспечить периодический инструктаж и проверку знаний рабочих и инженерно-технического персонала по технике безопасности не реже одного раза в квартал.
Внеочередной инструктаж проводится при нарушении работником требований техники безопасности.
11.10. Допуск к работе вновь поступающих и переводимых на другую работу сварщиков (операторов) разрешается только после проведения инструктажа и проверки их знаний по технике безопасности с оформлением в специальном журнале.
12. Требования к конструкционным формам сварных соединений
12.1. Основные рекомендуемые типы сварных соединений с указанием применяемых способов сварки, номинальных толщин свариваемых деталей и конструкционных элементов подготовленных кромок и выполненных швов приведены в рекомендуемом приложении 3.
По согласованию с головной материаловедческой организацией допускается применение не указанных в приложении 3 типов сварных соединений, обеспечивающих выполнение требований ПК.
12.2. Основные рекомендуемые типы сварных соединений деталей из сталей перлитного класса и из высокохромистых сталей приведены в табл. П3.1 - П3.19, П3.21 - П3.24, П3.30 - П3.32, П3.34, П3.36, П3.38 - П3.41, П3.51 - П3.54 - для стыковых прямолинейных и кольцевых сварных соединений с внутренним диаметром соединяемых деталей свыше 750 мм; в табл. П3.17, П3.20 - П3.23, П3.25 - П3.28, П3.30, П3.32, П3.34, П3.36, П3.38 - П3.40, П3.42 - П3.46, П3.48, П3.49 - для стыковых сварных соединений с внутренним диаметром соединяемых деталей до 750 мм; в табл. П3.55 - П3.65 - для угловых, тавровых и торцевых сварных соединений.
12.3. Основные рекомендуемые типы сварных соединений деталей из сталей аустенитного класса и железоникелевых сплавов приведены:
в табл. П3.1 - П3.7, П3.11 - П3.19, П3.22, П3.29 - П3.33, П3.35, П3.37, П3.47, П3.48 - для стыковых прямолинейных и кольцевых сварных соединений с внутренним диаметром соединяемых деталей свыше 750 мм; в табл. П3.20 - П3.22, П3.25 - П3.28, П3.30, П3.32, П3.33, П3.35, П3.37, П3.42 - П3.44, П3.46, П3.49, П3.50 - для стыковых сварных соединений с внутренним диаметром соединяемых деталей до 750 мм; в табл. П3.55 - П3.65 - для угловых, тавровых и торцевых сварных соединений.
12.4. Сварные соединения деталей из сталей различных структурных классов и из двухслойных сталей по геометрии должны соответствовать сварным соединениям сталей одинаковых структурных классов с соблюдением требований по выполнению предварительной наплавки кромок, разделки плакировки и выполнению разделительной и защитной наплавок, указанных в подразд. 6.3 и 6.4.
Конструкционные элементы подготовленных под сварку кромок деталей из сталей различных структурных и/или из двухслойных сталей после выполнения предварительной наплавки кромок согласно требованиям подразд. 6.3 и 6.4 и их механической обработки должны соответствовать установленным для принятого типа сварного соединения без наплавки кромок с соблюдением требований п. 6.4.1 по удалению плакирующего слоя.
Конструкционные элементы выполненных швов сварных соединений деталей из сталей различных структурных классов и/или из двухслойных сталей должны соответствовать установленным для принятого типа сварного соединения деталей из однородного металла с соблюдением требований подразд. 6.3 и 6.4.
12.5. При сварке деталей, номинальные толщины которых отличаются от приведенных в приложении 3, размеры конструкционных элементов подготовленных кромок и выполненных швов принимают по установленным для деталей ближайшей толщины.
12.6. При выполнении сварных соединений типов 1-21 и 1-25 (с модификациями) аргонодуговую сварку неплавящимся электродом первого (корневого) слоя шва допускается проводить как с присадочным материалом, так и без него.
12.7. Установленные для угловых сварных соединений типов 2-03 и 2-04 размеры конструкционных элементов относятся только к указанному в чертеже сечению. Для других сечений размеры конструкционных элементов устанавливаются конструкторской документацией.
12.8. Сварное соединение типа 1-01 допускается выполнять на флюсовой подушке. В этом случае при номинальной толщине свариваемых деталей до 10 мм включительно допускается сварка с одной стороны в один проход.
12.9. Шероховатость поверхности подготовленных под сварку кромок должна быть не более Rz80.
12.10. Форма и размеры остающихся цилиндрических подкладных колец и расплавляемых вставок, а также допускаемые значения зазоров между кольцом и свариваемыми деталями должны соответствовать указанным на рис. 5. Допускается замена снятия фасок с внутренней стороны колец округлением их внутренних кромок по радиусу от до 3 мм.
Рис. 5. Остающиеся цилиндрические подкладные кольца (а) и расплавляемые вставки (б). Dк = Dр (по номинальному размеру). Для диаметра Dк устанавливают только минусовое предельное отклонение (в чертежах и/или ПТД). Предельные отклонения размеров Dк и Dр должны обеспечивать допускаемое значение зазора S. Диаметр Dвс устанавливается чертежами и/или ПТД в зависимости от диаметра расточки Dр и типа сварного соединения
|
S, мм |
Sк, мм |
В, мм |
b, мм не более |
|
|
Номинальное значение |
Предельное отклонение |
|||
|
До 75 (включительно) |
2,0 |
±0,2 |
16 - 20 |
0,2 |
|
Свыше 75 до 150 (включительно) |
2,5 |
20 - 24 |
0,3 |
|
|
Свыше 150 до 300 |
3,0 |
20 - 24 |
0,4 |
|
|
Свыше 300 |
4,0 |
24 - 30 |
0,5 |
|
Допускается применение расплавляемых вставок другой формы согласно указаниям чертежей и/или ПТД.
12.11. Для обеспечения минимального смещения кромок с внутренней стороны соединения рекомендуется выполнять цилиндрическую калибровку (расточку, раздачу) концов труб согласно рис. 6.
В случаях, предусмотренных конструкторской документацией, для выполнения сварных соединений труб из сталей аустенитного класса допускается коническая раздача (расточка) концов труб по рис. 7 с использованием конических подкладных колец согласно рис. 8 при условии учета указанных конструкционных особенностей в расчетах на прочности.

Рис. 6. Схемы цилиндрической расточки (а) и калибровки (раздачи) (б) концов труб (патрубков) под стыковые сварные соединения с односторонним швом. Диаметры Dр устанавливаются чертежами и/или ПТД. При этом для Dр устанавливается только плюсовое предельное отклонение. Длина L цилиндрической части расточки и калибровки (раздачи) концов труб (патрубков) для выполнения сварных соединений, не подлежащих ультразвуковому контролю, следующая:
|
S, мм |
L, мм, не менее |
|
От 1 до 4 (включительно) |
10 |
|
Свыше 4 до 8 (включительно) |
15 |
|
Свыше 8 до 15 (включительно) |
20 |
|
Свыше 15 до 25 (включительно) |
25 |
|
Свыше 25 до 40 (включительно) |
30 |
|
Свыше 40 до 60 (включительно) |
35 |
|
Свыше 60 до 80 (включительно) |
40 |
|
Свыше 80 |
50 |
При подготовке труб (патрубков) для выполнения сварных соединений, подлежащих ультразвуковому контролю, длина устанавливается чертежами и/или ПТД в соответствии с указаниями нормативно-технической документации на ультразвуковой контроль.

Рис. 7. Схемы конической расточки для соединений на коническом подкладном кольце для S свыше 5 мм (а) и калибровки (раздачи) концов труб (патрубков) для S до 5 мм (включительно) (б)
Рис. 8. Коническое подкладное кольцо (Dр - диаметр расточки, раздачи или калибровки под кольцо; Dк - наружный диаметр подкладного кольца)
|
D, мм |
Sк, мм |
|
До 75 (включительно) |
2,0 ± 0,2 |
|
Свыше 75 до 150 (включительно) |
2,5 ± 0,2 |
|
Свыше 150 |
3,0 ± 0,2 |
12.12. В случаях, предусмотренных конструкторской документацией, допускается невыполнение или снятие усиления сварных швов.
13. Отступления от установленных требований
При технической невозможности или экономической нецелесообразности соблюдения отдельных требований настоящего документа допускаются обоснованные отступления, оформляемые совместными техническими решениями конструкторской (проектной) организации и предприятия-изготовителя (монтажной организации), согласованными с головной материаловедческой организацией и одобренными Госатомнадзором России.
(Измененная редакция, Изм. № 1).
ПРИЛОЖЕНИЕ 1
(справочное)
УКАЗАТЕЛЬ
нормативно-технической документации на сварочные материалы, допускаемые к
применению при изготовлении, монтаже и ремонте оборудования и трубопроводов
атомных энергетических установок
|
Сварочные материалы |
Обозначение документа |
|
|
Наименование |
Марка |
|
|
1 |
2 |
3 |
|
Сварочная проволока |
Св-08А, Св-08АА, Св-08ГА, Св-10ГА, Св-10Г2, Св-08ГС, Св-12ГС, Св-08Г2С, Св-08ГСМТ, Св-10НМА, Св-08ХМ, Св-08ХМФА, Св-10ХМФТ, Св-08ХГСМА, Св-08ХГСМФА, Св-04Х2МА, Св-13Х2МФТ, Св-10Х11НВМФ, Св-06Х14, Св-06Х19Н9Т, Св-08Х19Н10Г2Б, Св-08Х19Н10М3Б, Св-04Х19Н11М3, Св-07Х25Н13, Св-10Х16Н25АМ6, Св-30Х15Н35В3Б3Т |
|
|
Св-06А |
ТУ 14-1-1569-75 |
|
|
Св-10ГНМА, Св-10ГН1МА, Св-10ГН2МФА |
ТУ 14-1-2860-79 |
|
|
Св-10ХМФТУ |
ТУ 14-1-3034-80 |
|
|
Св-12Х2Н2МА, Св-12Х2Н2МАА |
ТУ 14-1-2502-78 |
|
|
Св-09ХГНМТА, Св-09ХГНМТАА-ВИ |
ТУ 14-1-3675-83 |
|
|
Св-16Х2НМФТА |
ТУ 14-1-3633-83 |
|
|
Св-01Х12Н2-ВИ |
ТУ 14-1-1212-74 |
|
|
Св-01Х12Н2МТ-ВИ |
ТУ 14-1-3595-83 |
|
|
Св-09Х16Н4Б |
ТУ 14-1-1692-76 |
|
|
Св-03Х16Н9М2 |
ТУ 14-1-2208-77 |
|
|
Св-021Х17Н10М2-ВИ |
ТУ 14-1-1005-74 |
|
|
Св-04Х17Н10М2 |
ТУ 14-1-1959-74 |
|
|
Св-04Х20Н10Г2Б |
ТУ 14-1-3252-81 |
|
|
Св-03Х24Н13Г2Б |
ТУ 14-1-2205-77 |
|
|
Св-03Х15Н35Г7М6Б |
ТУ 14-1-2143-77 |
|
|
Св-08АА-ВИ |
ТУ 14-1-4355-87 |
|
|
Св-03Х20Н45Г6М6Б-ВИ |
ТУ 14-1-2206-77 |
|
|
Св-06ХГСМТА, Св-14Х12НВМФ |
ТУ 14-1-2808-79 |
|
|
Св-13Х2МФТА |
ТУ 14-1-4370-87 |
|
|
Сварочная лента |
Св-08Х19Н10Г2Б, Св-04Х19Н11М3, Св-07Х25Н13, Св-10Х16Н25АМ6 |
ТУ 14-1-3146-81 |
|
Св-04Х20Н10Г2Б |
ТУ 14-1-2270-77 |
|
|
Нп-03Х22Н11Г2Б |
ТУ 14-1-2750-79 |
|
|
Св-03Х24Н13Г2Б |
ТУ 14-112207-77 |
|
|
Св-03Х15Н35Г7М6Б |
ТУ 14-1-2162-77 |
|
|
Покрытые электроды |
ЦУ-5, ЦУ-6, ЦУ-7, ЦУ-7А, ЦУ-2ХМ, ЦЛ-20, ЦЛ-21, ЦЛ-25/1, ЦЛ-25/2, ЦЛ-32, ЦЛ-38, ЦЛ-39, ЦЛ-45, ЦЛ-48, ЦЛ-51, ЦЛ-59, ПТ-30, РТ-45А, РТ-45АА, ЦТ-10, ЦТ-15К, ЦТ-26, ЦТ-26М, ЦТ-45, ЦТ-48 |
ОСТ 108.948.01-86 |
|
ЦЛ-52 |
Паспорт ЦЭ № 223-73 |
|
|
ЗИО-8 |
* |
|
|
ОЗС-4 |
Паспорт № ОС31-10-76(А) |
|
|
ОЗС-6 |
Паспорт № ОС31-11-76(А) |
|
|
УОНИИ-13/45, УОНИИ-13/45А, УОНИИ-13/55, УОНИИ-13/45АА, УОНИИ-13/55АА, УОНИИ-13/10Х13, Н-3, Н-6, Н-10, Н-20, Н-23, Н-25, РТ-45Б, ЭА-395/9, ЭА-400/10У, ЭА-400/10Т, ЭА-582/23, ЭА-855/51, ЭА-898/21Б, ЭА-902/14, ЭМ-959/52, А-1, А-1Т, А-2, А-2Т, КТЧ-7, АНО-4, МР-3 |
* |
|
|
ТМУ-21, ТМЛ-1У, ТМЛ-3У |
||
|
Сварочные флюсы |
ОСЦ-45, АН-348А, АН-348АМ, АН-8, АН-22, АН-17М, АН-26, АН-26С |
|
|
КФ-27 |
ТУ 5.966-11087-78 |
|
|
КФ-30 |
ТУ 5.965-11090-78 |
|
|
АН-42, АН-42М, ОФ-6, ОФ-10, НФ-18М, КФ-16, КФ-19, КФ-28, ФЦ-11, ФЦ-16, ФЦ-16А, ФЦ-17, ФЦ-18, ФЦ-19, ФЦ-21, ФЦ-22 |
* |
|
|
Прутки из лантанированного вольфрама |
ВЛ |
ТУ 48-19-27-77 |
|
Прутки из иттрированного вольфрама |
СВИ-1 |
ТУ 48-19-221-76 |
|
Прутки из вольфрама |
ЭВЛ, ЭВИ-1, ЭВИ-2, ЭВИ-3, ЭВТ-15 |
|
|
Аргон газообразный и жидкий |
Сорт высший и первый |
|
|
Гелий |
- |
ТУ 51-940-75 |
|
Кислород газообразный технический |
Сорт первый и второй |
|
|
Двуокись углерода газообразная и жидкая |
Сорт высший и первый |
|
|
Примечания: 1. Звездочкой отмечены документы по дополнительному указателю Госатомнадзора России. 2. Разрешается применение сварочных материалов по другой (не указанной в настоящем приложении) нормативно-технической документации при условии, что ее требования не уступают требованиям документации, приведенной в приложении. 3. По мере введения в действие новых нормативно-технических документов взамен указанных в настоящем приложении следует применять сварочные материалы по новым стандартам, техническим условиям и паспортам. При этом в течение двух лет после замены какого-либо нормативно-технического документа допускается использование соответствующих сварочных материалов, поставленных по указанному в настоящем приложении (ранее действовавшему) документу. (Измененная редакция, Изм. № 1). |
||
ПРИЛОЖЕНИЕ 2
(справочное)
ОРИЕНТИРОВОЧНЫЕ РЕЖИМЫ СВАРКИ И НАПЛАВКИ
Таблица П2.1. Автоматическая сварка под флюсом
|
Класс стали |
Тип сварного соединения |
Номинальная толщина деталей в месте сварки, мм |
Диаметр сварочной проволоки, мм |
Наименование и номера валиков |
Параметры режима сварки |
||
|
Сила тока, А |
Напряжение на дуге, В |
Скорость сварки, мм/с |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
Перлитный |
1-06 1-07 1-08 |
Свыше 50 |
5 |
Корневые валики со стороны начала сварки |
|
|
|
|
1 |
450 - 500 |
34 - 40 |
10 - 12 |
||||
|
2 |
480 - 530 |
34 - 40 |
8 - 10 |
||||
|
3 |
550 - 600 |
34 - 40 |
То же |
||||
|
Корневые валики с обратной стороны |
|
|
|
||||
|
1 |
|
|
|
||||
|
2 |
650 - 700 |
34 - 40 |
5 - 7 |
||||
|
3 |
|
|
|
||||
|
Валики заполнения разделки |
550 - 700 |
34 - 40 |
5 - 10 |
||||
|
1-12 1-13 |
Свыше 30 |
5 |
Валики заполнения разделки |
550 - 700 |
34 - 40 |
5 - 8 |
|
|
1-05 |
Свыше 30 до 80 (включительно) |
5 |
Корневые валики со стороны начала сварки |
|
|
|
|
|
1,2 |
500 - 550 |
34 - 40 |
10 - 11 |
||||
|
3 |
600 - 650 |
34 - 40 |
8 - 9 |
||||
|
Подварочный валик с обратной стороны |
950 - 900 |
42 - 45 |
5 - 7 |
||||
|
Валики заполнения разделки |
550 - 700 |
34 - 40 |
5 - 8 |
||||
|
1-09 1-10 |
Свыше 30 |
5 |
Валики заполнения разделки |
550 - 700 |
34 - 40 |
5 - 8 |
|
|
Аустенитный |
1-04 |
Свыше 20 до 60 (включительно) |
4 |
Любой |
400 - 500 |
28 - 30 |
3 - 5 |
|
5 |
" |
500 - 550 |
32 - 34 |
6 - 8 |
|||
|
1-01 |
До 10 (включительно) |
4 |
" |
400 - 500 |
28 - 30 |
3 - 5 |
|
|
Свыше 10 |
4 |
1 2 |
600 - 650 700 - 800 |
32 - 36 32 - 36 |
6 - 7 8 - 9 |
||
Таблица П2.2. Автоматическая аргонодуговая сварка
|
Класс стали |
Тип сварного соединения |
Номинальная толщина детали в месте сварки, мм |
Диаметр вольфрамового электрода, мм |
Номер валика |
Скорость сварки, мм/с |
Диаметр присадочной проволоки, мм |
Скорость подачи проволоки, мм/с |
Расстояние от проволоки до детали (установочное), мм |
Параметры режима сварки |
|||
|
Сила тока, А |
Сила тока, А |
Расход аргона, л/мин |
||||||||||
|
на горелку |
на поддув |
|||||||||||
|
Аустенитный |
1 - 23 |
3,0 |
Свыше 1,6 до 4 (включительно) |
1 |
2 - 4 |
- |
- |
1 - 1,5 |
110 - 120 |
10 - 12 |
8 - 10 |
1 - 6 |
|
2 - 3 |
2 - 4 |
1,6 |
6 - 7,5 |
2 - 3 |
110 - 120 |
10 - 12 |
8 - 10 |
1 - 6 |
||||
|
3,5 |
Свыше 1,6 до 4 (включительно) |
1 |
2 - 4 |
- |
- |
1,15 |
120 - 130 |
10 - 12 |
8 - 10 |
1 - 6 |
||
|
2 - 3 |
2 - 4 |
1,6 |
6 - 7,5 |
2 - 3 |
120 - 130 |
12 - 14 |
8 - 10 |
1 - 6 |
||||
Таблица П2.3. Ручная аргонодуговая сварка неплавящимся электродом
|
Класс стали |
Тип сварного соединения |
Номинальная толщина деталей в месте сварки, мм |
Диаметр вольфрамового электрода, мм |
Диаметр присадочной проволоки, мм |
Сила тока, А |
Расход аргона, л/мин |
||
|
Корневой валик |
Заполнение разделки |
в горелку |
на поддув |
|||||
|
Аустенитный и перлитный |
1 - 23 |
Свыше 3 до 4 (включительно) |
1,6 - 4,0 |
1,3 - 2,0 |
45 - 90 |
50 - 70 |
8 - 10 |
4 - 5 |
|
Свыше 4 до 6 (включительно) |
1,6 - 4,0 |
1,6 - 3,0 |
|
90 - 100 |
8 - 10 |
4 - 5 |
||
|
2 - 03 |
Свыше 4 до 6 (включительно) |
1,6 - 4,0 |
- |
70 - 100 |
100 - 140 |
8 - 10 |
4 - 5 |
|
|
2 - 04 |
Свыше 6 |
1,6 - 4,0 |
- |
80 - 110 |
120 - 160 |
8 - 10 |
4 - 5 |
|
|
Железоникелевые сплавы |
1 - 23 |
Свыше 3 до 4 (включительно) |
1,6 - 4,0 |
1,6 - 2,0 |
40 - 70 |
40 - 70 |
8 - 10 |
4 - 5 |
|
Свыше 4 до 6 (включительно) |
1,6 - 4,0 |
1,6 - 2,0 |
65 - 80 |
65 - 80 |
8 - 10 |
4 - 5 |
||
|
2 - 03 |
Свыше 4 до 6 (включительно) |
1,6 - 40 |
1,6 - 2,0 |
55 - 80 |
55 - 80 |
8 - 10 |
4 - 5 |
|
|
2 - 04 |
Свыше 6 |
1,6 - 4,0 |
1,6 - 2,0 |
60 - 90 |
60 - 90 |
8 - 10 |
4 - 5 |
|
Таблица П2.4 Ручная аргонодуговая сварка неплавящимся электродом в импульсном режиме трубопроводов из сталей аустенитного класса
|
Номинальная толщина на детали в месте сварки, мм |
Номер валика |
Диаметр вольфрамового электрода, мм |
Диаметр присадочной проволоки, мм |
Время импульса, с |
Время паузы, с |
Сварочный ток, А |
Расход аргона, л/мин |
||
|
импульсный |
в паузе |
в горелку |
в поддув |
||||||
|
1,0 - 1,5 |
1 |
2,0 |
- |
0,1 - 0,15 |
0,15 - 0,25 |
40 - 50 |
6 - 8 |
6 - 8 |
2 - 5 |
|
2 |
2,0 |
1,2 |
- |
- |
40 - 50 |
- |
6 - 8 |
2 - 5 |
|
|
2,0 - 2,5 |
1 |
2,0 |
- |
0,4 - 0,6 |
0,3 - 0,5 |
50 - 70 |
6 - 8 |
6 - 8 |
2 - 5 |
|
2 |
2,0 |
1,6 |
- |
- |
50 - 70 |
|
6 - 8 |
2 - 5 |
|
|
Свыше 2,0 до 4,0 (включительно) |
1 |
2,0 - 3,0 |
- |
1,5 - 2,0 |
0,3 - 0,5 |
105 - 125 |
6 - 8 |
7 - 10 |
2 - 5 |
|
2 и последующие |
2,0 - 3,0 |
2,0 - 2,5 |
- |
- |
105 - 125 |
- |
7 - 10 |
2 -5 |
|
|
Свыше 4,0 до 9,0 (включительно) |
1 |
3,0 |
- |
1,5 - 2,5 |
0,3 - 0,5 |
140 - 180 |
6 - 8 |
10 - 12 |
2 - 5 |
|
2 и последующие |
3,0 |
2,5 - 3,0 |
- |
- |
140 - 180 |
- |
10 - 12 |
2 - 5 |
|
|
Свыше 9,0 до 20,0 (включительно) |
1 |
3,0 - 4,0 |
- |
2,5 - 3,0 |
0,3 - 0,5 |
150 - 200 |
6 - 8 |
12 - 15 |
2 - 5 |
|
2 и последующие |
3,0 - 4,0 |
3,0 - 4,0 |
- |
- |
150 - 200 |
- |
12 - 15 |
2 - 5 |
|
|
Примечание. Второй и последующие проходы выполняются безимпульсной сваркой. |
|||||||||
Таблица П2.5. Полуавтоматическая сварка в смеси защитных газов (аргона и углекислого газа) плавящимся электродом трубных деталей из сталей аустенитного класса с и-образной разделкой кромок
|
Диаметр проволоки, мм |
Напряжение на дуге, В |
Сила тока, А |
Номер прохода |
Расход газов в горелку, л/мин |
|
|
аргона |
углекислого газа |
||||
|
1,0; 1,2; 1,6 |
15 - 17 |
120 - 160 |
Второй и последующие |
12 - 14 |
2 - 4 |
|
Примечание. Первый проход следует выполнять аргонодуговым способом неплавящимся электродом по режимам, указанным в табл. П2.4. |
|||||
Таблица П2.6. Электрошлаковая сварка
|
Характеристика |
Единица измерения |
Класс стали свариваемых деталей |
|||
|
Перлитный |
Аустенитный |
||||
|
Электродная проволока |
Плавящийся мундштук |
Электродная проволока |
Плавящийся мундштук |
||
|
1 |
2 |
3 |
4 |
5 |
6 |
|
Номинальная толщина деталей в месте сварки |
мм |
30 - 500 |
Свыше 100 |
30 - 500 |
Свыше 100 |
|
Зазор между кромками свариваемых деталей |
мм |
Согласно Приложению 3 |
35 ± 5 |
Согласно Приложению 3 |
35 ± 5 |
|
Диаметр электродных проволок |
мм |
3 - 5 |
3 - 5 |
3 - 5 |
3 - 5 |
|
Число электродных проволок (мундштуков) |
|
1 - 3 |
1 на 50 - 70 мм толщины |
1 - 3 |
1 на 50 - 70 мм толщины |
|
Скорость поперечных колебаний электродов |
мм/с |
9 - 10 |
- |
9 - 10 |
- |
|
Время выдержки электродов в крайних положениях |
с |
4 - 5 |
- |
4 - 5 |
- |
|
Сухой вылет электрода |
мм |
50 - 70 |
- |
40-50 |
- |
|
Толщина пластины плавящегося электрода |
мм |
- |
8 - 15 |
- |
8 - 15 |
|
Сила тока на одну электродную проволоку |
А |
До 700 |
До 700 |
До 450 |
До 400 |
|
Напряжение на шлаковой ванне |
В |
42 - 46 |
36 - 42 |
34 - 36 |
30 - 32 |
|
Скорость сварки металла толщиной S, не более |
мм/с |
98/(300 + S) |
98/(300 + S) |
98/(300 + S) |
98/(300 + S) |
|
Глубина шлаковой ванны |
мм |
50 - 70 |
40 - 60 |
40 - 50 |
30 - 40 |
|
Температура охлаждающей воды, не более |
°С |
60 |
60 |
60 |
60 |
Таблица П2.7. Автоматическая сварка в узкую разделку под флюсом сталей перлитного класса (типы сварных соединений 1-33, 1-34, 1-35, 1-36)
|
Диаметр проволоки, мм |
Сила тока, А |
Напряжение на дуге, В |
Скорость сварки, м/ч |
|
3 4 |
400 - 500 450 - 550 |
32 - 36 34 - 38 |
22 - 28 22 - 28 |
|
Примечание. Применение электродной проволоки диаметром 3 мм является предпочтительным. |
|||
Таблица П2.8. Автоматическая аргонодуговая импульсная сварка неплавящимся электродом при выполнении корневого валика шва неповоротных стыковых сварных соединений типов 1-21, 1-25-1, 1-25-6 на трубах из сталей аустенитного класса автоматами ОДА, ГСМ и АТ
|
Номинальный диаметр свариваемых труб, мм |
Номинальная толщина стенки труб или толщина притупления, мм |
Время горения дуги до начала перемещения электрода, с |
Расстояние между электродом и изделием (установочное), мм |
Сила тока в импульсе, А |
Сила тока в паузе, А |
Продолжительность импульса, с |
Продолжительность паузы, с |
Длина шага перемещения электрода, мм |
Скорость сварки, мм/с |
|
14 - 38 |
1 |
0,5 |
0,8 - 1,2 |
80 - 85 |
6 - 8 |
0,10 - 0,15 |
0,15 - 0,25 |
Перемещение электрода непрерывное |
4,4 - 5,0 |
|
1,5 |
1,5 |
90 - 95 |
0,10 - 0,15 |
0,15 - 0,25 |
3,1 - 3,3 |
||||
|
2 |
1,8 |
105 - 110 |
0,20 - 0,25 |
0,25 - 0,30 |
2,8 - 3,3 |
||||
|
2,5 |
2,0 |
120 - 125 |
0,50 - 0,60 |
0,40 - 0,50 |
2,2 - 2,5 |
||||
|
3 |
2,5 |
140 - 145 |
0,60 - 0,70 |
0,70 - 0,80 |
1,9 - 2,2 |
||||
|
3,5 |
3,0 |
155 - 165 |
0,75 - 0,90 |
0,70 - 0,80 |
1,4 - 1,9 |
||||
|
57 - 159 |
3 |
3,0 - 4,0 |
100 - 120 |
25 |
0,60 - 0,65 |
0,50 - 0,60 |
2 - 2,4 |
Перемещение электрода шаговое |
|
|
3,5 |
3,0 |
1,0 - 1,5 |
120 - 130 |
0,60 - 0,65 |
0,50 - 0,60 |
||||
|
4 |
3,0 |
|
140 - 155 |
0,75 - 0,90 |
0,55 - 0,65 |
||||
|
4,5 |
4,0 |
|
150 - 165 |
0,75-0,90 |
0,55 - 0,65 |
||||
Таблица П2.9. Автоматическая аргонодуговая сварка неплавящимся электродом при выполнении неповоротных стыковых сварных соединений типа 1-25-1 на трубах из сталей аустенитного класса автоматами АДГ-201УХЛ4 и «Комета»
|
Номинальный диаметр свариваемых труб, мм |
Номинальная толщина стенки труб, мм |
Номер валика |
Расстояние между электродом и изделием (установочное), мм |
Диаметр присадочной проволоки, мм |
Сила тока, А |
Напряжение на дуге, В |
Скорость сварки, мм/с |
Скорость подачи проволоки, мм/с |
Частота колебаний электрода, 1/мин |
|
57 - 76 |
4 - 4,5 |
1 2 |
1 - 1,2 1,8 - 2,5 |
- 1,2 |
100 - 115 110 - 120 |
9 - 11 11 - 13 |
1,7 - 2,1 1,9 - 2,2 |
- 5,0 - 6,1 |
- 60 - 70 |
|
57 - 108 |
5 - 6 |
1 2 - 3 |
1 - 1,5 1,8 - 2,5 |
- 1,2 - 1,6 |
110 - 120 120 - 130 |
9 - 11 11 - 13 |
1,8 - 2,1 1,7 - 1,9 |
- 4,2 - 5,6 |
- 60 - 70 |
|
7 - 9 |
1 2 - 4 |
1 - 1,5 2 - 3 |
- 1,6 |
115 - 125 130 - 145 |
9 - 11 11 - 14 |
1,8 - 2,1 1,7 - 1,9 |
- 5,0 - 6,1 |
- 50 - 60 |
|
|
133 - 159 |
6 - 7 |
1 2 - 4 |
1 - 1,5 1,8 - 2,5 |
- 1,2 - 1,6 |
115 - 125 125 - 140 |
9 - 11 11 - 13 |
1,5 - 1,8 1,5 - 1,9 |
- 4,2 - 4,7 |
- 60 - 70 |
|
8 - 10 |
1 2 - 6 |
1 - 1,5 1,8 - 3,0 |
- 1,6 |
120 - 130 145 - 160 |
9 - 11 11 - 14 |
1,7 - 1,9 1,7 - 1,9 |
- 4,4 - 5,6 |
- 50 - 60 |
|
|
14 - 17 |
1 2 - 9 |
1 - 1,5 2 - 3 |
- 1,6 |
140 - 160 70 - 186 |
9 - 11 11 - 14 |
1,7 - 1,9 1,9 - 2,2 |
- 5,6 - 6,9 |
- 40 - 50 |
Таблица П2.10. Автоматическая аргонодуговая сварка неплавящимся электродом методом автоопрессовки при выполнении неповоротных стыков сварных соединений 1-21 типа 1-21 на трубах из сталей аустенитного класса безприсадочной проволоки (кроме корневого валика, выполняемого по режимам, приведенным в табл. 9)
|
Номинальный диаметр свариваемых труб, мм |
Номинальная толщина стенки труб, мм |
Расстояние между электродом и изделием (установочное), мм |
Сила тока, А |
Напряжение на дуге, В |
Скорость сварки, мм/с |
Число проходов дуги |
|
14 - 25 |
2 |
1,2 - 2 |
60 - 70 |
10 - 12 |
2,5 - 2,8 |
3 - 6 |
|
2,5 |
60 - 70 |
2,5 - 2,8 |
||||
|
3 |
70 - 80 |
2,5 - 2,8 |
||||
|
32 - 38 |
2,5 |
1,5 - 2,5 |
60 - 75 |
9,5 - 11 |
2,5 - 2,8 |
3 - 6 |
|
3 |
75 - 90 |
2,8 - 3,1 |
||||
|
3,5 |
85 - 100 |
2,8 - 3,1 |
||||
|
3 |
–75-90 |
|||||
|
57 - 108 |
3,5 |
1,5 - 2,5 |
80 - 95 |
9 - 10,5 |
2,8 - 3,1 |
2 - 6 |
|
4 |
80 - 95 |
|||||
|
4,5 |
80 - 100 |
Таблица П2.11. Автоматическая аргонодуговая сварка неплавящимся электродом методом последовательного проплавления при выполнении неповоротных стыковых сварных соединений типа 1-21 на трубах из сталей аустенитного класса без присадочной проволоки автоматами ОДА, АТ, ГСМ
|
Номинальный диаметр свариваемых труб, мм |
Номинальная толщина стенки труб, мм |
Расстояние между электродом и изделием (установочное), мм |
Сила тока, А |
Напряжение на дуге, В |
Скорость сварки, мм/с |
Число непрерывных проходов дуги |
|
14 |
2 |
|
85 - 95 |
|
15,3 - 17,0 |
3 |
|
18 |
2,5 |
90 - 105 |
|
13,9 - 15,3 |
4 |
|
|
25 |
2 |
90 - 100 |
|
12,5 - 13,9 |
3 |
|
|
32 |
3 |
105 - 115 |
8 - 10 |
6,9 - 8,3 |
3 |
|
|
32 |
3,5 |
0,8 - 1,2 |
105 - 115 |
|
5,6 - 6,9 |
3 |
|
38 |
3 |
|
115 - 120 |
|
6,9 - 8,3 |
3 |
|
38 |
3,5 |
110 - 120 |
|
5,6 - 6,9 |
4 |
Таблица П2.12. Автоматическая аргонодуговая сварка неплавящимся электродом при выполнении неповоротных стыковых сварных соединений типов 1-25-1, 1-25-6 на трубах из сталей аустенитного класса с номинальным наружным диаметром от 219 до 560 мм с толщиной стенки от 10 до 40 мм автоматом АДГ-301УХЛ4
|
Номер валика (слоя) шва |
Диаметр присадочной проволоки, мм |
Сила тока, А |
Напряжение на дуге, В |
Скорость сварки, мм/с |
Скорость подачи проволоки, мм/с |
Скорость колебания электрода, мм/с |
Время задержки электрода у кромки, с |
|
|
базового |
в импульсе у кромки |
|||||||
|
1 |
- |
145 - 160 |
145 - 160 |
8 - 9 |
1,7 - 1,8 |
- |
- |
- |
|
2 |
1,2 |
125 - 145 |
150 - 160 |
9 - 10 |
0,8 - 1,0 |
3,6 - 4,2 |
2,5 - 3 |
1 - 1,4 |
|
3 |
1,6 - 2,0 |
155 - 170 |
180 - 190 |
9 - 10 |
0,8 - 0,9 |
5,6 - 6,9 |
2,5 - 2,8 |
0,8 - 1,1 |
|
4 и последующие (кроме двух последних слоев) |
1,6 - 2,0 |
170 - 220 |
200 - 240 |
9,5 - 11 |
0,7 - 0,8 |
6,1 - 8,9 |
2,5 - 2,8 |
0,8 - 1,1 |
|
Предпоследний слой |
1,6 - 2,0 |
160 - 200 |
190 - 220 |
9 - 10 |
0,6 - 0,7 |
4,2 - 6,9 |
2,5 - 2,8 |
0,7 - 1 |
|
Последний слой |
1,6 - 2,0 |
160 - 200 |
160 - 200 |
9 - 10 |
0,6 - 0,7 |
3,3 - 4,7 |
3,0 - 3,5 |
0,2 - 0,5 |
Таблица П2.13. Автоматическая аргонодуговая сварка неплавящимся электродом при выполнении неповоротных стыковых сварных соединений типа 1-25-2 на трубах из сталей перлитного класса с номинальным наружным диаметром от 219 до 990 мм с толщиной стенки от 10 до 65 мм автоматом АДГ-301УХЛ4
|
Номер валика (слоя) шва |
Диаметр присадочной проволоки, мм |
Сила тока, А |
Напряжение на дуге, В |
Скорость сварки, мм/с |
Скорость подачи проволоки, мм/с |
Скорость колебания электрода, мм/с |
Время задержки электрода у кромки, с |
|
|
базового |
в импульсе у кромки |
|||||||
|
1 |
- |
150 - 160 |
150 - 160 |
9 - 10 |
0,7 - 0,8 |
- |
- |
- |
|
2 |
1,2 |
180 - 190 |
200 - 210 |
9 - 10 |
0,7 - 0,8 |
5,0 - 6,9 |
2,5 |
0,7 - 0,9 |
|
3 |
1,6 - 2,0 |
200 - 220 |
220 - 240 |
10 - 11 |
0,6 - 0,7 |
4,2 - 5,6 |
2,5 |
0,9 - 1,1 |
|
4 и последующие (кроме двух последних слоев) |
1,6 - 2,0 |
210 - 230 |
240 - 260 |
10 - 11 |
0,6 - 0,7 |
5,0 - 8,3 |
2,5 |
0,9 - 1,1 |
|
Предпоследний слой |
1,6 - 2,0 |
200 - 210 |
220 - 240 |
10 - 11 |
0,6 - 0,7 |
5,0 - 6,4 |
3,0 |
0,8 - 1,0 |
|
Последний слой |
1,6 - 2,0 |
190 - 210 |
190 - 210 |
9 - 10,5 |
0,6 - 0,7 |
4,2 - 5,6 |
3,0 |
0,7 - 0,9 |
Таблица П2.14. Наплавка антикоррозионного покрытия ленточными электродами
|
Марка ленты |
Сечение ленты, мм |
Параметры режима наплавки |
|||
|
Сила тока, А |
Напряжение на дуге, В |
Скорость наплавки, мм/с |
|||
|
Флюс ОФ-10 |
Флюс ФЦ-18 |
||||
|
Св-07Х25Н13 |
0,7 ´ 50 |
600 - 650 |
32 - 36 |
32 - 36 |
2,2 - 2,8 |
|
0,5 ´ 50 |
550 - 600 |
32 - 36 |
32 - 36 |
2,0 - 2,5 |
|
|
2(0,7 ´ 50)* |
1100 - 1200 |
38 - 40 |
32 - 36 |
5,0 - 6,0 |
|
|
2(0,5 ´ 50)* |
900 - 1000 |
38 - 40 |
32 - 36 |
4,2 - 4,5 |
|
|
Св-04Х20Н10Г2Б |
0,7 ´ 50 |
650 - 700 |
32 - 36 |
32 - 36 |
2,2 - 2,8 |
|
(Св-08Х19Н10Г2Б) |
0,5 ´ 50 |
600 - 650 |
32 - 36 |
32 - 36 |
2,0 - 2,5 |
|
2(0,7 ´ 50)* |
1100 - 1200 |
38 - 40 |
32 - 36 |
5,0 - 6,0 |
|
|
Нп-03Х22Н11Г2Б |
2(0,7 ´ 50)* |
1150 - 1250 |
38 - 40 |
32 - 36 |
4,2 - 5,0 |
|
2(0,5 ´ 50)* |
950 - 1050 |
38 - 40 |
32 - 36 |
3,6 - 4,2 |
|
|
Св-03Х15Н35Г7М6Б |
0,7 ´ 50 |
650 - 750 |
32 - 36 |
- |
4,2 - 5,5 |
|
* Наплавка двумя ленточными электродами с расстоянием между ними 10 - 14 мм. |
|||||
Приложение 3
(рекомендуемое)
ОСНОВНЫЕ ТИПЫ СВАРНЫХ СОЕДИНЕНИЙ
В тексте приложения 3 используются следующие условные обозначения.
Для типов сварных соединений: 1 - стыковые, 2 - угловые, 3 -тавровые, 4 - торцевые.
Для способов сварки: 10 - автоматическая сварка под флюсом; 11 - автоматическая сварка под флюсом с предварительной подваркой корня шва ручной дуговой сваркой покрытыми электродами; 12 - автоматическая сварка под флюсом на стальной подкладке; 20 - электрошлаковая сварка; 30 - ручная дуговая сварка покрытыми электродами; 31 - ручная дуговая сварка покрытыми электродами с подваркой корня шва; 32 - ручная дуговая сварка покрытыми электродами на стальной подкладке; 40 - комбинированная сварка (корневая часть шва выполняется аргонодуговой сваркой); 42 - комбинированная сварка на стальной подкладке (корневая часть шва выполняется аргонодуговой сваркой); 51 - аргонодуговая сварка неплавящимся электродом без присадочного металла; 52 - аргонодуговая сварка неплавящимся электродом с присадочным металлом; 53 - аргонодуговая сварка плавящимся электродом.
В табл. П3.1 - П3.65 указаны два обозначения сварного соединения: основное и приведенное в скобках. Для конструкторской документации, предназначенной для использования в России, допускается применять условное обозначение, приведенное в скобках.
(Измененная редакция, Изм. № 1).
Таблица П3.1
|
Условное обозначение сварного соединения |
Конструкционные элементы |
Способ сварки |
S = S1, мм |
в, мм |
е = е1, мм |
g = g1, мм |
||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
|||
|
1-01 (С-1) |
|
|
53 |
3 4 |
0 |
±0,5 ±0,8 |
8 10 |
±3 |
1,5 |
±1,5 |
|
|
5 |
|
|
12 |
|
|
|
|||
|
10 |
6 7 8 9 |
0 |
±1,0 |
16 |
±4 |
2,0 |
±1,5 |
|||
|
|
10 12 14 |
20 |
||||||||
|
|
16 |
22 |
±5 |
|
|
|||||

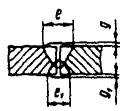
Таблица П3.2
|
Условное обозначение сварного соединения |
Конструкционные элементы |
Способ сварки |
S = S1, мм |
e = e1, мм |
g = g1, мм |
|||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
|||
|
1-01-1 (C-1-1) |
|
|
|
3 |
6 |
±1 |
1,0 |
±0,5 |
|
4 |
7 |
|||||||
|
51 |
5 |
8 |
1,5 |
|||||
|
52 |
6 |
|
||||||
|
40 |
8 |
10 |
||||||
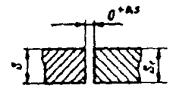
Таблица П3.3
|
Условное обозначение сварного соединения |
Конструкционные элементы |
Способ сварки |
S = S1, мм |
е, мм |
g, мм |
|||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
|||
|
1-01-2 (С-1-2) |
|
|
10 |
3 |
10 |
±2 |
1,5 |
±1 |
|
4 |
14 |
2,0 |
||||||
|
5 |
16 |
|||||||
|
6 |
18 |
±3 |
||||||
|
8 |
20 |
|||||||

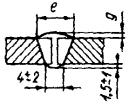
Таблица П3.4
|
Условное обозначение сварного соединения |
Конструкционные элементы |
Способ сварки |
S = S1, мм |
е, мм |
g, мм |
|||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
|||
|
1-02 (С-2) |
|
|
10 |
14 |
15 |
±4 |
2,0 |
±1,5 |
|
16 |
17 |
|||||||
|
18 |
20 |
|||||||
|
20 |
22 |
±5 |
2,5 |
+2,0 -1,5 |
||||
|
22 |
25 |
|||||||
|
25 |
29 |
|||||||
|
28 |
32 |
±6 |
2,5 |
+2,0 -1,5 |
||||
|
30 |
35 |
|||||||
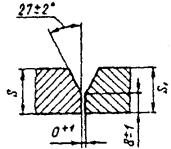
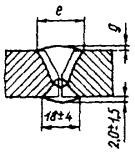
Таблица П3.5
|
Условное обозначение сварного соединения |
Конструкционные элементы |
Способ сварки |
S = S1, мм |
е, мм |
g, мм |
|||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
|||
|
1-02-1 (С-2-1) |
|
|
10 |
14 |
17 |
±4 |
2,0 |
±1,5 |
|
16 |
20 |
|||||||
|
18 |
22 |
±5 |
2,5 |
+2,0 -1,5 |
||||
|
20 |
25 |
|||||||
|
22 |
28 |
|||||||
|
25 |
30 |
|||||||
|
28 |
35 |
±6 |
2,5 |
+2,5 -1,5 |
||||
|
30 |
37 |
|||||||
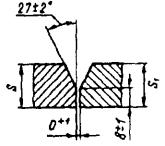

Таблица П3.6
|
Условное обозначение сварного соединения |
Конструкционные элементы |
Способ сварки |
S = S1, мм |
е, мм |
g, мм |
|||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
|||
|
1-03 (С-3) |
|
|
11 30 40 52 |
14 |
25 |
±5 |
2,5 |
+2,0 -1,5 |
|
16 |
27 |
|||||||
|
18 |
30 |
|||||||
|
20 |
33 |
±6 |
2,5 |
+2,5 -1,5 |
||||
|
22 |
35 |
|||||||
|
25 |
40 |
|||||||
|
28 |
45 |
±8 |
3,0 |
+2,5 -2,0 |
||||
|
30 |
47 |
|||||||
|
32 |
50 |
|||||||
|
36 |
54 |
|||||||
|
40 |
60 |
|||||||


Таблица П3.7
|
Условное обозначение сварного соединения |
Конструкционные элементы |
Способ сварки |
S = S1, мм |
е = е1, мм |
g = g1, мм |
|||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
|||
|
1-03 (С-3) |
|
|
10 |
20 |
15 |
±4 |
2,0 |
±1,5 |
|
22 |
17 |
|||||||
|
25 |
19 |
|||||||
|
28 |
21 |
±5 |
2,5 |
+2,0 -1,5 |
||||
|
32 |
23 |
|||||||
|
36 |
26 |
|||||||
|
40 |
28 |
|||||||
|
45 |
32 |
±6 |
2,5 |
+2,0 -1,5 |
||||
|
50 |
35 |
|||||||
|
55 |
38 |
|||||||
|
60 |
43 |
±8 |
3 |
+2,5 -2,0 |
||||
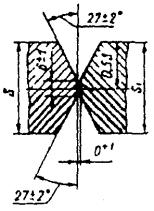

Таблица П3.8
|
Условное обозначение сварного соединения |
Конструкционные элементы |
Способ сварки |
S = S1, мм |
е, мм |
g, мм |
|||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
|||
|
1-05 (С-5) |
|
|
10 |
30 |
34 |
±6 |
2,5 |
+2,5 -1,5 |
|
32 |
35 |
|||||||
|
34 |
36 |
|||||||
|
36 |
37 |
|||||||
|
38 |
38 |
|||||||
|
40 |
39 |
|||||||
|
42 |
42 |
±8 |
3,0 |
+2,5 -2,0 |
||||
|
45 |
44 |
|||||||
|
50 |
47 |
|||||||
|
55 |
50 |
|||||||
|
60 |
53 |
|||||||
|
65 |
56 |
|||||||
|
70 |
59 |
|||||||
|
75 |
63 |
±10 |
3,5 |
±2,5 |
||||
|
80 |
66 |
|||||||
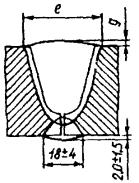
Таблица П3.9
|
Условное обозначение сварного соединения |
Конструкционные элементы |
Способ сварки |
S = S1, мм |
е, мм |
g, мм |
|||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
|||
|
1-05-1 (С-5-1) |
Для сварных соединений деталей из сталей аустенитного класса |
30 |
30 |
35 |
±6 |
2,5 |
+2,5 -1,5 |
|
|
32 |
36 |
|||||||
|
34 |
37 |
|||||||
|
36 |
38 |
|||||||
|
38 |
39 |
|||||||
|
40 |
42 |
±8 |
3,0 |
+2,5 -2,0 |
||||
|
42 |
44 |
|||||||
|
45 |
47 |
|||||||
|
50 |
49 |
|||||||
|
55 |
52 |
|||||||
|
60 |
54 |
|||||||
|
65 |
58 |
|||||||
|
70 |
61 |
|||||||
|
75 80 |
65 68 |
±10 |
3,5 |
±2,5 |
||||
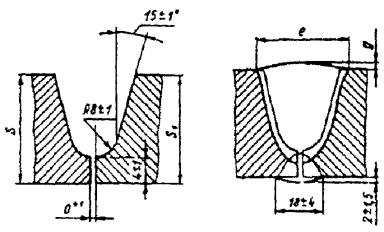
Таблица П3.10
|
Условное обозначение сварного соединения |
Конструкционные элементы |
Способ сварки |
S = S1, мм |
е, мм |
g, мм |
|||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
|||
|
1-06 (С-6) |
|
|
10 |
50 |
34 |
±6 |
2,5 |
+2,5 |
|
55 |
35 |
|||||||
|
60 |
37 |
|||||||
|
65 |
38 |
|||||||
|
70 |
40 |
|||||||
|
75 |
43 |
±8 |
3,0 |
+2,5 |
||||
|
80 |
44 |
|||||||
|
90 |
47 |
|||||||
|
100 |
50 |
|||||||
|
110 |
53 |
|||||||
|
120 |
56 |
|||||||
|
130 |
59 |
|||||||
|
140 |
64 |
±10 |
3,5 |
±2,5 |
||||
|
150 |
67 |
|||||||
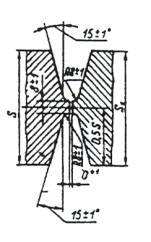
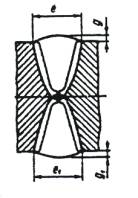
Таблица П3.11
|
Условное обозначение сварного соединения |
Конструкционные элементы |
Способ сварки |
S = S1, мм |
е = е1, мм |
g = g1, мм |
|||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
|||
|
1-06-1 (С-6-1) |
|
|
10 |
50 |
35 |
±6 |
2,5 |
+2,5 -1,5 |
|
55 |
37 |
|||||||
|
60 |
38 |
|||||||
|
65 |
40 |
|||||||
|
70 |
43 |
|||||||
|
75 |
44 |
±8 |
3,0 |
+2,5 -2,0 |
||||
|
80 |
47 |
|||||||
|
90 |
50 |
|||||||
|
100 |
53 |
|||||||
|
110 |
56 |
|||||||
|
120 |
59 |
|||||||
|
130 |
64 |
|||||||
|
140 |
67 |
±10 |
3,5 |
±2,5 |
||||
|
Для сварных соединений деталей из сталей аустенитного класса |
150 |
70 |
||||||

Таблица П3.12
|
Условное обозначение сварного соединения |
Конструкционные элементы |
Способ сварки |
S = S1, мм |
е = е1, мм |
g = g1, мм |
|||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
|||
|
1-06-2 (С-6-2) |
|
|
30 |
50 |
35 |
±6 |
2,5 |
+2,5 -1,5 |
|
55 |
37 |
|||||||
|
60 |
38 |
|||||||
|
65 |
40 |
|||||||
|
70 |
43 |
|||||||
|
75 |
44 |
±8 |
3,0 |
+2,5 -2,0 |
||||
|
80 |
47 |
|||||||
|
90 |
50 |
|||||||
|
100 |
53 |
|||||||
|
110 |
56 |
|||||||
|
120 |
59 |
|||||||
|
130 |
64 |
|||||||
|
140 |
67 |
±10 |
3,5 |
±2,5 |
||||
|
150 |
70 |
|||||||
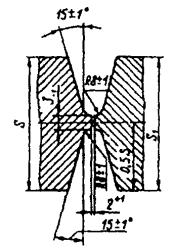

Таблица П3.13
|
Условное обозначение сварного соединения |
Конструкционные элементы |
Способ сварки |
S = S1, мм |
h, мм |
в, мм |
е1, мм |
g1, мм |
|||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
|||
|
1-07 (С-7) |
|
|
10 |
100 |
15 |
±0,1h |
85 |
±12 |
30 |
±5 |
2,5 |
+2,0 -1,5 |
|
120 |
20 |
90 |
34 |
±6 |
2,5 |
+2,5 -1,5 |
||||||
|
140 |
25 |
96 |
36 |
|||||||||
|
160 |
30 |
102 |
39 |
|||||||||
|
180 |
35 |
108 |
44 |
±8 |
3,0 |
+2,5 -2,0 |
||||||
|
200 |
40 |
114 |
47 |
|||||||||
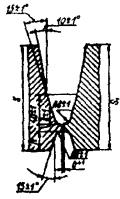
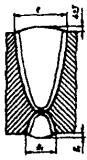
Таблица П3.14
|
Условное обозначение сварного соединения |
Конструкционные элементы |
Способ сварки |
S = S1, мм |
h, мм |
е, мм |
е1, мм |
||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
|||
|
1-07 (С-7) |
|
|
10 |
180 |
40 |
±0,1h |
82 |
±12 |
48 |
±8 |
|
200 |
45 |
88 |
50 |
|||||||
|
220 |
50 |
92 |
52 |
|||||||
|
240 |
55 |
97 |
54 |
|||||||
|
260 |
60 |
102 |
56 |
|||||||
|
280 |
65 |
107 |
58 |
|||||||
|
300 |
70 |
112 |
60 |
|||||||
|
350 |
80 |
120 |
64 |
|||||||

Таблица П3.15
|
Условное обозначение сварного соединения |
Конструкционные элементы |
Способ сварки |
S = S1, мм |
е, мм |
g, мм |
||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
||||
|
1-09 (С-9) |
Зазор между «усом» и свариваемой деталью не должен превышать 2 мм Вариант с подкладным кольцом или планкой
|
|
30 |
48 |
±8 |
3,0 |
+2,5 -2,0 |
||
|
35 |
53 |
||||||||
|
10 30 |
40 |
58 |
|||||||
|
|
45 |
64 |
±10 |
3,5 |
±2,5 |
||||
|
50 |
69 |
||||||||
|
55 |
74 |
||||||||
|
60 |
78 |
||||||||
|
65 |
85 |
±12 |
4,0 |
±3,0 |
|||||
|
70 |
89 |
||||||||
|
75 |
93 |
||||||||
|
80 |
97 |
||||||||

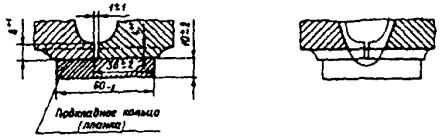
Таблица П3.16
|
Условное обозначение сварного соединения |
Конструкционные элементы |
Способ сварки |
S = S1, мм |
е, мм |
g мм |
|||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
|||
|
1-10 (С-10) |
|
|
|
60 |
64 |
±10 |
3,5 |
+2,5 -2,0 |
|
70 |
68 |
|||||||
|
80 |
74 |
|
|
|
||||
|
90 |
78 |
|||||||
|
Вариант с подкладным кольцом или планкой |
100 |
82 |
||||||
|
|
|
10 |
120 |
89 |
±12 |
4,0 |
±3,0 |
|
|
30 |
140 |
97 |
||||||
|
|
160 |
105 |
|
|
|
|||
|
180 |
113 |
|||||||
|
200 |
120 |
|||||||


Таблица П3.17
|
Условное обозначение сварного соединения |
Конструкционные элементы |
Способ сварки |
S = S1, мм |
е = е1, мм |
g = g1, мм |
|||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
|||
|
1-11 (С-11) |
|
|
|
14 |
15 |
±4 |
2,0 |
±1,5 |
|
16 |
16 |
|||||||
|
18 |
17 |
|||||||
|
20 |
18 |
|||||||
|
22 |
20 |
|||||||
|
25 |
22 |
±5 |
2,5 |
+2,0 -1,5 |
||||
|
28 |
24 |
|||||||
|
11 |
30 |
25 |
||||||
|
30 |
32 |
27 |
||||||
|
40 |
36 |
29 |
||||||
|
52 |
40 |
32 |
±6 |
2,5 |
+2,5 -1,5 |
|||
|
|
45 |
35 |
||||||
|
50 |
38 |
|||||||
|
55 |
43 |
±8 |
3,0 |
+2,5 -2,0 |
||||
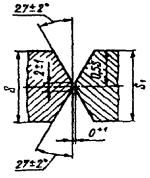

Таблица П3.18
|
Условное обозначение сварного соединения |
Конструкционные элементы |
Способ сварки |
S = S1, мм |
R, мм |
е, мм |
g, мм |
||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
|||
|
1-12 (С-12) |
|
|
11 30 40 |
30 |
|
±1 |
32 |
±6 |
2,5 |
+2,5 -1,5 |
|
35 |
|
35 |
||||||||
|
40 |
6 |
38 |
||||||||
|
45 |
|
43 |
±8 |
3,0 |
+2,5 -2,0 |
|||||
|
50 |
|
46 |
||||||||
|
55 |
8 |
53 |
||||||||
|
60 |
|
56 |
||||||||


Таблица П3.19
|
Условное обозначение сварного соединения |
Конструкционные элементы |
Способ сварки |
S = S1, мм |
е, мм |
g1, мм |
|||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
|||
|
1-13 (С-13) |
|
|
11 30 40 |
60 |
48 |
±8 |
3,0 |
+2,5 -2,0 |
|
65 |
50 |
|||||||
|
70 |
52 |
|||||||
|
75 |
54 |
|||||||
|
80 |
56 |
|||||||
|
90 |
60 |
|||||||
|
100 |
66 |
10 |
3,5 |
±2,5 |
||||
|
110 |
70 |
|||||||
|
120 |
74 |
|||||||
|
130 |
78 |
|||||||
|
140 |
82 |
±12 |
4,0 |
±3,0 |
||||

Таблица П3.20
|
Условное обозначение сварного соединения |
Конструкционные элементы |
Способ сварки |
S = S1, мм |
е, мм |
g, мм |
|||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
|||
|
1-14 (С-14) |
|
|
30 53 |
2 |
7 |
±2 |
1,5 |
±1,0 |
|
3 |
8 |
|
||||||
|
4 |
9 |
±3 |
||||||
|
1-15 (С-15) |
|
|
31 40 52 53 |
3 |
10 |
±3 |
2,0 |
+1,0 -1,5 |
|
4 |
11 |
|||||||
|
5 |
12 |
|||||||
|
6 |
15 |
±4 |
2,0 |
±1,5 |
||||
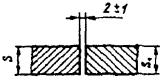
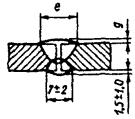
Таблица П3.21
|
Условное обозначение сварного соединения |
Конструкционные элементы |
Способ сварки |
S = S1, мм |
b, мм |
е, мм |
g, мм |
||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
|||
|
1-16 (С-17) |
|
|
31 40 52 |
5 |
2 |
±1 |
12 |
±3 |
2,0 |
+1,0 -1,5 |
|
7 |
15 |
±4 |
±1,5 |
|||||||
|
10 |
19 |
|||||||||
|
15 |
3 |
27 |
±5 |
2,5 |
+2,0 -1,5 |
|||||
|
20 |
34 |
±6 |
+2,0 -1,5 |
|||||||
|
25 |
42 |
±8 |
3,0 |
+2,5 -2,0 |
||||||
|
30 |
49 |
|||||||||
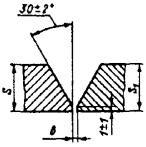

Таблица П3.22
|
Условное обозначение сварного соединения |
Конструкционные элементы |
Способ сварки |
S = S1, мм |
b, мм |
Sn, мм |
е, мм |
g, мм |
|||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
|||
|
1-17 (С-16) |
|
|
|
4 |
|
±0,1 |
|
+1 |
12 |
±3 |
2,0 |
+1,0 -1,5 ±1,5 |
|
6 |
2 |
15 |
|
|||||||||
|
32 |
8 |
4 |
|
18 |
±4 |
|||||||
|
|
10 |
|
22 |
±1,5 |
2,5 |
+2,0 -1,5 |
||||||
|
|
12 |
25 |
||||||||||
|
42 |
15 |
29 |
|
|
||||||||
|
53 |
18 |
34 |
±6 |
+2,5 -1,5 |
||||||||
|
|
20 |
36 |
||||||||||
|
25 |
5 |
3 |
45 |
±8 |
3,0 |
+2,5 -2,0 |
||||||
|
28 |
|
|
48 |
|||||||||
|
30 |
51 |
|||||||||||
|
36 |
57 |
|||||||||||
|
40 |
62 |
±10 |
3,5 |
±2,5 |
||||||||


Таблица П3.23
|
Условное обозначение сварного соединения |
Конструкционные элементы |
Способ сварки |
S = S1, мм |
е = е1, мм |
g = g1, мм |
|||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
|||
|
1-18 (С-18) |
|
|
|
14 |
16 |
|
|
|
|
16 |
17 |
|||||||
|
18 |
19 |
±4 |
2,0 |
±1,5 |
||||
|
20 |
20 |
|
|
|
||||
|
22 |
22 |
|||||||
|
25 |
24 |
|||||||
|
30 |
28 |
26 |
±5 |
+2,0 |
||||
|
40 |
30 |
27 |
|
-1,5 |
||||
|
|
32 |
28 |
2,5 |
|
||||
|
53 |
36 |
31 |
|
|||||
|
52 |
40 |
33 |
±6 |
+2,5 |
||||
|
|
45 |
37 |
-1,5 |
|||||
|
50 |
40 |
|
|
|||||
|
55 |
44 |
±8 |
3,0 |
+2,5 |
||||
|
60 |
48 |
-2,0 |
||||||
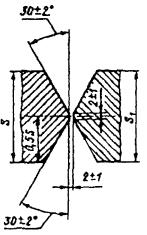

Таблица П3.24
|
Условное обозначение сварного соединения |
Конструкционные элементы |
Способ сварки |
S = S1, мм |
bp, мм |
R, мм |
е = е1, мм |
g = g1, мм |
|||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
|||
|
1-19 (С-19) |
|
|
20 |
20 - 34 |
22 |
±2 |
- |
±1 |
28 |
±4 |
2,5 |
±1,5 |
|
35 - 80 |
26 |
33 |
±5 |
3,0 |
±2,0 |
|||||||
|
81 - 500 |
30 |
38 |
±6 |
3,5 |
±2,5 |
|||||||
|
1-20 (С-20) |
|
|
20 |
20 - 34 |
22 |
10 |
28 |
±4 |
2,5 |
±1,5 |
||
|
35 - 80 |
26 |
12 |
33 |
±5 |
3,0 |
±2,0 |
||||||
|
81 - 500 |
30 |
14 |
38 |
±6 |
3,5 |
±2,5 |
||||||


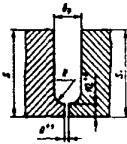

Таблица П3.25
|
Условное обозначение сварного соединения |
Конструкционные элементы |
Способ сварки |
S = S1, мм |
е, мм |
g, мм |
g1, мм |
||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
|||
|
1-21 (С-21) |
|
|
51 |
1,0 |
4 |
±2 |
1,0 |
+1,0 -0,5 |
0,5 |
+1,0 -0,5 |
|
52 |
1,5 |
|||||||||
|
|
2,0 |
5 |
||||||||
|
1-22 (С-22) |
|
|
53 |
2,0 |
7 |
±2 |
1,5 |
+1,0 -0,5 |
0,5 |
+1,0 -0,5 |
|
52 |
2,5 |
9 |
±3 |
2,0 |
+1,5 -1,0 |
|||||
|
40 |
3,0 |
10 |
||||||||
|
1-23 (С-23) |
|
|
53 |
3,0 |
7 |
±2 |
1,5 |
+1,5 -0,5 |
0,5 |
+1,0 -0,5 |
|
52 |
4,0 |
9 |
±3 |
2,0 |
+1,5 -1,0 |
|||||
|
40 |
5,0 |
11 |
|
|
||||||
|
|
6,0 |
12 |
1,0 |
±1,0 |
||||||
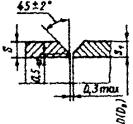
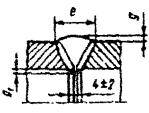
Таблица П3.26
|
Условное обозначение сварного соединения |
Конструкционные элементы |
Способ сварки |
S = S1, мм |
е, мм |
g, мм |
g1, мм |
b, мм |
||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Номинальное значение |
Предельное отклонение |
не более |
|||||
|
1-21-1 (С-21-1) |
|
|
|
0,3 |
3 |
+1 |
0,2 |
0,2 |
|
|
0,4 |
|||||||||
|
0,5 |
|||||||||
|
0,6 |
0,3 |
|
|||||||
|
51 |
0,8 |
0,4 |
0,25 |
0,1 |
|||||
|
|
1,0 |
4 |
+2 |
0,8 |
0,3 |
|
|||
|
52 |
1,5 |
1,0 |
0,4 |
0,2 |
|||||
|
|
2,0 |
|
0,5 |
|
|||||
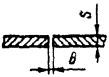
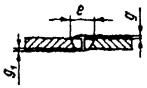
При толщине листа S = 1 ¸ 2 мм допускается применение присадочной проволоки d = 1 ¸ 2 мм.
Таблица П3.27
|
Условное обозначение сварного соединения |
Конструкционные элементы |
Способ сварки |
S = S1, мм |
е, мм |
g, мм |
|||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
|||
|
1-21-2 (С-39) |
|
|
51 52 |
1,5 |
4 |
±2 |
|
|
|
2,0 2,5 3,0 |
5 |
1,5 |
±1,0 |
|||||
|
3,5 4,0 4,5 |
6 |
±3 |
|
|
||||
|
5,0 6,0 7,0 |
7 |
|
|
|||||
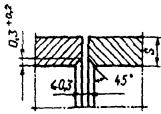
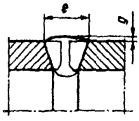
Таблица П3.28
|
Условное обозначение сварного соединения |
Конструкционные элементы |
Способ сварки |
S = S1, мм |
е, мм |
g, мм |
|||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
|||
|
1-21-1 (С-22-1) |
|
|
52 |
1,5 2,0 |
6 7 |
±2 |
1,0 |
±0,5 |
|
53 40 |
2,5 3,0 3,5 |
8 9 10 |
±3 |
|
|
|||
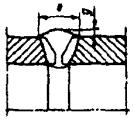
Таблица П3.29
|
Условное обозначение сварного соединения |
Конструкционные элементы |
Способ сварки |
S = S1, мм |
е, мм |
g, мм |
g1, мм |
||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
|||
|
1-24 (С-18) |
|
|
|
4 |
9 |
±3 |
2,0 |
+1,5 -1,0 |
0,5 |
+1,0 -0,5 |
|
5 |
10 |
|
|
|||||||
|
6 |
11 |
1,0 |
±1,0 |
|||||||
|
8 |
15 |
±4 |
+2,0 -1,0 |
|
|
|||||
|
53 |
10 |
17 |
||||||||
|
52 |
12 |
21 |
±5 |
2,5 |
+2,0 -1,5 |
|||||
|
40 |
14 |
23 |
1,0 |
+1,5 -1,0 |
||||||
|
|
16 |
26 |
||||||||
|
18 |
28 |
|||||||||
|
20 |
32 |
±6 |
+2,5 -1,5 |
|||||||
|
22 |
34 |
|||||||||
|
25 |
38 |
|||||||||
|
28 |
44 |
±8 |
3,0 |
+2,5 -2,0 |
||||||
|
30 |
46 |
|||||||||
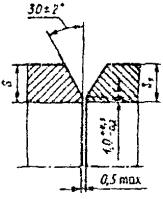

Таблица П3.30
|
Условное обозначение сварного соединения |
Конструкционные элементы |
Способ сварки |
S = S1, мм |
е, мм |
g, мм |
|||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
|||
|
1-21-2 (С-39) |
|
|
51 52 |
4 |
11 |
±3 |
1,5 |
+1,5 -1,0 |
|
5 |
12 |
|||||||
|
6 |
14 |
|||||||
|
8 |
16 |
±4 |
||||||
|
10 |
19 |
|||||||
|
12 |
22 |
±5 |
2,0 |
+2,0 -1,5 |
||||
|
14 |
24 |
|||||||
|
16 |
26 |
|||||||

Таблица П3.31
|
Условное обозначение сварного соединения |
Конструкционные элементы |
Способ сварки |
S = S1, мм |
е, мм |
g, мм |
g1, мм |
||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
|||
|
1-24-2 (С-24-2) |
|
|
|
4 |
10 |
±3 |
2,0 |
+1,5 -1,0 |
0,5 |
+1,0 -0,5 |
|
5 |
11 |
1,0 |
±1,0 |
|||||||
|
6 |
12 |
|||||||||
|
8 |
17 |
±4 |
+2,0 -1,0 |
|||||||
|
40 51 52 |
10 |
19 |
||||||||
|
12 |
24 |
±5 |
2,5 |
+2,0 -1,5 |
||||||
|
|
14 |
27 |
1,0 |
+1,5 -1,0 |
||||||
|
16 |
30 |
|||||||||
|
18 |
32 |
|||||||||
|
20 |
37 |
±6 |
+2,5 -1,5 |
|||||||
|
22 |
40 |
|||||||||
|
25 |
44 |
±8 |
3,0 |
+2,5 -2,0 |
||||||
|
28 |
51 |
|||||||||
|
30 |
53 |
|||||||||
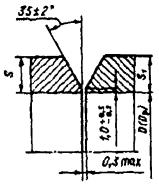
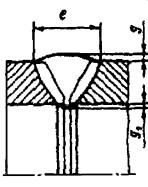
Таблица П3.32
|
Условное обозначение сварного соединения |
Конструкционные элементы |
Способ сварки |
S = S1, мм |
е, мм |
g, мм |
g1, мм |
||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
|||
|
1-25 (С-25) |
|
|
|
6 |
15 |
±4 |
2,0 |
+2,0 -1,0 |
1,0 |
±1,0 |
|
8 |
16 |
|||||||||
|
10 |
18 |
|||||||||
|
40 |
12 |
20 |
1,0 |
+1,5 -1,0 |
||||||
|
|
14 |
21 |
±5 |
2,5 |
+2,0 -1,5 |
|||||
|
52 |
16 |
22 |
||||||||
|
|
18 |
23 |
||||||||
|
20 |
24 |
|||||||||
|
22 |
26 |
|||||||||
|
25 |
28 |
|||||||||
|
28 |
30 |
|||||||||
|
30 |
32 |
±6 |
+2,5 -1,5 |
|||||||
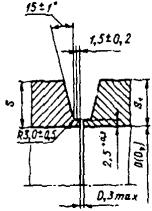
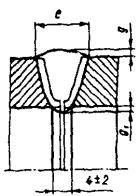
Таблица П3.33
|
Условное обозначение сварного соединения |
Конструкционные элементы |
Способ сварки |
S = S1, мм |
е, мм |
g, мм |
|||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
|||
|
1-25-1 (С-42) |
|
|
|
4 |
10 |
±3,0 |
1,0 |
+1,5 -0,5 |
|
5 |
11 |
|||||||
|
6 |
12 |
|||||||
|
40 52 |
8 |
13 |
±4,0 |
1,5 |
+1,5 -1,0 |
|||
|
10 |
14 |
|||||||
|
12 |
16 |
|||||||
|
16 |
18 |
|||||||
|
18 |
20 |
|||||||
|
20 |
23 |
|||||||
|
|
26 |
28 |
±5,0 |
2,0 |
+1,0 -1,5 |
|||
|
28 |
31 |
|||||||
|
30 |
33 |
|||||||
|
34 |
37 |
|||||||
|
36 |
40 |
|||||||
|
40 |
44 |
|||||||


Примечание - Допускается сварка корневого шва с расплавляемой вставкой по рис. 5. При этом номинальное значение размера «е» должно быть увеличено на 2 мм.
Таблица П3.34
|
Условное обозначение сварного соединения |
Конструкционные элементы |
Способ сварки |
S = S1, мм |
е, мм |
g, мм |
|||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
|||
|
1-25-2 (С-25-1) |
|
|
|
6 |
13 |
±4 |
2,0 |
+2,0 -1,5 |
|
8 |
14 |
|||||||
|
10 |
15 |
|||||||
|
12 |
18 |
|||||||
|
14 |
17 |
|||||||
|
16 |
19 |
|||||||
|
40 |
20 |
20 |
2,5 |
±2,0 |
||||
|
52 |
26 |
23 |
±5 |
|||||
|
28 |
24 |
|||||||
|
30 |
25 |
|||||||

Примечание. Допускается сварка корневого шва с расплавляемой вставкой по рис. 5. При этом номинальное значение размера «е» должно быть увеличено на 2 мм.
Таблица П3.35
|
Условное обозначение сварного соединения |
Конструкционные элементы |
Способ сварки |
S = S1, мм |
е, мм |
g, мм |
|||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
|||
|
1-25-3 (С-42-1) |
|
|
40 52 |
6 |
10 |
±3 |
1,0 |
+1,5 |
|
8 |
11 |
-0,5 |
||||||
|
10 |
12 |
|
|
+1,5 |
||||
|
12 |
14 |
±4 |
1,5 |
-1,0 |
||||
|
16 |
16 |
|
|
|
||||
|
18 |
18 |
|
|
|
||||
|
20 |
21 |
|
|
|
||||
|
26 |
26 |
±5 |
2,0 |
+1,0 -1,5 |
||||
|
28 |
29 |
|||||||
|
30 |
31 |
|||||||
|
34 |
35 |
|||||||
|
36 |
38 |
|||||||
|
40 |
42 |
|||||||

Таблица П3.36
|
Условное обозначение сварного соединения |
Конструкционные элементы |
Способ сварки |
S = S1, мм |
е, мм |
g, мм |
|||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
|||
|
1-25-4 (С-25-2) |
|
|
40 52 |
6 |
11 |
±4 |
2,0 |
+2,0 -1,5 |
|
8 |
12 |
|||||||
|
10 |
13 |
|||||||
|
12 |
14 |
|||||||
|
14 |
15 |
|||||||
|
16 |
17 |
2,5 |
±2,0 |
|||||
|
20 |
18 |
|||||||
|
26 |
22 |
±5 |
||||||
|
28 |
23 |
|||||||
|
30 |
24 |
|||||||

Таблица П3.37
|
Условное обозначение сварного соединения |
Конструкционные элементы |
Способ сварки |
S = S1, мм |
е, мм |
g, мм |
|||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
|||
|
1-25-5 (С-42-2) |
|
|
52 40 |
8 |
11 |
±3 |
|
±1,0 |
|
10 |
12 |
|||||||
|
12 |
13 |
|||||||
|
14 |
14 |
|||||||
|
16 |
15 |
|||||||
|
18 |
16 |
1,5 |
||||||
|
20 |
17 |
|
||||||
|
26 |
18 |
±4 |
||||||
|
30 |
19 |
|||||||
|
34 |
20 |
|||||||
|
40 |
21 |
|||||||

Таблица П3.38
|
Условное обозначение сварного соединения |
Конструкционные элементы |
Способ сварки |
S = S1, мм |
е, мм |
g, мм |
|||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
|||
|
1-25-6 (С-25-3) |
|
|
|
8 |
12 |
|
|
|
|
|
10 |
13 |
|
|
|
|||
|
|
12 |
14 |
|
|
|
|||
|
52 |
16 |
15 |
±3 |
|
|
|||
|
|
18 |
16 |
|
|
|
|||
|
40 |
20 |
17 |
|
1,5 |
±1,0 |
|||
|
|
26 |
19 |
|
|
|
|||
|
|
28 |
21 |
±4 |
|
|
|||


Таблица П3.39
|
Условное обозначение сварного соединения |
Конструкционные элементы |
Способ сварки |
S = S1, мм |
е, мм |
g, мм |
|||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
|||
|
1-25-7 (С-27) |
|
|
|
38 |
27 |
±5 |
2,5 |
+2,5 -2,0 |
|
40 |
28 |
|||||||
|
30 |
42 |
29 |
|
|
||||
|
40 |
45 |
30 |
+2,5 -3,0 |
|||||
|
|
50 |
31 |
3,5 |
|||||
|
55 |
33 |
|
||||||
|
60 |
35 |
|
||||||
|
65 |
37 |
|||||||
|
70 |
39 |
|||||||
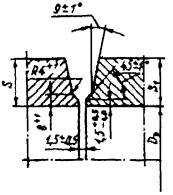
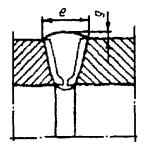
Таблица П3.40
|
Условное обозначение сварного соединения |
Конструкционные элементы |
Способ сварки |
S = S1, мм |
е, мм |
g, мм |
|||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
|||
|
1-25-8 (С-27-1) |
|
|
|
38 |
21 |
±5 |
2,5 |
+2,5 |
|
40 |
22 |
-2,0 |
||||||
|
42 |
23 |
|
|
|||||
|
45 |
24 |
|
|
|||||
|
52 |
50 |
26 |
3,5 |
+2,5 |
||||
|
40 |
55 |
27 |
|
-3,0 |
||||
|
|
60 |
28 |
|
|||||
|
65 |
29 |
|||||||
|
70 |
31 |
|||||||

Таблица П3.41
|
Условное обозначение сварного соединения |
Конструкционные элементы |
Способ сварки |
S = S1, мм |
b, мм |
е, мм |
g, мм |
g1, мм |
|||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
|||
|
1-25-9 (С-27-2) |
|
|
|
10 |
0 |
±0,3 |
15 |
+2 |
2 |
+2,0 -1,5 |
1 |
±1,0 |
|
11 |
15 |
17 |
||||||||||
|
|
20 |
19 |
||||||||||
|
25 |
21 |
+4 |
||||||||||
|
30 |
22 |
|||||||||||
|
35 |
24 |
|||||||||||
|
40 |
26 |
|||||||||||
|
|
10 |
1,5 |
±0,5 |
17 |
+2 |
|||||||
|
30 |
15 |
19 |
||||||||||
|
|
20 |
21 |
||||||||||
|
25 |
23 |
+4 |
||||||||||
|
40 |
30 |
24 |
||||||||||
|
|
35 |
26 |
||||||||||
|
40 |
28 |
|||||||||||
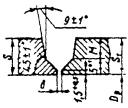
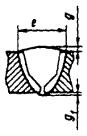
Таблица П3.42
|
Условное обозначение сварного соединения |
Конструкционные элементы |
Способ сварки |
S = S1, мм |
е, мм |
g, мм |
|||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
|||
|
1-26 (С-26) |
|
|
52 |
3,0 |
10 |
±3 |
2,0 |
+1,0 -1,5 |
|
42 |
3,5 |
11 |
||||||
|
32 |
4,0 |
12 |
||||||
|
|
4,5 |
13 |
±4 |
±1,5 |
||||
|
|
5,0 |
14 |
||||||


Таблица П3.43
|
Условное обозначение сварного соединения |
Конструкционные элементы |
Способ сварки |
S = S1, мм |
е, мм |
g, мм |
g1, мм |
||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
|||
|
1-27 (С-40) |
|
|
|
3,0 |
10 |
±3 |
2,0 |
+1,5 -1,0 |
0,5 |
+1,0 -0,5 |
|
52 |
3,5 |
11 |
||||||||
|
|
4,0 |
|||||||||
|
40 |
4,5 |
12 |
1,0 |
±1,0 |
||||||
|
|
5,0 |
14 |
±4,0 |
+2,0 -1,0 |
||||||
|
5,5 |
15 |
|||||||||
|
6,0 |
16 |
|||||||||
|
7,0 |
17 |
|||||||||

Таблица П3.44
|
Условное обозначение сварного соединения |
Конструкционные элементы |
Способ сварки |
S = S1, мм |
е, мм |
g, мм |
g1, мм |
||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
|||
|
1-28 (С-28) |
|
|
|
5,0 |
9 |
±3 |
2,0 |
+1,5 -1,0 |
1,0 |
±1,0 |
|
52 |
5,5 |
|||||||||
|
40 |
6,0 |
|||||||||
|
|
7,0 |
10 |
||||||||
|
|
8,0 |
|||||||||
|
|
9,0 |
11 |
||||||||
|
|
10,0 |
|||||||||


Таблица П3.45
|
Условное обозначение сварного соединения |
Конструкционные элементы |
Способ сварки |
S = S1, мм |
е, мм |
g, мм |
|||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
|||
|
1-28-1 (С-28-1) |
1 - стали перлитного класса (легированные до 6 мм); 2 - стали аустенитного класса |
30 |
2 |
7 |
+3 |
1,5 |
±0,5 |
|
|
3 |
8 |
|||||||
|
4 |
9 |
|||||||
|
5 |
10 |
|||||||
|
6 |
14 |
|||||||
|
8 |
18 |
|||||||
|
10 |
22 |
|||||||
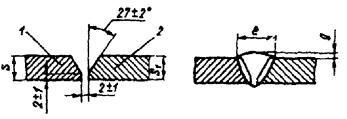
Таблица П3.46
|
Условное обозначение сварного соединения |
Конструкционные элементы |
Способ сварки |
S = S1, мм |
е, мм |
g, мм |
|||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
|||
|
1-29 (С-29) |
|
|
|
6 |
18 |
±4 |
2,0 |
±1,5 |
|
8 |
20 |
|||||||
|
10 |
22 |
±5 |
2,5 |
+2,0 -1,5 |
||||
|
53 |
12 |
24 |
||||||
|
42 |
14 |
25 |
||||||
|
|
16 |
26 |
||||||
|
32 |
18 |
28 |
||||||
|
|
20 |
29 |
||||||
|
22 |
30 |
|||||||
|
26 |
32 |
±6 |
+2,5 -1,5 |
|||||
|
28 |
34 |
|||||||
|
30 |
35 |
|||||||
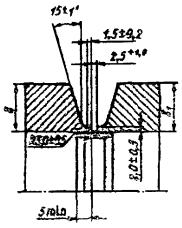

Таблица П3.47
|
Условное обозначение сварного соединения |
Конструкционные элементы |
Способ сварки |
S = S1, мм |
е, мм |
g, мм |
|||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
|||
|
1-29-1 (С-29-1) |
|
|
|
6 |
20 |
±4 |
2,0 |
±1,5 |
|
8 |
22 |
|||||||
|
32 |
10 |
24 |
±5 |
2,5 |
+2,0 -1,5 |
|||
|
42 |
12 |
26 |
||||||
|
|
14 |
27 |
||||||
|
16 |
28 |
|||||||
|
18 |
30 |
|||||||
|
20 |
31 |
|||||||
|
22 |
32 |
|||||||
|
25 |
34 |
±6 |
+2,5 -1,5 |
|||||
|
28 |
36 |
|||||||
|
30 |
37 |
|||||||
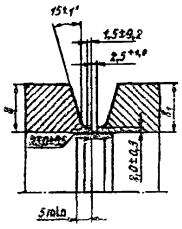
Таблица П3.48
|
Условное обозначение сварного соединения |
Конструкционные элементы |
Способ сварки |
S = S1, мм |
е, мм |
g, мм |
|||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
|||
|
1-30 (С-31) |
|
|
|
6 |
15 |
±4 |
2,0 |
±1,5 |
|
8 |
17 |
|||||||
|
53 |
10 |
21 |
±5 |
2,5 |
+2,0 -1,5 |
|||
|
42 |
12 |
23 |
||||||
|
|
14 |
26 |
||||||
|
|
16 |
29 |
||||||
|
32 |
18 |
32 |
±6 |
+2,5 -1,5 |
||||
|
|
20 |
34 |
||||||
|
22 |
37 |
|||||||
|
25 |
43 |
±8 |
3,0 |
+2,5 -2,0 |
||||
|
28 |
46 |
|||||||
|
30 |
49 |
|||||||
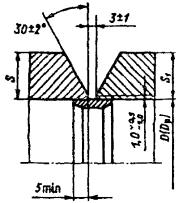
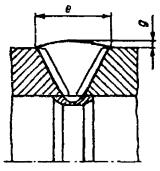
Таблица П3.49
|
Условное обозначение сварного соединения |
Конструкционные элементы |
Способ сварки |
S = S1, мм |
е, мм |
g, мм |
g1, мм |
||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
|||
|
1-31 (С-30) |
|
|
40 |
6 |
15 |
±4 |
2,0 |
+2,0 -1,0 |
1,0 |
±1,0 |
|
8 |
17 |
|||||||||
|
10 |
18 |
|||||||||
|
12 |
20 |
|||||||||
|
14 |
21 |
±5 |
2,5 |
+2,0 -1,5 |
1,0 |
+1,5 -1,0 |
||||
|
16 |
22 |
|||||||||
|
18 |
23 |
|||||||||
|
20 |
25 |
|||||||||
|
22 |
27 |
|||||||||
|
25 |
28 |
|||||||||
|
28 |
30 |
|||||||||
|
30 |
31 |
±6 |
+2,5 -1,5 |
|||||||

Таблица П3.50
|
Условное обозначение сварного соединения |
Конструкционные элементы |
Способ сварки |
S = S1, мм |
е, мм |
g, мм |
g1, мм |
||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
|||
|
1-32 (С-32) |
|
|
40 |
8 |
19 |
±4 |
2,0 |
+2,0 -1,0 |
|
|
|
9 |
20 |
1,0 |
±1,0 |
|||||||
|
10 |
22 |
±5 |
2,5 |
+2,0 -1,5 |
||||||
|
12 |
23 |
|
|
|||||||
|
14 |
24 |
|
|
|||||||
|
16 |
25 |
|
|
|||||||
|
18 |
26 |
|
|
|||||||
|
20 |
27 |
1,0 |
+1,5 -1,0 |
|||||||
|
22 |
29 |
|||||||||
|
25 |
30 |
|
|
|||||||
|
28 |
33 |
±6 |
+2,5 -1,5 |
|
|
|||||
|
30 |
34 |
|
|
|||||||

Таблица П3.51
|
Условное обозначение сварного соединения |
Конструкционные элементы |
Способ сварки |
S = S1, мм |
е, мм |
g, мм |
|||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
|||
|
1-33 (С-33) |
|
|
10 |
90 |
35 |
|
30 |
|
|
120 |
38 |
31 |
||||||
|
150 |
41 |
±6 |
33 |
±5 |
||||
|
180 |
44 |
|
36 |
|
||||
|
240 |
49 |
38 |
||||||
|
300 |
55 |
41 |
||||||
|
360 |
61 |
44 |
||||||

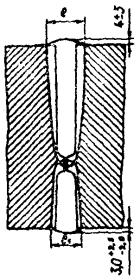
Таблица П3.52
|
Условное обозначение сварного соединения |
Конструкционные элементы |
Способ сварки |
S = S1, мм |
е, мм |
g, мм |
|||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
|||
|
1-34 (С-34) |
|
|
|
60 |
7 |
±1 |
24 |
±6 |
|
|
100 |
9 |
32 |
±7 |
||||
|
|
150 |
11 |
40 |
±8 |
||||
|
10 11 |
250 |
12 |
50 |
±10 |
||||
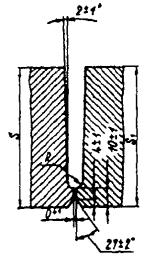
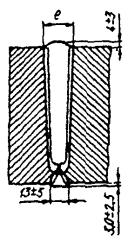
Таблица П3.53
|
Условное обозначение сварного соединения |
Конструкционные элементы |
Способ сварки |
S = S1, мм |
α, град |
В, мм |
е, мм |
||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
|||
|
1-35 (С-35) |
|
|
10 |
40 |
3 |
±1 |
9 |
±1 |
20 |
±5 |
|
60 |
2 |
14 |
25 |
±6 |
||||||
|
100 |
2 |
18 |
32 |
±6 |
||||||
|
150 |
2 |
22 |
40 |
±8 |
||||||
|
250 |
2 |
24 |
50 |
±10 |
||||||
Таблица П3.54
|
Условное обозначение сварного соединения |
Конструкционные элементы |
Способ сварки |
S = S1, мм |
α, град |
В, мм |
е, мм |
||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
|||
|
1-36 (С-36) |
|
|
12 |
40 |
3 |
±1 |
9 |
±1 |
20 |
±5 |
|
60 |
2 |
14 |
25 |
±6 |
||||||
|
100 |
2 |
18 |
32 |
±6 |
||||||
|
150 |
2 |
22 |
40 |
±8 |
||||||
|
250 |
2 |
24 |
50 |
±10 |
||||||
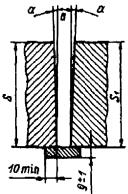
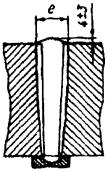
Таблица П3.55
|
Условное обозначение сварного соединения |
Конструкционные элементы |
Способ сварки |
S, мм |
S1, мм |
е, мм |
g, мм |
||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
|||||
|
2-01 (У-1) |
|
|
|
10 |
≥ 0,75S |
19 |
±4 |
2,0 |
±1,5 |
|
|
12 |
22 |
±5 |
2,5 |
+2,0 -1,5 |
||||||
|
11 31 40 |
14 |
26 |
||||||||
|
16 |
29 |
|||||||||
|
|
18 |
32 |
±6 |
+2,5 -1,5 |
||||||
|
20 |
35 |
|||||||||
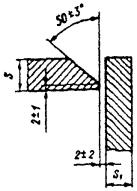

Таблица П3.56
|
Условное обозначение сварного соединения |
Конструкционные элементы |
Способ сварки |
S = S1, мм |
h, мм |
е, мм |
g, мм |
е1, мм |
g1, мм |
||||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
|||
|
2-02 (У-2) |
|
|
10 30 |
20 |
7 |
|
25 |
±5 |
2,5 |
+2,0 -1,5 |
16 |
±3 |
8 |
±2 |
|
22 |
±1 |
28 |
||||||||||||
|
25 |
8 |
|
32 |
±6 |
+2,5 -1,5 |
18 |
9 |
|||||||
|
28 |
36 |
|||||||||||||
|
30 |
10 |
38 |
21 |
±4 |
10 |
|||||||||
|
34 |
44 |
±8 |
3,0 |
+2,5 -2,0 |
||||||||||
|
36 |
12 |
47 |
24 |
12 |
||||||||||
|
40 |
50 |
|||||||||||||
Таблица П3.57
|
Условное обозначение сварного соединения |
Конструкционные элементы |
Способ сварки |
S = S1, мм |
е, мм |
g, мм |
|||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
|||
|
2-03 (У-3) |
|
|
52 32 42 |
4 |
14 |
±3 |
7 |
+3 -2 |
|
6 |
17 |
8 |
||||||
|
8 |
20 |
10 |
||||||
|
10 |
24 |
±4 |
12 |
±3 |
||||
|
12 |
28 |
14 |
||||||
|
14 |
32 |
±5 |
16 |
+4 -3 |
||||
|
16 |
36 |
18 |
||||||
|
18 |
40 |
20 |
||||||
|
20 |
44 |
±6 |
22 |
±4 |
||||
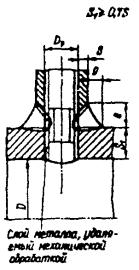
Таблица П3.58
|
Условное обозначение сварного соединения |
Конструкционные элементы |
Способ сварки |
S = S1, мм |
е, мм |
g, мм |
|||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
|||
|
2-04 (У-4) |
|
|
52 32 42 |
4 |
14 |
±3 |
7 |
+3 -2 |
|
6 |
17 |
8 |
||||||
|
8 |
20 |
10 |
||||||
|
10 |
24 |
±4 |
12 |
±3 |
||||
|
12 |
28 |
14 |
||||||
|
14 |
32 |
±5 |
16 |
+4 -3 |
||||
|
16 |
36 |
18 |
||||||
|
18 |
40 |
20 |
||||||
|
20 |
44 |
±6 |
22 |
±4 |
||||
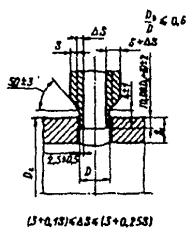
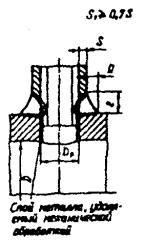
Таблица П3.59
|
Условное обозначение сварного соединения |
Конструкционные элементы |
Способ сварки |
S = S1, мм |
е, мм |
g, мм |
|||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
|||
|
2-03 (У-3) |
Размер l устанавливается для каждого конкретного соединения. Соединение рекомендуется при соотношении D/D1 ≤ 0,4 |
32 |
4 |
5 |
+2 |
5 |
+2 |
|
|
5 |
6 |
|||||||
|
6 |
8 |
+3 |
||||||
|
8 |
11 |
6 |
±3 |
|||||
|
10 |
14 |
8 |
||||||
|
12 |
17 |
9 |
||||||
|
14 |
20 |
10 |
||||||
|
16 |
23 |
+4 |
11 |
±4 |
||||
|
18 |
26 |
13 |
||||||
|
20 |
28 |
14 |
||||||
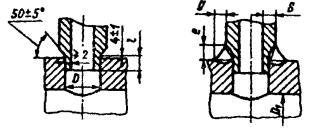
Таблица П3.60
|
Условное обозначение сварного соединения |
Конструкционные элементы |
Способ сварки |
S = S1, мм |
е, мм |
е, мм |
g, мм |
g1, мм |
|||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
|||
|
3-01 (Т-1) |
|
|
10 11 31 40 |
4 |
7 |
±2 |
6 |
±2 |
4 |
+2 -1 |
3 |
+2 -1 |
|
6 |
10 |
5 |
||||||||||
|
8 |
14 |
±3 |
8 |
±3 |
7 |
+3 -2 |
4 |
|||||
|
10 |
16 |
8 |
||||||||||
|
12 |
20 |
10 |
10 |
5 |
||||||||
|
14 |
24 |
±4 |
12 |
+4 -3 |
||||||||
|
16 |
26 |
14 |
±4 |
13 |
7 |
+3 -2 |
||||||
|
18 |
28 |
14 |
||||||||||
|
20 |
30 |
18 |
15 |
9 |
||||||||
|
22 |
34 |
±5 |
17 |
+5 -4 |
||||||||
|
25 |
37 |
18 |
||||||||||


Таблица П3.61
|
Условное обозначение сварного соединения |
Конструкционные элементы |
Способ сварки |
S = S1, мм |
е = е1, мм |
g = g1, мм |
|||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
|||
|
3-02 (Т-2) |
|
|
10 |
10 |
8 |
±2 |
4 |
+2 -1 |
|
15 |
12 |
6 |
||||||
|
20 |
15 |
±3 |
7 |
+3 -2 |
||||
|
25 |
18 |
9 |
||||||
|
30 |
23 |
±4 |
11 |
+4 -3 |
||||
|
40 |
30 |
15 |
||||||
|
50 |
37 |
±5 |
18 |
+5 -4 |
||||
|
60 |
44 |
±6 |
22 |
+6 -5 |
||||
|
70 |
52 |
26 |
||||||
|
80 |
60 |
30 |
||||||
|
90 |
67 |
±8 |
33 |
+8 -6 |
||||
|
100 |
74 |
37 |
||||||

Таблица П3.62
|
Условное обозначение сварного соединения |
Конструкционные элементы |
Способ сварки |
S = S1, мм |
h, мм |
е, мм |
g, мм |
||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
|||
|
4-01 (У-6) |
|
|
1,0 |
1,5 |
|
3,5 |
|
0,5 |
±0,5 |
|
|
52 |
1,5 |
2,0 |
|
4,5 |
+1,5 |
|||||
|
|
2,0 |
2,5 |
|
5,5 |
-0,5 |
1,0 |
+1,0 -0,5 |
|||
|
2,5 |
3,0 |
±0,2 |
6,5 |
|
||||||
|
3,0 |
7,0 |
|||||||||
|
4-02 (У-7) |
Минимальное расстояние между краями швов (устанавливается конструкторской документацией) |
|
1,0 |
|
|
3,0 |
+1,5 -0,5 |
- |
- |
|
|
51 |
1,5 |
|
3,5 |
|||||||
|
|
2,0 |
|
4,0 |
|||||||
|
2,5 |
|
4,5 |
+2,5 -0,5 |
|||||||
|
3,0 |
|
5,0 |
||||||||
Таблица П3.63
|
Условное обозначение сварного соединения |
Конструкционные элементы |
Способ сварки |
S = S1, мм |
е, мм |
|||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Номинальное значение |
Предельное отклонение |
||||
|
4-03 (У-8) |
|
|
51 |
1,0 |
3,0 |
+1,5 -0,5 |
|
|
1,5 |
3,5 |
||||||
|
2,0 |
4,0 |
||||||
|
2,5 |
4,5 |
+2,5 -0,5 |
|||||
|
3,0 |
5,0 |
||||||
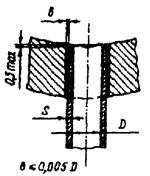

Таблица П3.64
|
Условное обозначение сварного соединения |
Конструкционные элементы |
Способ сварки |
S, мм |
h1, мм |
R, мм |
t, мм, не менее |
|||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
||||
|
4-04 (У-9) |
|
|
51 |
1,0 |
3,5 |
±0,5 |
0,5 |
±0,2 |
1,0 |
|
1,5 |
0,8 |
1,5 |
|||||||
|
2,0 |
4,0 |
1,0 |
2,0 |
||||||
|
2,5 |
4,5 |
1,2 |
2,5 |
||||||
|
3,0 |
5,0 |
1,5 |
3,0 |
||||||
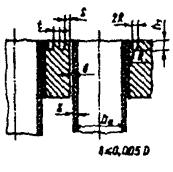

Таблица П3.65
|
Условное обозначение сварного соединения |
Конструкционные элементы |
Способ сварки |
S = S1, мм |
е, мм |
g, мм |
|||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
|||
|
4-05 (У-10) |
|
|
40 |
22 24 26 30 34 40 44 50 |
36 39 41 46 49 59 64 72 |
+3 |
2,0 |
+2 -1 |
|
54 60 64 70 |
76 87 90 97 |
+3 |
3,0 |
±2 |
||||

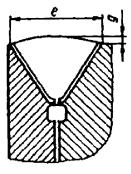
СОДЕРЖАНИЕ