Все документы,
представленные в каталоге, не являются их официальным изданием и предназначены
исключительно для ознакомительных целей. Электронные копии этих документов могут распространяться без всяких
ограничений.
Вы можете размещать информацию с этого сайта на любом другом сайте
без каких-либо ограничений.
ГОСУДАРСТВЕННЫЙ
КОМИТЕТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ПО ОХРАНЕ ОКРУЖАЮЩЕЙ СРЕДЫ
(ГОСКОМЭКОЛОГИИ
РОССИИ)
НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ
ИНСТИТУТ
ОХРАНЫ АТМОСФЕРНОГО ВОЗДУХА
(НИИ АТМОСФЕРА)
МЕТОДИКА
РАСЧЕТА ВЫДЕЛЕНИЙ (ВЫБРОСОВ)
ЗАГРЯЗНЯЮЩИХ ВЕЩЕСТВ В АТМОСФЕРУ
ПРИ ПРОИЗВОДСТВЕ МЕТАЛЛОПОКРЫТИЙ
ГАЛЬВАНИЧЕСКИМ СПОСОБОМ
(ПО ВЕЛИЧИНАМ
УДЕЛЬНЫХ
ПОКАЗАТЕЛЕЙ)
(с учетом редакционных правок НИИ Атмосфера)
Санкт-Петербург
2000
СВЕДЕНИЯ О ДОКУМЕНТЕ
Разработан: Научно-исследовательским институтом охраны атмосферного воздуха (НИИ Атмосфера)
Утвержден: приказом Госкомэкологии России от 30.04.99 г. № 216
Введен: в действие для практического применения при нормировании, оценке и учете выбросов загрязняющих веществ в атмосферу от цехов и участков по нанесению металлопокрытий химическим и электрохимическим способом.
Разработчики документа:
Трещалов О.Л., Турбин А.С.. Под научным и методическим руководством Миляева В.Б. и Буренина Н.С.
СОДЕРЖАНИЕ
Методика расчета выделений (выбросов) загрязняющих веществ в атмосферу при производстве металлопокрытий гальваническим способом (по величинам удельных показателей) /далее - Методика/ разработана в соответствии с Законом РСФСР «Об охране окружающей природной среды» от 19.12.91 № 2060-1 (Ведомости съезда народных депутатов Российской Федерации и Верховного Совета Российской Федерации, 1992, № 10, ст. 457).
I ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Методика разработана с целью создания единой методической основы по определению выделений загрязняющих веществ при производстве металлопокрытий химическим и электрохимическим способом на базе действующих отраслевых методик, включающих упомянутые производства, и исключения разночтений и ошибок, содержащихся в этих методиках.
1.2. Определяет порядок расчета выделений загрязняющих веществ при нанесении металлопокрытий расчетным методом на основе величин удельных выделений.
1.3. Распространяется на источники выделений загрязняющих веществ в атмосферу при производстве металлопокрытий в различных отраслях промышленности и в сельском хозяйстве.
1.4. Разработка настоящего документа проведена исходя из определения термина «унификация» - приведение имеющихся путей расчета выбросов от однотипных производств и видов оборудования для различных групп промышленных и сельскохозяйственных предприятий и подотраслей народного хозяйства к наибольшему возможному единообразию.
1.5. В основу разработки Методики заложены данные, которые были опубликованы в документах, разрешенных к применению, отчетах НИР НИИ Атмосфера и других организаций, а также в ряде документов по инвентаризации и проектов нормативов ПДВ.
1.6. В Методике приведены значения величин удельных технических показателей выделений для наиболее распространенных видов материалов, используемых при производстве металлопокрытий. Только когда на конкретном производстве применяются оборудование и материалы, сведения по которым в Методике отсутствуют, или для расчета жидких и газообразных выбросов недостаточно информации, приведенной в Методике, рекомендуется руководствоваться отраслевыми методиками, включенными в «Перечень документов по расчету выделений (выбросов) загрязняющих веществ в атмосферный воздух», действующих в 1999 - 2000 гг., либо применять результаты непосредственных инструментальных измерений.
1.7. Полученные по Методике результаты используются при нормировании, оценке и учете выбросов загрязняющих веществ от источников выделений предприятий, технологические процессы которых связаны с производством металлопокрытий химическим и электрохимическим (гальваническим) способом, включая подготовку поверхностей к нанесению этих покрытий, а также при восстановлении деталей, выбракованных при сравнительно малых износах, и осуществлении государственного экологического контроля.
1.8. Для целей настоящей Методики использованы следующие государственные стандарты:
ГОСТ Р 1.5-92 ГСС РФ. Общие требования к построению, изложению, оформлению и содержанию стандартов. Переиздание 1994 г. с Изменением 1. - М., Издательство стандартов, 1994.
ГОСТ 17.2.1.01-76. Охрана природы. Атмосфера. Классификация выбросов по составу. - М., Издательство стандартов, 1976.
ГОСТ 17.2.1.03-84. Охрана природы. Атмосфера. Термины и определения контроля загрязнения, - М., Издательство стандартов, 1985.
ГОСТ 17.2.1.04-77. Охрана природы. Атмосфера. Источники и метеорологические факторы загрязнения, промышленные выбросы. Термины и определения. - М., Издательство стандартов, 1978.
ГОСТ 17.2.4.06-90. Охрана природы. Атмосфера. Методы определения скорости и Расхода газопылевых потоков, отходящих от стационарных источников загрязнения. - М., Издательство стандартов, 1991.
II ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
|
Термин |
Определение |
|
Валовое выделение загрязняющего вещества, количество отходящего загрязняющего вещества. |
Величина массы загрязняющего вещества, отходящего от источника выделения за определенный (отчетный) период времени. |
|
Валовый выброс загрязняющего вещества (валовый выброс). |
Часть валового выделения загрязняющего вещества, поступающая в атмосферу за отчетный период времени. |
|
Величина удельного выделения (выброса) загрязняющего вещества в атмосферу (удельный выброс, удельные выделения, удельные показатели). |
Определяемая расчетным или инструментальным методом величина массы загрязняющего вещества, выделяющегося в ходе технологического процесса: - за единицу времени работы единицы оборудования; - за единицу времени при производстве или обработке единицы продукции. |
|
Норматив удельного выделения (выброса). |
Наибольшее допустимое значение соответствующего удельного показателя, устанавливаемое исходя из возможностей оборудования при оптимальных режимах его эксплуатации, а также технически достижимого и экономически целесообразного на данном этапе объема атмосфероохранных мероприятий по сокращению выбросов загрязняющих веществ. Он должен удовлетворять нормативам государственных и отраслевых стандартов, действующих на момент ввода оборудования (установки) в эксплуатацию. |
|
Удельные показатели выделений (выбросов) в атмосферу загрязняющих веществ. |
См. термин: - величина удельного выделения (выброса) загрязняющего вещества в атмосферу (удельный выброс, удельные выделения, удельные показатели) |
|
Вентиляционный воздух. |
Содержащий загрязняющие вещества упорядоченный воздушный поток, поступающий из рабочего помещения непосредственно в атмосферу или в систему газоходов (воздуховодов) в результате действия системы вентиляции. |
|
Газоочистная установка, пылеулавливающая установка, газопылеулавливающая установка. |
Комплекс оборудования, предназначенный для извлечения или обезвреживания загрязняющих веществ из отходящих газов или вентиляционного воздуха (с целью защиты окружающей среды и населения от их воздействия). |
|
Источник выделения загрязняющих веществ (источник выделения). |
Технологическое оборудование (установки, агрегаты, машины, устройства, гальванические ванны, испытательные стенды и др.) или технологические процессы (перемещение сыпучих материалов, переливы летучих веществ, сварочные, окрасочные работы и др.), от которых в ходе производственного цикла отходят загрязняющие вещества, а также места хранения сыпучих или жидких веществ, карьеры, отвалы, места складирования промышленных отходов, от которых под воздействием метеорологических и других факторов выделяются загрязняющие вещества. Источники выделения в зависимости от того, оснащены ли они специальными газоотводными сооружениями (устройствами), подразделяются на организованные и неорганизованные. |
|
Источник выбросов загрязняющих веществ. |
Источником выбросов загрязняющих веществ называется специальное устройство: труба, аэрационный фонарь, вентиляционная шахта и т.п., посредством которого осуществляется выброс загрязняющих веществ в атмосферу. |
|
Минимально-достижимый (оценочный) удельный выброс. |
Возможный выброс загрязняющих веществ, рассчитываемый с учетом внедрения лучших отечественных и зарубежных достижений в технологии производства и пылегазоочистного оборудования. |
|
Организованный источник выделения загрязняющих веществ (организованный источник). |
Источник выделения, от которого загрязняющие вещества в составе отходящего газа (вентиляционного воздуха) поступают в атмосферу через систему газоходов или воздуховодов (труба, аэрационный фонарь, вентиляционная шахта и т.п.). |
|
Отходящее загрязняющее вещество. |
Загрязняющее вещество, содержащееся в газовом потоке, отходящем от промышленного источника или в вентиляционном воздухе. |
|
Отходящий газ. |
Газовый поток от источника выделения загрязняющих веществ. |
|
Промышленный выброс. |
Вещество, поступающее в атмосферу от промышленного источника. |
|
Промышленный источник загрязняющих веществ. |
Промышленное предприятие, агрегаты, место загрузки, выгрузки, хранения продукта, отвал, террикон и др. |
|
«Технический норматив выброса» (ТНВ). |
Норматив выброса вредного (загрязняющего) вещества в атмосферный воздух, который устанавливается для передвижных и стационарных источников выбросов, технологических процессов, оборудования и отражает максимально допустимую массу выброса вредного (загрязняющего) вещества в атмосферный воздух в расчете на единицу продукции, мощности, пробега транспортных или иных передвижных средств и другие показатели. Характеристика уровня экологического качества технологического оборудования, процесса и т.п. и эффективности средств подавления выбросов. |
|
Удельные величины выделений загрязняющих веществ (УТН1). |
Количество (масса) данного вещества, выделившегося от соответствующего оборудования (отделения, участка и т.п.) в ходе технологического процесса, отнесенное к единице материального показателя, характеризующего этот процесс. |
|
Удельные величины выброса загрязняющих веществ (УТН2). |
Часть удельного выделения, попадающая непосредственно в атмосферный воздух. Для источников, оборудованных системами газопылеулавливания, величина УТН2 равна разности УТН1 и его уловленной части. Для источников, не оснащенных пылегазоочистным оборудованием, УТН1 = УТН2. |
|
Уловленное загрязняющее вещество. |
Загрязняющее или обезвреженное вещество, извлеченное при очистке из отходящего от промышленного источника газового потока. |
III ПРИНЯТЫЕ СОКРАЩЕНИЯ И УСЛОВНЫЕ ОБОЗНАЧЕНИЯ
г/с, т/год - единица измерения выделения (выброса) загрязняющего вещества (ЗВ), граммов в секунду и тонн в год соответственно;
Fв - площадь зеркала ванны, м2;
GЗВ - массовое количество каждого ЗВ (в граммах), отходящего от гальванической ванны, участка или цеха за секунду;
МЗВ - массовое количество каждого ЗВ (в тоннах), отходящего от гальванической ванны, участка или цеха за год;
К1 - коэффициент укрытия ванны (пояснения в разд. 4.2.1);
К2 - коэффициент загрузки ванны (то же);
К3 - коэффициент заполнения объема ванны (-"-);
К4 - коэффициент, учитывающий тип ванны (-"-);
К5 - коэффициент, учитывающий введение автоматических линий (пояснения в разд. 4.2.1);
К6 - коэффициент, зависящий от площади испарения (табл. 4.5);
К7 - коэффициент, зависящий от скорости и температуры воздушного потока над поверхностью испарения (табл. 4.6);
К8 - коэффициент, учитывающий снижение относительного содержания аэрозолей в удаляемом воздухе по пути его движения (рис. 1);
К9 - коэффициент, учитывающий конструкцию отсоса;
К10 - коэффициент, учитывающий температуру электролита (табл. 4.7);
К11 - коэффициент, учитывающий токсичность ЗВ (табл. 4.2);
η - степень очистки газа пылегазоочистной установки, в процентах;
L - длина ванны;
l - длина воздуховода;
Hp - расчетное расстояние от зеркала электролита до оси щели;
СЗВ - концентрация загрязняющего вещества (ЗВ) в газовом потоке, отходящем от промышленного источника загрязнения атмосферы (ИЗА);
УЗВ - величина удельного выделения ЗВ (удельный показатель), мг/(с·м2);
V - объемный расход газа, отводящегося от промышленного источника в единицу времени;
IV РАСЧЕТ ВАЛОВЫХ ВЫБРОСОВ ПРИ ПРОИЗВОДСТВЕ МЕТАЛЛОПОКРЫТИЙ И КОРРЕКТИРОВКА УДЕЛЬНЫХ ПОКАЗАТЕЛЕЙ
4.1. Характеристика выбросов
Для придания металлическим изделиям защитных, защитно-декоративных и функциональных свойств, обеспечивающих надежную и долговечную работу их в различных эксплуатационных условиях, а также для восстановления деталей, выбракованных при сравнительно малых износах, большую роль играют химические и электрохимические процессы нанесения покрытий.
Электрохимические (гальванические) покрытия широко применяются при восстановлении деталей, выбракованных при сравнительно малых износах.
Электрохимическим способом получают покрытия цинком, кадмием, медью, никелем, хромом. В машино- и приборостроении используют электролитическое осаждение меди, цинка, кадмия, серебра и золота в цианистых ваннах.
Химическим способом нанесения покрытий осуществляют воронение, фосфатирование, химическое оксидирование.
Перед нанесением покрытий производят механическую и химическую подготовку поверхности деталей.
Процессы нанесения покрытий на поверхности металлических изделий связаны с протеканием электрохимических и химических реакций. В качестве электролитов и растворов для нанесения покрытий применяются концентрированные и разбавленные растворы кислот: серной, соляной, азотной, ортофосфорной, хромовой, их солей и др.
Разнообразие гальванических и химических процессов, применяемых при этом химических веществ, температурных режимов обуславливает разнообразие качественного и количественного состава выделяющихся загрязняющих веществ, их агрегатных состояний.
Технологические процессы нанесения электрохимическим способом включают в себя ряд последовательных операций: электрохимическое или химическое обезжиривание, травление, рыхление, шлифование и полирование, декапирование, нанесение покрытий.
Все эти операции сопровождаются выделением в воздух помещения и в атмосферу различных загрязняющих веществ. Особой токсичностью отличаются растворы цианистых солей, хромовой и азотной кислот и др.
Основные выделяющиеся загрязняющие вещества: аэрозоли щелочей, кислот, солей металлов, а также пары аммиака, оксидов азота, хлористого и фтористого водорода, цианистый водород.
Загрязняющие вещества, выделяющиеся при подготовке поверхности и нанесении гальванопокрытий, приведены в таблице 4.1.
В табл. 4.2 представлено максимальное количество выделяющегося с поверхности электролита загрязняющего вещества, мг/(с·м2).
В табл. 4.3 представлено агрегатное состояние загрязняющих веществ в выбросах гальванических цехов.
Для расчета количеств загрязняющих веществ, выделяющихся при гальванической обработке, принят удельный показатель УЗВ, отнесенный к площади поверхности гальванической ванны (см. табл. 4.4).
При отсутствии данных по технологическим процессам гальванопокрытий, приведенных в табл. 4.4, следует произвести расчеты выделений загрязняющих веществ по данным, приведенным в табл. 1 - 4 Приложения А.
4.2. Общие требования к расчету выбросов
GЗВ = 10-3·УЗВ·Fв·К1·К2·К3·К4·К5 (г/с), (4.1)
где УЗВ - величина удельного выделения (удельный показатель) k-го ЗВ, выделяющегося с единицы поверхности гальванической ванны, мг/(с·м2) (табл. 4.2, 4.4 разд. 4 и табл. 1 - 4 Приложения А);
Fв - площадь зеркала ванны, м2;
К1 - коэффициент укрытия ванны. При наличии в составе раствора поверхностно-активных веществ (ПАВ) К1 = 0,5; при отсутствии ПАВ К1 = 1;
К2 - К5 - коэффициенты (см. Примечания 1 - 4 к данному подразделу).
Примечания:
1. При всех процессах электрохимии необходимо учитывать коэффициент загрузки ванны К2, который рассчитывается по формуле F2 = fдет/Fдет.
где Fдет. - суммарная площадь поверхности обрабатываемых деталей за один час (производительность ванны по паспорту), м2;
fдет. - фактическая площадь поверхности деталей, м2, обрабатываемых за один час;
2. При всех процессах электрохимии, химической обработки и обезжиривании изделий в ваннах необходимо учитывать К3 - коэффициент заполнения объема ванны раствором: при заполнении ванны на 70 % К3 = 1; при заполнении ванны на 100 % К3 = 1,47, и в общем случае К3 определяется из пропорции: К3/100 = Х/70, где X - фактический процент заполнения объема ванны;
3. В случае нанесения покрытий на мелкие детали насыпью в колокольных и барабанных ваннах следует учитывать коэффициент К4, равный: 1,5 - при покрытии в погруженных (перекидных) колоколах и барабанах; 1,8 - при покрытии в колоколах, требующих заливки электролита после каждой партии деталей;
4. При хромировании в автоматических и полуавтоматических линиях нужно умножать на коэффициент К5 = 0,8.
4.2.2. Количество паров органических растворителей, выделяющихся при обезжиривании изделий, определяется по формуле:
GЗВ = 10-3·УЗВ·Fв·К3·К6·К7, (4.2)
где УЗВ - величина удельного выделения загрязняющего вещества с единицы поверхности ванны в процессе обезжиривания, мг/(с·м2) при скорости воздушного потока в помещении 0 м/с и температуре 20 °С (табл. 1 Приложения А);
Fв - площадь зеркала ванны, м2;
К3 - коэффициент заполнения объема ванны (см. Примечание 2);
К6 - коэффициент, зависящий от площади испарения (табл. 4.5);
К7 - коэффициент, зависящий от скорости и температуры воздушного потока над поверхностью испарения (табл. 4.6)
4.2.3. Количество загрязняющих веществ, выбрасываемых из воздуховода (без очистки) в виде аэрозолей, определяется по формуле:
GЗВ = 10-3·УЗВ·Fв·К1·К2·К3·К4·К5·К8 (г/с), (4.3)
где К8 - коэффициент, учитывающий снижение относительного содержания аэрозолей в удаляемом воздухе по пути его движения. Он определяется отношением количества аэрозолей в расчетном сечении воздуховода к количеству аэрозоля, выделяющегося с зеркала раствора данной ванны. Коэффициент К8 определяется из графика на рис. 1.
Эмпирическая формула для расчета коэффициента К8:
![]()
где l - длина воздуховода в метрах
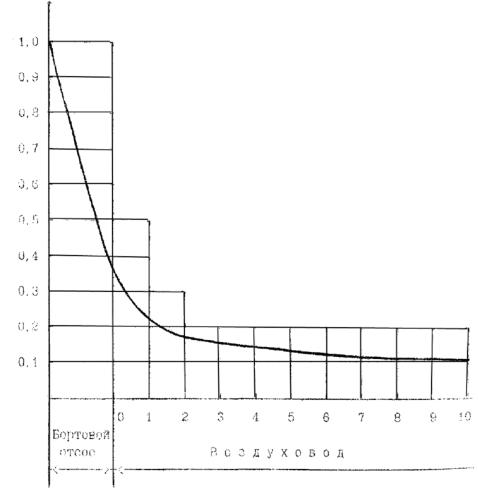
Рис. 1 График снижения относительного содержания аэрозоля загрязняющих веществ в удаляемом воздухе по пути его движения
4.3. Расчет выделений (выбросов) загрязняющих веществ от гальванических цехов (участков) при производстве металлопокрытий
4.3.1. Расчет максимального г/с выделения GЗВmax k-го ЗВ с поверхности зеркала раствора данной ванны или нескольких ванн, выделяющих одновременно k-е ЗВ, при электрохимической и (или) химической обработке металлов осуществляется по формуле (4.4) или (4.5):
где УЗВmax - максимальная величина удельного выделения (удельный показатель) k-го ЗВ, выделяющегося с единицы поверхности гальванической ванны, г/(с·м2) (табл. 4.2);
где УЗВ - величина удельного выделения (удельный показатель) k-го ЗВ, выделяющегося с единицы поверхности гальванической ванны, мг/(с·м2) (табл. 4.4 разд. 4 и табл. 1 - 4 обязательного Приложения А). УЗВ = УаЗВ + УгЗВ;
Fв - площадь зеркала ванны, м2.
(К1i, К2i..., К7i)max - максимальные значения коэффициентов, пояснения см. в разд. 4.2.
4.3.2. Расчет осредненного (за время работы гальванической ванны) выделения k-го ЗВ с поверхности зеркала раствора данной ванны или нескольких ванн, выделяющих одновременно k-е ЗВ, при электрохимической и (или) химической обработке металлов осуществляется по формулам:
 , г/с
, г/с![]() , т/г (4.7)
, т/г (4.7)
где УЗВ - величина удельного выделения (удельный показатель) k-го ЗВ, выделяющегося с единицы поверхности гальванической ванны, г/(с·м2) (табл. 4.4 разд. 4 и табл. 1 - 4 обязательного Приложения А). УЗВ = УаЗВ + УгЗВ (пояснения см. в разделе 4.3.3.);
Fвj - площадь зеркала j-й ванны, м2.
К1j, К2j..., К7j - вышеупомянутые коэффициенты, которые устанавливаются для j-й ванны;
tj - продолжительность работы j-й ванны, в часах;
Dj - число смен работы j-й ванны в году, в днях.
4.3.3. Расчет количества k-го ЗВ (г/с и т/год), выбрасываемого в атмосферный воздух от гальванического производства с учетом газоочистки и гравитационного оседания аэрозоля в воздуховоде, осуществляется по формулам:
 , г/с
, г/с , г/с (49)
, г/с (49)
 , т/г (4.10)
, т/г (4.10)
где GЗВmax - см. формулы (4.4) и (4.5); G0ЗВ - см. формулу (4.6);
η - степень очистки газа пылегазоочистной установки, %;
К8 - см. график и эмпирическую формулу на рис. 1;
УЗВ - величина удельного выделения (удельный показатель) k-го ЗВ, выделяющегося с единицы поверхности гальванической ванны, мг/(с·м2) (табл. 4.4 разд. 4 и табл. 1 - 4 обязательного Приложения А). УЗВ = УаЗВ + УгЗВ;
УаЗВ - величина удельного выделения аэрозоля k-го ЗВ, выделяющегося с единицы поверхности гальванической ванны, мг/(с·м2) (табл. 4.4, с учетом данных табл. 4.3 разд. 4 и табл. 1 - 4 обязательного Приложения А);
УгЗВ- величина удельного выделения (газовая фаза, пары) k-го ЗВ, выделяющегося с единицы поверхности гальванической ванны, мг/(с·м2) (табл. 4.4, с учетом данных табл. 4.3 разд. 4 и табл. 1 - 4 обязательного Приложения А).
4.4. Расчет загрязнения атмосферы выбросами гальванического производства
Максимальное значение приземной концентрации загрязняющего вещества См (мг/м3) при выбросе газовоздушной смеси из одиночного точечного источника с круглым устьем достигается при неблагоприятных метеорологических условиях и определяется по формуле (2.1) ОНД-86.
Масса загрязняющего вещества, выбрасываемого в атмосферу в единицу времени (г/с), рассчитывается по формуле (4.8).
Для оценки концентрации загрязняющих веществ в вентиляционных выбросах приводится расчет расхода воздуха, удаляемого одно- и двубортовыми отсосами. Он определяется по формулам:
без поддува:
 , м3/ч (4.11)
, м3/ч (4.11)
с поддувом:
![]() , м3/ч (4.12)
, м3/ч (4.12)
где Bp - расчетная ширина ванны, м;
L - длина ванны, м;
Hp - расчетное расстояние от зеркала электролита до оси щели;
К9 - коэффициент учета конструкции отсоса, принимаемый равным 1 для двубортового отсоса без поддува и однобортового отсоса с поддувом; 1,8 для однобортового отсоса без поддува; 0,7 для двубортового отсоса с поддувом;
К10 - коэффициент учета температуры электролита (табл. 4.7);
К11 - коэффициент учета токсичности выделяющихся с поверхности раствора в ванне загрязняющих веществ, принимаемый для отсосов без поддува по табл. 4.2; для отсосов с поддувом во всех случаях К11 = 1.
При расчете рассеивания ЗВ необходимо учитывать фоновые концентрации, а также эффект суммации.
4.5 Корректировка удельных показателей при нанесении гальванопокрытий на детали различной группы сложности
Все детали, подвергающиеся химической или электролитической обработке, подразделяются на три группы сложности:
I-я группа - пластины и цилиндрические детали (без резьбы);
II-я группа - крепежные детали, рельефные, штампованные детали без полостей, в которых может задерживаться раствор (электролит);
III-я группа - детали с глухими отверстиями, в которых задерживается раствор (электролит), например, стакан с внутренней резьбой, а также детали, имеющие трудно промываемые участки.
Нормы потерь электролита на унос в вентиляцию в зависимости от группы сложности деталей представлены в табл. 4.8.
Удельные выделения электролита с хромовым ангидридом в атмосферу при покрытии одного квадратного метра при толщине 1 мкм следующие:
- при твердом и декоративном хромировании УCrO3 = 0,05 л/м2;
- при молочном хромировании УCrO3 = 0,1 л/м2.
Концентрация хромового ангидрида СCrO3 в электролите в этом случае:
- для декоративного хромирования СCrO3 = 300 г/л;
- для молочного хромирования СCrO3 = 250 г/л;
- для твердого хромирования СCrO3 = 200 г/л.
При гальваническом хромировании покрытий в ваннах с применением местных вытяжных устройств потери электролита на унос в вентиляцию, в зависимости от группы сложности детали, приведены в табл. 4.8.
Примечание: При хромировании с применением хромпика принимают поправочный коэффициент 0,6.
Расход воздуха V, удаляемого бортовыми отсосами от нормализованных ванн, приведен в табл. 4.9.
Примечания:
1. К расходу воздуха V для отсоса без поддува при воздушном перемещении раствора вводится поправочный коэффициент Kв.п. = 1,2; при укрытии зеркала испарения раствора плавающими телами (шарики, линзы и т.п.) - Кш = 0,75; при укрытии зеркала испарения раствора пенообразующим слоем - Kп = 0,5,
2. В случае применения однобортового отсоса без поддува поправочный коэффициент увеличивают в 1,8 раза.
Загрязняющие вещества, выделяющиеся в процессах подготовки поверхности и нанесении гальванопокрытий
Таблица 4.1
|
Температура, °С |
Выделяющиеся загрязняющие вещества |
||
|
1 |
2 |
3 |
|
|
Анодное снятие сплава |
70 - 80 |
Щелочь |
|
|
Декапирование анодное в хромовой кислоте |
45 - 50 |
Хрома (VI) оксид |
|
|
Железнение хлористое |
90 - 100 |
Водород хлористый |
|
|
Лужение: |
кислое |
15 - 30 |
Кислота серная |
|
щелочное |
65 - 75 |
Щелочь |
|
|
Меднение цианистое |
18 - 25 |
Водород цианистый |
|
|
Меднение цианистое |
55 - 65 |
Водород цианистый |
|
|
Нейтрализация |
80 - 90 |
Щелочь |
|
|
Никелирование химическое |
90 - 95 |
Аэрозоль никелевого раствора |
|
|
Обезжиривание: |
анодное и катодное |
50 - 60 |
Водород цианистый, щелочь |
|
и травление совместное |
50 - 60 |
Кислота серная |
|
|
химическое |
50 - 60 |
Щелочь |
|
|
химическое |
50 - 70 |
Щелочь |
|
|
электролитическое |
50 - 60 |
Щелочь |
|
|
Электролитическое анодное и катодное |
80 - 90 |
Щелочь |
|
|
Обработка в растворе хромпика |
95 - 98 |
Хрома (VI) оксид |
|
|
Оксидирование: |
алюминия и его сплавов |
35 - 38 |
Хрома (VI) оксид |
|
(черное) листов из магниевых сплавов |
85 - 90 |
Хрома (VI) оксид |
|
|
стали щелочное (воронение) |
138 - 140 |
Щелочь |
|
|
Промасливание |
120 - 150 |
Пары масла |
|
|
Промывка в горячей воде |
70 - 80 |
Пары воды |
|
|
Снятие никелевого покрытия |
18 - 25 |
Азота (IV) оксид |
|
|
Травление: |
алюминия, меди и их сплавов |
18 - 60 |
Азота (IV) оксид, щелочь |
|
в концентрированной соляной кислоте |
18 - 25 |
Водород хлористый |
|
|
и обезжиривание совместное |
50 - 60 |
Кислота серная |
|
|
Катодное |
50 - 70 |
Кислота серная |
|
|
меди, алюминия и их сплавов |
18 - 60 |
Азота (IV) оксид, щелочь |
|
|
Химическое |
18 - 25 |
Водород фтористый |
|
|
черных металлов |
18 - 25 |
Кислота серная |
|
|
то же |
60 - 70 |
Кислота серная |
|
|
Фосфатирование |
94 - 98 |
Водород фтористый |
|
|
Хромирование |
94 - 98 |
Водород фтористый |
|
|
Цинкование: |
малоцианистое |
18 - 25 |
Водород цианистый |
|
цианистое |
18 - 25 |
Водород цианистый |
|
|
Электрополировка меди и ее сплавов |
20 - 40 |
Хрома (VI) оксид |
|
Загрязняющие вещества, выделяющиеся с поверхности электролита
Таблица 4.2
|
Загрязняющее вещество |
Максимальное количество выделяющегося загрязняющего вещества мг/(с·м2) |
Коэффициент К11 |
|
|
1 |
2 |
3 |
4 |
|
Электрохимическая обработка металлов в растворах, содержащих хромовую кислоту в концентрации 150 - 300 г/л, при нагрузке на ванну I = 1000А (хромирование, анодное декапирование, снятие меди и др.) |
Хрома (VI) оксид |
10,0 |
2,0 |
|
То же, 30 - 60 г/л (электрополировка алюминия, стали и др.) |
Хрома (VI) оксид |
2,0 |
1,6 |
|
То же, 30 - 100 г/л, при нагрузке на ванну I = 500А, а также химическое оксидирование алюминия и магния (анодирование алюминия, магниевых сплавов и др.) |
Хрома (VI) оксид |
1,0 |
1,25 |
|
Химическая обработка стали в растворах хромовой кислоты и ее солей при температуре раствора 50 °С (пассивация, травление, снятие оксидной пленки, наполнение в хромпике и др.) |
Хрома (VI) оксид |
5,5·10-3 |
1,0 |
|
Химическая обработка металлов в растворах хромовой кислоты и ее солей при температуре раствора 50 °С (осветление, пассивация и др.) |
Хрома (VI) оксид |
0* |
- |
|
То же, в растворах щелочи (оксидирование стали, химическое полирование алюминия, рыхление окалины на титане, травление алюминия, магния и их сплавов и др.) при температуре раствора t, °С: |
|
|
|
|
> 100 |
Щелочь |
55,0 |
1,25 |
|
< 100 |
Щелочь |
55,0 |
1,6 |
|
Электрохимическая обработка металлов в растворах щелочи (анодное снятие шлама, обезжиривание, лужение, снятие олова, оксидирование меди, снятие хрома и др.) |
Щелочь |
11,0 |
1,6 |
|
Химическая обработка металлов, кроме алюминия и магния, в растворах щелочи (химическое обезжиривание, нейтрализация и др.) при температуре раствора t, °С: |
|
|
|
|
> 50 |
Щелочь |
0* |
1,0 |
|
< 50 |
Щелочь |
0* |
- |
|
Кадмирование, серебрение, золочение и электродекапирование в цианистых растворах |
Водород цианистый |
5,5 |
2,0 |
|
Цинкование, меднение, латунирование, химическое декапирование и амальгамирование в цианистых растворах |
Водород цианистый |
1,5 |
1,6 |
|
Химическая обработка металлов в растворах, содержащих фтористоводородную кислоту и ее соли |
Водород фтористый |
20,0 |
1,6 |
|
Химическая обработка металлов в концентрированных холодных и разбавленных нагретых растворах, содержащих соляную кислоту (травление, снятие шлама и др.) |
Водород хлористый |
80,0 |
1,25 |
|
То же, кроме снятия цинкового и кадмиевого покрытий, в холодных растворах, содержащих соляную кислоту концентрации до 200 г/л (травление, декапирование и др.) |
Водород хлористый |
0,3 |
- |
|
Электрохимическая обработка металлов в растворах, содержащих серную кислоту, концентрации 150 - 350 г/л, а также химическая обработка металлов в концентрированных холодных и разбавленных нагретых ее растворах (анодирование, электрополирование, травление, снятие никеля, серебра, гидридная обработка титана и др.) |
Кислота серная |
7,0 |
1,6 |
|
Меднение, лужение, цинкование и кадмирование в сернокислых растворах при температуре раствора 50 °С, а также химическое декапирование |
Кислота серная |
0* |
- |
|
Химическая обработка металлов в концентрированных нагретых и электрохимическая обработка в концентрированных холодных растворах, содержащих ортофосфорную кислоту (химическое полирование алюминия, электрополирование стали, меди и др.) |
Кислота фосфорная |
5 |
1,6 |
|
Химическая обработка металлов в концентрированных холодных и разбавленных нагретых растворах, содержащих ортофосфорную кислоту (фосфатирование и др.) |
Кислота фосфорная |
0,6 |
1,25 |
|
То же, в разбавленных растворах, содержащих азотную кислоту (осветление алюминия, химическое снятие никеля, травление, декапирование меди, пассивация и др.) при концентрации раствора, г/л: |
|
|
|
|
> 100 |
Кислота азотная и азота (IV) оксид |
3,0 |
1,25 |
|
< 100 |
То же |
0* |
- |
|
Никелирование в хлоридных растворах при плотности тока 1 - 3 А/дм2 |
Никеля растворимые соли |
0,15 |
2,0 |
|
Никелирование в сульфатных растворах при плотности тока 1 - 3 А/дм2 |
Никеля растворимые соли |
0,03 |
1,6 |
* Количество выделяющихся загрязняющих веществ столь невелико, что практически может не учитываться
К11 - коэффициент учета токсичности загрязняющих веществ, выделяющихся с поверхности электролита.
Агрегатное состояние загрязняющих веществ в выбросах гальванических цехов
Таблица 4.3
|
Агрегатное состояние |
||
|
Азота (IV) оксид, |
Газовая фаза 100 % |
|
|
- см. Кислота азотная и азота (IV) оксид |
Газовая фаза не менее 85 %; аэрозоль не более 15 % |
|
|
Водород |
Фтористый |
Газовая фаза не менее 95 %; аэрозоль не более 5 % |
|
Хлористый |
Газовая фаза не менее 75 %; аэрозоль не более 25 % |
|
|
Цианистый |
Газовая фаза не менее 25 %; аэрозоль не более 75 % |
|
|
Кислота: |
Азотная |
Аэрозоль 100 % |
|
и азота (IV) оксид |
Газовая фаза не менее 85 %; аэрозоль не более 15 % |
|
|
Борная |
Аэрозоль 100 % |
|
|
Серная |
Аэрозоль 100 % |
|
|
Фосфорная |
Аэрозоль 100 % |
|
|
Никеля растворимые соли |
Аэрозоль 100 % |
|
|
Органические растворители: |
Бензин БР-1 |
Пары |
|
Бензол |
То же |
|
|
Керосин |
-"- |
|
|
Тетрахлорэтилен |
-"- |
|
|
Трифтортрихлорэтан (фреон 113) |
-"- |
|
|
Трихлорэтан |
-"- |
|
|
Уайт-спирит |
-"- |
|
|
Хрома (VI) оксид |
Аэрозоль 100 % |
|
|
Щелочь |
Аэрозоль 100 % |
|
Удельные показатели загрязняющих веществ, выделяющихся с поверхности гальванических ванн при различных технологических процессах
Таблица 4.4
|
Загрязняющее вещество |
Удельный показатель, УЗВ, мг/(с·м2) |
|
|
1 |
2 |
3 |
|
1. Обезжиривание изделий: |
||
|
а) органическими растворителями |
Бензин |
1260 |
|
Керосин |
430 |
|
|
Уайт-спирит |
1610 |
|
|
Бензол |
825 |
|
|
Трихлорэтилен |
1095 |
|
|
Тетрахлорэтилен (или фреон 113) |
1170 |
|
|
б) химическое в растворах щелочи |
Едкая щелочь |
2,8·10-1 |
|
в) электрохимическое |
Едкая щелочь |
11 |
|
2. Химическое травление изделий: |
||
|
а) в растворах хромовой кислоты и ее солей при t > 50 °С |
Хрома (VI) оксид |
5,6·103 |
|
б) в растворах щелочи при t > 50 °С |
Едкая щелочь |
55 |
|
в) в разбавленных нагретых (t > 50 °С) и концентрированных растворах серной кислоты |
Кислота серная |
7 |
|
г) в растворах соляной кислоты концентрацией, г/л: |
|
|
|
< 200 |
Водород хлористый |
3,1·10-1 |
|
200 - 250 |
То же |
8,3·10-1 |
|
250 - 300 |
-"- |
2,8 |
|
300 - 350 |
-"- |
5,6 |
|
350 - 500 |
-"- |
13,9 |
|
500 - 1000 |
-"- |
80 |
|
д) в разбавленных нагретых (t > 50 °С) и концентрированных растворах ортофосфорной кислоты |
Кислота фосфорная |
6,1·10-1 |
|
е) в растворах, содержащих фтористоводородную кислоту и ее соли концентрацией, г/л: |
|
|
|
< 10 |
Водород фтористый |
2,8·10-1 |
|
10 - 20 |
То же |
1,4 |
|
20 - 50 |
-"- |
2,8 |
|
50 - 100 |
-"- |
5,0 |
|
100 - 150 |
-"- |
10,0 |
|
150 - 200 |
-"- |
12,0 |
|
> 200 |
-"- |
20,0 |
|
ж) в разбавленных растворах, содержащих азотную кислоту концентрацией более 100 г/л |
Кислота азотная и азота (IV) оксид |
3,0 |
|
3. Снятие старых покрытий: |
||
|
а) олова и хрома |
Едкая щелочь |
11,0 |
|
б) меди |
Хрома (VI) оксид |
10,0 |
|
в) никеля и серебра |
Кислота серная |
7,0 |
|
4. Полирование |
||
|
а) химическое в: |
|
|
|
Концентрированных холодных (t < 50 °С) растворах ортофосфорной кислоты; |
Кислота фосфорная |
6,1·10-1 |
|
Нагретых разбавленных растворах, содержащих серную кислоту; |
Кислота серная |
6,9 |
|
Разбавленных растворах, содержащих азотную кислоту концентрацией более 100 г/л |
Кислота азотная и азота (IV) оксид |
3,0 |
|
6) электрохимическое в: |
|
|
|
Концентрированных холодных растворах ортофосфорной кислоты; |
Кислота фосфорная |
5,0 |
|
Растворах, содержащих серную кислоту концентрацией 150 г/л |
Кислота серная |
7,0 |
|
Растворах, содержащих хромовую кислоту или ангидрид хромовый концентрацией 30 - 60 г/л |
Хрома (VI) оксид |
2,0 |
|
5. Нанесение покрытий на изделия: |
||
|
а) электрохимическая обработка в растворах хромовой кислоты концентрацией 150 - 300 г/л при силе тока I > 1000 А (анодирование, декапирование, хромирование и др.) |
Хрома (VI) оксид |
10,0 |
|
б) электрохимическая обработка в растворах хромовой кислоты концентрацией 30 - 100 г/л при силе тока I < 500 А (анодирование магниевых сплавов), а также химическое оксидирование алюминия и магния |
Хрома (VI) оксид |
1,0 |
|
в) химическая обработка стали в растворах хромовой кислоты и ее солей при t > 50 °С (осветление, пассивация, наполнение и пропитка, обработка в растворе хромпика) |
Хрома (VI) оксид |
5,6·10-3 |
|
г) химическая обработка в растворах щелочи при t > 50 °С (получение металлических покрытий контактным способом, оксидирование сталей и чугунов) |
Едкая щелочь |
55,0 |
|
д) электрохимическая обработка в растворах щелочи (цинкование, кадмирование, покрытие сплавом медь-цинк, тонирование и окрашивание) |
Едкая щелочь |
11,0 |
|
е) химическая обработка в растворах соляной кислоты в концентрации до 200 г/л (декапирование, железнение и др.) |
Водород хлористый |
3,1·10-1 |
|
ж) электрохимическая обработка в растворах, содержащих серную кислоту концентрацией 150 - 350 г/л (палладирование, анодное окисление алюминия и его сплавов, родирование) |
Кислота серная |
7,0 |
|
з) электрохимическая обработка в концентрированных холодных растворах, содержащих ортофосфорную кислоту (анодное оксидирование алюминия и его сплавов) |
Кислота фосфорная |
5,0 |
|
и) химическая обработка в разбавленных нагретых (t > 50 °С) и концентрированных холодных растворах, содержащих ортофосфорную кислоту (осветление и пассивирование) |
Кислота фосфорная |
6,1·10-1 |
|
к) никелирование в хлоридных растворах при плотности тока 1 - 3 А/дм2 |
Никеля растворимые соли |
1,5·10-1 |
|
л) никелирование в сульфатных растворах при плотности тока 1 - 3 А/дм2 |
Никеля растворимые соли |
3,1·10-2 |
|
м) химическая обработка в растворах, содержащих азотную кислоту; концентрацией > 100 г/л (осветление и пассивирование) |
Кислота азотная и азота (IV) оксид |
3,0 |
|
н) нанесение покрытий в цианистых растворах (кадмирование, серебрение, золочение, цинкование, меднение, латунирование, амальгамирование) концентрацией, г/л: |
|
|
|
< 50 |
Водород цианистый |
1,5 |
|
> 50 |
То же |
5,6 |
|
о) химическая обработка в растворах фтористоводородной кислоты и ее солей концентрацией, г/л: |
|
|
|
< 10 |
Водород фтористый |
2,8·10-1 |
|
10 - 20 |
То же |
1,4 |
|
20 - 50 |
-"- |
2,8 |
|
50 - 100 |
-"- |
5,0 |
|
100 - 150 |
-"- |
10,0 |
|
150 - 200 |
-"- |
12,0 |
|
> 200 |
-"- |
20,0 |
Значение коэффициента К6, зависящего от площади испарения
Таблица 4.5
|
Коэффициент К6 |
Площадь зеркала ванны, м2 |
Коэффициент К6 |
|
|
0,05 |
2,886 |
0,55 |
1,386 |
|
0,10 |
2,560 |
0,60 |
1,333 |
|
0,15 |
2,346 |
0,65 |
1,272 |
|
0,20 |
2,173 |
0,70 |
1,225 |
|
0,25 |
2,000 |
0,75 |
1,178 |
|
0,30 |
1,853 |
0,80 |
1,133 |
|
0,35 |
1,720 |
0,85 |
1,093 |
|
0,40 |
1,600 |
0,90 |
1,061 |
|
0,45 |
1,520 |
0,95 |
1,034 |
|
0,50 |
1,453 |
1,00 и более |
1,000 |
Значение коэффициента К7, зависящего от скорости воздушного потока над поверхностью испарения и температуры воздуха в помещении
Таблица 4.6
|
Значение коэффициента К7 в зависимости от температуры воздуха в помещении, в °С |
||||||
|
10° |
15° |
20° |
25° |
30° |
35° |
|
|
0 |
1,0 |
1,0 |
1,0 |
1,0 |
1,0 |
1,0 |
|
0,1 |
3,6 |
2,6 |
2,4 |
2,0 |
1,8 |
1,6 |
|
0,2 |
4,6 |
3,8 |
3,5 |
3,0 |
2,4 |
2,3 |
|
0,3 |
5,5 |
4,5 |
4,3 |
3,5 |
2,9 |
2,7 |
|
0,4 |
6,2 |
5,1 |
4,9 |
4,0 |
3,3 |
2,9 |
|
0,5 |
6,6 |
5,7 |
5,4 |
4,1 |
3,6 |
3,2 |
|
1,0 |
10,0 |
8,7 |
7,7 |
6,5 |
5,6 |
4,6 |
Примечание: Скорость воздушного потока над поверхностью испарения так относится к скорости воздушного потока в воздуховоде, как площадь сечения воздуховода относится к площади сечения ванны. Методы определения скорости и расхода газопылевых потоков, отходящих от стационарных источников загрязнения, изложены в ГОСТ 17.2.4.06-90.
Коэффициент К10 учета температуры электролита
Таблица 4.7
|
Значение К10 при разности температур раствора и воздуха Dt, C |
|||||||||
|
0 |
10 |
20 |
30 |
40 |
50 |
60 |
70 |
80 |
|
|
Двубортовый |
1,0 |
1,16 |
1,31 |
1,47 |
1,63 |
1,79 |
1,94 |
2,10 |
2,26 |
|
Однобортовый с поддувом |
1,0 |
1,03 |
1,06 |
1,09 |
1,12 |
1,15 |
1,18 |
1,21 |
1,24 |
Нормы потерь электролита на унос в вентиляцию
Таблица 4.8
|
Группа сложности деталей |
Нормы потерь электролита на унос в вентиляцию, мл/м2 |
|
|
Цианистый и щелочной |
I |
15 |
|
II |
15 |
|
|
III |
15 |
Расход воздуха V, удаляемого бортовыми отсосами от нормализованных ванн
Таблица 4.9
|
Размеры ванны в плане B´L, мм |
Значения V, м3/ч, при Dt = 0 С и К11 = 1 для отсоса |
Расход воздуха Vп на поддув, м3/ч |
||
|
без поддува двубортового |
однобортового |
двубортового |
||
|
450´800 |
260 |
200 |
- |
20 |
|
450´1100 |
360 |
275 |
- |
30 |
|
450´1500 |
500 |
375 |
- |
40 |
|
450´2200 |
730 |
550 |
- |
55 |
|
500´1100 |
420 |
335 |
- |
30 |
|
500´150 |
580 |
455 |
- |
45 |
|
560´600 |
250 |
280 |
- |
20 |
|
600´1100 |
540 |
470 |
- |
40 |
|
600´1500 |
740 |
640 |
- |
50 |
|
600´2200 |
1100 |
940 |
- |
75 |
|
700´800 |
480 |
450 |
- |
35 |
|
700´1100 |
660 |
615 |
- |
45 |
|
700´1500 |
910 |
840 |
- |
60 |
|
700´2200 |
1350 |
1230 |
- |
90 |
|
800´560 |
380 |
395 |
- |
30 |
|
800´760 |
530 |
535 |
- |
35 |
|
1000´1500 |
1450 |
1540 |
1090 |
90 |
|
1000´2200 |
2180 |
2260 |
1600 |
130 |
|
1100´560 |
550 |
670 |
475 |
40 |
|
1100´760 |
780 |
910 |
675 |
50 |
|
1200´1100 |
1320 |
1530 |
1080 |
80 |
|
1200´1500 |
1860 |
2090 |
1475 |
105 |
|
1200´2200 |
2760 |
3060 |
2155 |
155 |
ПРИЛОЖЕНИЕ А
(обязательное)
УДЕЛЬНЫЕ ПОКАЗАТЕЛИ ВЫДЕЛЕНИЙ (ВЫБРОСОВ) В АТМОСФЕРУ ЗАГРЯЗНЯЮЩИХ ВЕЩЕСТВ НА ВСЕХ СТАДИЯХ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА НАНЕСЕНИЯ МЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ ХИМИЧЕСКИМ И ЭЛЕКТРОХИМИЧЕСКИМ СПОСОБОМ, ВКЛЮЧАЯ ВСЕ ПОДГОТОВИТЕЛЬНЫЕ ОПЕРАЦИИ (ТАБЛИЦЫ С 1 ПО 4)
Приложение А
(обязательное)
Величины удельных выделений (выбросов) загрязняющих веществ в атмосферу от основных видов технологических процессов на участках подготовки деталей перед нанесением металлопокрытий
Таблица 1
|
Материалы |
Температура, °С |
Наименование выделяющегося загрязняющего вещества (ЗВ) |
Величина удельного выделения УЗВ, мг/(с·м2) |
|||
|
Наименование |
Кол-во, г/л |
Аэрозоль |
Газовая фаза |
|||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
Активация деталей из меди и ее сплавов |
Кислота серная |
50 - 100 |
15 - 25 |
Кислота серная |
0,50 |
- |
|
Активация деталей из коррозионно-стойких сталей |
Состав I: Кислота соляная |
150 - 200 |
15 - 25 |
Водород хлористый |
6,50 |
17,44 |
|
Состав II: |
|
|
|
|
|
|
|
Кислота фтористоводородная |
50 - 100 |
15 - 25 |
Водород фтористый |
- |
4,97 |
|
|
Кислота соляная |
50 - 100 |
Водород хлористый |
3,00 |
8,52 |
||
|
Активация деталей из сталей и сплавов |
Кислота соляная или |
50 - 100 |
15 - 25 |
Водород хлористый |
3,00 |
8,49 |
|
Кислота серная |
50 - 100 |
Кислота серная |
0,50 |
- |
||
|
Активация деталей из титана и его сплавов |
Никель хлористый |
200 - 220 |
20 - 25 |
Никеля хлорид |
0,15 |
- |
|
Кислота соляная |
140 - 150 |
Водород хлористый |
4,00 |
14,48 |
||
|
Аммоний фтористый |
20 - 40 |
|||||
|
Активация деталей из цинкового сплава |
Состав I: Натрий кислый сернокислый |
20-30 |
|
Натрия гидросульфид |
0,10 |
- |
|
Состав II: |
|
|
|
|
|
|
|
Кислота серная |
20 - 30 |
|
Кислота серная |
0,10 |
- |
|
|
Натрий сернокислый |
10 - 20 |
|||||
|
Состав III: Кислота серная |
10 - 15 |
|
Кислота серная |
0,05 |
- |
|
|
Нейтрализация |
Кислота лимонная или |
50 - 100 |
15 - 30 |
Кислота лимонная |
2,00 |
- |
|
Кислота винная |
50 - 100 |
15 - 30 |
Кислота винная |
2,00 |
- |
|
|
Нейтрализация после полирования электрохимического |
Сода кальцинированная |
50 - 100 |
15 - 25 |
Натрия карбонат |
5,00 |
- |
|
Обезжиривание деталей из алюминия и его сплавов |
Состав I: Тринатрийфосфат |
30 - 50 |
70 - 80 |
Натрия фосфат |
4,00 |
- |
|
Сода кальцинированная |
30 - 50 |
Натрия карбонат |
4,00 |
- |
||
|
Сульфанол НП-3 |
0,3 - 0,5 |
|||||
|
Обезжиривание деталей из меди и ее сплавов |
Состав II: Сода кальцинированная |
15 - 20 |
60 - 80 |
Натрия карбонат |
2,00 |
- |
|
Тринатрийфосфат |
20 - 30 |
|
Натрия фосфат |
2,10 |
- |
|
|
Синтанол ДС-10 |
3 - 5 |
|||||
|
Состав III: |
|
|
|
|
|
|
|
Сода кальцинированная |
20 - 30 |
70-90 |
Натрия карбонат |
2,10 |
- |
|
|
Тринатрийфосфат |
30 - 50 |
|
Натрия фосфат |
4,00 |
- |
|
|
Жидкое стекло |
3 - 5 |
|||||
|
Обезжиривание деталей из стали и сплавов |
Состав I: |
|
|
|
|
|
|
Средство моющее ТМС-31 или |
50 - 80 |
70 - 80 |
Натрия карбонат |
1,60 |
- |
|
|
Средство моющее «Лабомид» |
20 - 30 |
70 - 80 |
Натрия карбонат (Сода кальцинированная) |
0,80 |
- |
|
|
Состав II: Натрия гидроксид |
20 - 40 |
50 - 70 |
Натрия гидроксид |
2,50 |
- |
|
|
Тринатрийфосфат |
5 - 15 |
|||||
|
Жидкое стекло |
20 - 30 |
|||||
|
Обезжириватель Дв-301 |
1 - 6,5 |
Натрия фосфат |
1,00 |
- |
||
|
Обезжиривание деталей из стали и сплавов |
Состав III: |
|
|
|
|
|
|
Натрия гидроксид |
7 - 10 |
60 - 70 |
Натрия гидроксид |
1,00 |
- |
|
|
Сода кальцинированная |
15 - 20 |
Натрия карбонат |
2,00 |
- |
||
|
Тринатрийфосфат |
20 - 30 |
Натрия фосфат |
2,10 |
|||
|
Синтанол ДС-10 |
3 - 5 |
|||||
|
Обработка деталей из алюминия и его сплавов специальная |
Состав I: Цинка оксид |
70 - 100 |
|
Цинка оксид |
1,00 |
- |
|
Натрия гидроксид |
500 - 550 |
|
|
|
|
|
|
Калий-натрий виннокислый |
8 - 10 |
15 - 30 |
|
|
|
|
|
Железо хлорное |
1 - 2 |
|
Натрия гидроксид |
55,00 |
- |
|
|
Натрий азотнокислый |
1 - 2 |
|
|
|
|
|
|
Состав II: Цинк борфтористый 6-водный |
30 - 60 |
|
Никель борфтористый |
0,15 |
1,26 |
|
|
Водород фтористый |
- |
|||||
|
Никель (II) борфтористый 6-водный |
120 - 250 |
18 - 25 |
Аммиак |
- |
1,20 |
|
|
Аммоний тетрафторборат |
30 - 60 |
|
Кислота борная |
0,25 |
- |
|
|
Состав III: Никель двухлористый 6-водный |
450 - 600 |
15 - 30 |
Никеля хлорид |
0,25 |
- |
|
|
Кислота фтористоводородная |
9 - 10 |
|
Кислота борная |
0,25 |
- |
|
|
Кислота борная |
28 - 40 |
|
|
|
|
|
|
Обработка деталей из титана и его сплавов гидридная |
Состав I: Кислота соляная |
- |
20 - 25 или 50 - 55 |
Водород хлористый |
8,00 |
42,95 |
|
Состав II: |
|
|
|
|
|
|
|
Кислота серная |
700 - 1100 |
80 - 85 |
Кислота серная |
7,00 |
- |
|
|
Натрий хлористый |
30 - 40 |
|||||
|
Осветление деталей из алюминия и его сплавов |
Состав I: Кислота азотная |
300 - 400 |
15 - 25 |
Кислота азотная |
2,40 |
- |
|
Состав II Кислота азотная (плотность 1,41 г/см3), л |
1 |
15 - 25 |
Кислота азотная |
3,00 |
16,22 |
|
|
Азота (IV) оксид |
- |
|||||
|
Кислота фтористоводородная, плотность 1,15 г/см3 |
118 мл |
Водород фтористый |
- |
3,37 |
||
|
Состав III Ангидрид хромовый |
90 - 110 |
15 - 25 |
Хрома (VI) оксид |
1,00 |
- |
|
|
Кислота серная |
8 - 12 |
|||||
|
Осветление деталей из алюминия и его сплавов перед нанесением анодно-окисных покрытий |
Кислота азотная |
300 - 400 |
15 - 25 |
Кислота азотная |
2,40 |
- |
|
Азота (IV) оксид |
- |
11,37 |
||||
|
Осветление деталей из меди и ее сплавов |
Ангидрид хромовый |
30 - 40 |
15 - 25 |
Хрома (VI) оксид |
0,25 |
- |
|
Кислота серная |
30 - 40 |
Кислота серная |
0,20 |
- |
||
|
Осветление деталей из стали и сплавов; снятие травильного шлама с деталей из меди и сплавов |
Кислота соляная (плотность 1,19 г/см3), л |
1 |
15 - 25 |
Водород хлористый |
8,00 |
42,95 |
|
Осветление деталей из титана и его сплавов |
Кислота фтористоводородная, мл/л |
20 |
20 - 25 |
Кислота азотная |
1,15 |
- |
|
Кислота азотная, мл/л |
200 |
|
Азота (IV) оксид |
|
9,53 |
|
|
Пассивирование деталей из стали и сплавов |
Натрий азотнокислый |
50 - 150 |
15 - 25 |
Натрия нитрит |
7,50 |
|
|
Сода кальцинированная или |
2 - 3 |
|||||
|
Натрий азотнокислый |
100 - 150 |
65 - 75 |
Натрия нитрит |
7,50 |
|
|
|
Сода кальцинированная |
8 - 12 |
|||||
|
Полирование деталей из нержавеющей стали и цветных металлов химическое |
Состав I: Кислота серная |
625 - 630 |
70 - 75 |
Кислота серная |
3,00 |
- |
|
Кислота соляная |
70 - 80 |
Водород хлористый |
2,00 |
6,73 |
||
|
Кислота азотная |
60 - 65 |
Кислота азотная |
0,20 |
- |
||
|
Натрий хлористый |
10 - 12 |
Азота (IV) оксид |
- |
1,20 |
||
|
Краситель кислотный черный |
3 - 5 |
|
|
|
||
|
Вода |
500 - 550 |
|
|
|
||
|
Состав II: Кислота ортофосфорная |
1500 - 1600 |
65-75 |
Кислота фосфорная |
8,00 |
- |
|
|
Кислота азотная |
0,20 |
- |
||||
|
Кислота азотная |
60 - 80 |
Азота (IV) оксид |
- |
1,20 |
||
|
Состав III: |
|
|
|
|
|
|
|
Кислота ортофосфорная |
1300 - 1400 |
15 - 25 |
Кислота фосфорная |
8,00 |
- |
|
|
Калий азотнокислый |
450 - 500 |
Калия нитрат |
3,00 |
- |
||
|
Полирование деталей из стали и цветных металлов электрохимическое |
Состав I: |
|
|
|
|
|
|
Кислота ортофосфорная |
800 - 1200 |
70-80 |
Кислота фосфорная |
7,00 |
- |
|
|
Кислота серная |
184 - 368 |
|
|
|
||
|
Ангидрид хромовый |
108 - 162 |
Кислота серная |
0,70 |
- |
||
|
Состав II: |
|
|
|
|
|
|
|
Кислота ортофосфорная |
1800 - 1300 |
70 - 80 |
Кислота фосфорная |
7,00 |
- |
|
|
Бутанол I, мл/л |
80 - 100 |
Спирт бутиловый |
- |
0,78 |
||
|
Разрыхление окалины на деталях из коррозионностойких сталей |
Натрия гидроксид |
400 - 600 |
135 - 145 |
Натрия гидроксид |
55,00 |
- |
|
Натрий азотнокислый |
100 - 200 |
15 - 25 |
Натрия нитрат |
0,90 |
- |
|
|
Снятие травильного шлама с деталей из коррозионно-стойких сталей |
Кислота азотная |
350 - 450 |
15 - 25 |
Кислота азотная |
2,40 |
- |
|
Кислота фтористоводородная |
4 - 5 |
Азота (IV) оксид |
- |
15,36 |
||
|
Снятие травильного шлама с деталей из стали и сплавов |
Состав: Ангидрид хромовый |
80 - 90 |
15 - 25 |
Хрома (VI) оксид |
0,80 |
- |
|
Кислота серная |
30 - 40 |
|
|
|
||
|
Натрий хлористый |
2 - 4 |
Кислота серная |
0,20 |
- |
||
|
Травление деталей из алюминия и его сплавов |
Состав I: |
|
|
|
|
|
|
Натрия гидроксид |
50 - 100 |
60 - 80 |
Натрия гидроксид |
7,50 |
- |
|
|
Сульфанол НП-3 |
0,4 - 0,8 |
|
|
|
|
|
|
Состав II: |
|
|
|
|
|
|
|
Натрия гидроксид |
20 - 30 |
50 - 70 |
Натрия гидроксид |
2,50 |
- |
|
|
Сода кальцинированная |
25 - 100 |
|
|
|
||
|
Тринатрийфосфат |
25 - 35 |
|
|
|
||
|
Вещество вспомогательное ОП-7 или ОП-10 |
0,5 - 1,0 |
Натрия карбонат |
7,50 |
- |
||
|
Состав III: |
|
|
|
|
|
|
|
Кислота ортофосфорная |
80 - 100 |
15 - 25 |
Кислота фосфорная |
0,60 |
- |
|
|
Калий кремнефтористый |
4 - 6 |
|||||
|
Состав IV: Кислота серная |
240 - 280 |
70 - 80 |
Кислота серная |
1,00 |
- |
|
|
Травление деталей из алюминия и его сплавов перед нанесением анодно-окисных покрытий |
Натрия гидроксид |
160 - 260 |
70 - 80 |
Натрия гидроксид |
2,00 |
- |
|
Натрий азотнокислый |
160 - 260 |
|
|
|
||
|
Тринатрийфосфат |
50 - 80 |
Натрия нитрат |
1,20 |
- |
||
|
Сульфанол НП-3 |
0,5 - 1,0 |
|
|
|
||
|
Медь азотнокислая |
0,5 - 1,0 |
Натрия нитрит |
1,00 |
- |
||
|
Декстрин |
5 - 10 |
|||||
|
Натрий глюконовокислый |
40 - 60 |
Натрия фосфат |
1,00 |
- |
||
|
Травление деталей из коррозионностойких сталей |
Состав I: |
|
|
|
|
|
|
Кислота азотная |
200 - 240 |
15 - 25 |
Кислота азотная |
1,40 |
- |
|
|
Натрий фтористый |
20 - 25 |
|
|
|
||
|
Натрий хлорист. |
20 - 25 |
Азота (IV) оксид |
- |
7,56 |
||
|
Травление деталей из коррозионно-стойких сталей |
Состав II: |
|
|
|
|
|
|
Кислота соляная |
220 - 250 |
15 - 25 |
Водород хлористый |
8,00 |
22,09 |
|
|
Уротропин технический |
40 - 50 |
|||||
|
Травление деталей из меди и сплавов |
Состав I: |
|
|
|
|
|
|
Кислота серная |
750 - 850 |
15 - 25 |
Кислота серная |
4,80 |
- |
|
|
Кислота азотная |
50 - 70 |
Кислота азотная |
0,30 |
- |
||
|
Кислота соляная |
1 - 5 |
Азота (IV) оксид |
- |
4,59 |
||
|
Состав II: |
|
|
|
|
|
|
|
Кислота азотная (плотность 1,41 г/см3), л |
1 |
15 - 25 |
Кислота азотная |
3,00 |
- |
|
|
Азота (IV) оксид |
- |
19,29 |
||||
|
Кислота серная (плотность 1,84 г/см3), л |
1 |
Кислота серная |
0,50 |
|
||
|
Натрий хлористый |
5 - 10 |
|
|
|
||
|
Состав III Кислота уксусная |
260 - 265 |
15 - 25 |
Кислота уксусная |
1,50 |
4,49 |
|
|
Кислота ортофосфорная |
830 - 850 |
Кислота фосфорная |
7,00 |
- |
||
|
Водорода перекись |
90 - 110 |
|
|
|
||
|
Состав IV: |
|
|
|
|
|
|
|
Натрий азотнокислый |
600 - 800 |
15 - 25 |
Натрия нитрат |
4,00 |
- |
|
|
Кислота ортофосфорная |
1400 - 1700 |
Кислота фосфорная |
8,00 |
- |
||
|
Травление деталей из стали и сплавов |
Состав I: |
|
|
|
|
|
|
Кислота серная |
100 - 200 |
50 - 70 |
Кислота серная |
0,50 |
- |
|
|
Кислота соляная |
15 - 100 |
|
|
|
||
|
Ингибитор И-1-Е |
0,1 - 0,3 |
Водород хлористый |
2,50 |
9,32 |
||
|
Состав II: |
|
|
|
|
|
|
|
Кислота соляная (плотность 1,19 г/см3), л |
1 |
15 - 25 |
Водород хлористый |
8,00 |
42,95 |
|
|
Уротропин |
40 - 50 |
|||||
|
Травление деталей из стали и сплавов |
Состав Ш: |
|
|
|
|
|
|
Кислота соляная |
50 - 80 |
20 - 40 |
Водород хлористый |
2,50 |
7,71 |
|
|
Натрий хлористый |
160 - 200 |
|||||
|
Цинк хлористый |
5 - 10 |
|||||
|
Состав IV: |
|
|
|
|
|
|
|
Кислота соляная (плотность 1,19 г/см3), л |
1 |
15 - 25 |
Водород хлористый |
8,00 |
42,95 |
|
|
Уротропин |
10 - 20 |
|||||
|
Калий йодистый |
1 - 2 |
|||||
|
Состав V: |
|
|
|
|
|
|
|
Кислота ортофосфорная (плотность 1,7 г/см3), л |
1 |
15 - 25 |
Кислота фосфорная |
6,00 |
- |
|
|
Кислота серная (плотность 1,84 г/см3), л |
250 |
Кислота серная |
0,70 |
- |
||
|
Состав VI: |
|
|
|
|
|
|
|
Кислота серная |
80 - 100 |
50 - 70 |
Кислота серная |
0,35 |
- |
|
|
Натрий хлористый |
80 - 100 |
|||||
|
Уротропин |
8 - 10 |
|||||
|
Синтанол ДС-10 |
5 - 10 |
|||||
|
Травление деталей из титана и его сплавов |
Кислота фтористоводородная, мл/л |
200 |
20 - 25 |
Водород фтористый |
- |
11,84 |
|
Кислота азотная, мл/л |
20 |
|||||
|
Удаление жировых загрязнений с поверхности деталей |
Ацетон или |
|
|
Ацетон |
- |
151,22 |
|
Бензин или |
|
|
Бензин |
- |
89,28 |
|
|
Спирт этиловый или |
|
|
Спирт этиловый |
- |
31,68 |
|
|
Тетрахлорэтилен или |
|
|
Тетрахлорэтилен |
- |
20,83 |
|
|
Трихлорэтилен или |
|
|
Трихлорэтилен |
- |
74,12 |
|
|
Уайт-спирит |
|
|
Уайт-спирит |
- |
3,64 |
|
Таблица 2
|
Наименование технологической операции |
Материалы |
Температура, °С |
Наименование выделяющегося загрязняющего вещества (ЗВ) |
Величина удельного выделения УЗВ, мг/(с·м2) |
|
||
|
Наименование |
Кол-во, г/л |
Аэрозоль |
Газовая фаза |
|
|||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
|
Анодирование деталей из алюминия и его сплавов |
Состав I: |
|
|
|
|
|
|
|
Кислота серная |
180 - 200 |
15 - 25 |
Кислота серная |
0,70 |
- |
||
|
Состав II: |
|
|
|
|
|
||
|
Кислота серная |
150 - 200 |
15 - 25 |
Кислота серная |
0,70 |
- |
||
|
Кислота щавелевая |
20 - 25 |
||||||
|
Состав III: |
|
|
|
|
|
||
|
Ангидрид хромовый |
70 - 100 |
30 - 40 |
Хрома (VI) оксид |
1,00 |
- |
||
|
Состав IV: |
|
|
|
|
|
||
|
Кислота серная |
300 - 350 |
12 - 18 |
Кислота серная |
1,30 |
- |
||
|
Кислота щавелевая |
25 - 35 |
||||||
|
Кислота борная |
2 - 3 |
||||||
|
Глицерин, мл/л |
10 - 12 |
||||||
|
Кислота уксусная, мл/л |
0,05 - 0,1 |
||||||
|
Золочение деталей из меди и ее сплавов и сплавов типа 49НД, 29НК |
Состав I: |
|
|
|
|
|
|
|
Калия дициано-(1)-аурат (в пересчете на Ме) |
4 - 6 |
15 - 25 или 45 - 65 |
Калия цианид |
0,50 |
- |
||
|
Калий цианистый (свободный) |
10 - 15 |
Водород цианистый |
0,50 |
0,15 |
|||
|
Состав II: |
|
|
|
|
|
||
|
Калия дициано-(1)-аурат (в пересчете на Me) |
8 - 10 |
35 - 45 |
Водород цианистый |
0,50 |
0,15 |
||
|
Кислота лимонная |
30 - 40 |
|
|
|
|||
|
Калий лимонно кислый трехзамещенный |
30 - 40 |
Калий лимоннокислый |
1,5 |
- |
|||
|
Золочение деталей из меди и ее сплавов и сплавов типа 49НД, 29НК |
Состав III: |
|
|
|
|
|
|
|
Калия дициано (1)-аурат (в пересчете на Ме) |
14,5 - 15 |
55 - 65 |
Водород цианистый |
0,50 |
0,15 |
||
|
Кислота лимонная |
100 - 105 |
Кислота лимонная |
2,00 |
- |
|||
|
Золочение деталей из меди и ее сплавов (химическое) |
Калия дициано-(1)-аурат |
2 - 8 |
55 - 90 |
Калия цианид |
1,00 |
- |
|
|
Калий цианистый |
7 - 13 |
||||||
|
Калия гидроксид |
6 - 12 |
Калия гидроксид |
1,00 |
- |
|||
|
Натрия боргидрид |
3,5 - 17 |
||||||
|
Кадмирование |
Состав I: |
|
|
|
|
|
|
|
Кадмий сернокислый |
40 - 60 |
15 - 25 |
Кадмия сульфат |
0,20 |
- |
||
|
Аммоний сернокислый |
240 - 260 |
|
|
|
|||
|
Диспергатор НФ, мл/л |
50 - 100 |
Аммиак |
- |
0,38 |
|||
|
Уротропин |
15 - 20 |
|
|
|
|||
|
Препарат ОС-20 |
0,7 - 1,2 |
Аммония сульфат |
0,60 |
- |
|||
|
Состав II: |
|
|
|
|
|
||
|
Кадмий сернокисл. |
30 - 50 |
15 - 25 |
Кадмия сульфат |
0,20 |
- |
||
|
Кислота серная |
40 - 60 |
|
|
|
|||
|
Натрий сернокисл. |
40 - 60 |
Кислота серная |
0,20 |
- |
|||
|
Синтанол ДС-10 |
4 - 6 |
|
|
|
|||
|
Клей мездровый |
3 - 5 |
Натрия сульфат |
0,20 |
- |
|||
|
Состав III: |
|
|
|
|
|
||
|
Кадмий сернокисл. |
40 - 60 |
|
Аммония сульфат |
0,50 |
- |
||
|
Аммоний сернокислый |
150 - 200 |
|
|
|
|
||
|
Кислота борная |
20 - 30 |
15 - 30 |
Кадмия сульфат |
0,20 |
- |
||
|
Блескообразователь ДХТИ-203-А |
10 - 30 |
|
|
|
|
||
|
Блескообразователь ДХТИ-203-Б |
5 - 8 |
|
Кислота борная |
0,10 |
- |
||
|
Кадмирование |
Состав IV: |
|
|
|
|
|
|
|
Кадмия оксид |
35 - 45 |
15 - 25 |
Водород цианистый |
1,25 |
0,40 |
||
|
Натрий цианистый |
90 - 130 |
|
|
|
|||
|
Натрия гидроксид |
20 - 30 |
|
|
|
|||
|
Натрий сернокислый |
40 - 50 |
Натрия сульфат |
0,20 |
- |
|||
|
Никель сернокислый |
1 - 2 |
|
|
|
|||
|
Концентраты литейные сульфитно-спиртовой барды |
8 - 12 |
Натрия гидроксид |
2,00 |
- |
|||
|
Латунирование деталей из стали |
Состав I: |
|
|
|
|
|
|
|
Медь цианистая |
15 - 25 |
15 - 30 |
Водород цианистый |
0,50 |
0,15 |
||
|
Цинк цианистый |
7 - 15 |
||||||
|
Натрий цианистый |
8 - 12 |
||||||
|
Состав II: |
|
|
|
|
|
||
|
Медь (II) сернокислая |
1,5 - 6,2 |
15 - 30 |
Калий пирофосфорнокислый (в пересчете на фосфорную кислоту) |
2,50 |
- |
||
|
Цинк сернокислый |
4,4 - 6,0 |
||||||
|
Калий пирофосфорнокислый |
50 - 60 |
||||||
|
Калий фосфорнокислый однозамещенный |
10 - 20 |
||||||
|
Меднение |
Состав I: |
|
|
|
|
|
|
|
Медь цианистая |
20 - 30 |
15 - 25 |
Водород цианистый |
1,50 |
0,50 |
||
|
Натрий цианистый (свободный) |
5 - 15 |
||||||
|
Натрия гидроксид |
5 - 10 |
||||||
|
Состав II: |
|
|
|
|
|
||
|
Медь цианистая |
|
|
Водород цианистый |
1,50 |
0,50 |
||
|
Натрий цианистый (свободный) |
5 - 15 |
45 - 55 |
|
|
|
||
|
Натрия гидроксид |
10 - 15 |
Калий-натрий виннокислый |
0,50 |
- |
|||
|
Калий-натрий виннокислый |
35 - 50 |
||||||
|
Состав III: Медь (II) сернокислая (в пересчете на металл) |
15 - 30 |
50 - 60 |
Меди сульфат |
0,50 |
- |
||
|
Калий железосинеродистый |
180 - 250 |
Калий железосинеродистый |
7,00 |
- |
|||
|
Калия гидроксид |
7 - 25 |
Калий-натрий виннокислый |
1,00 |
- |
|||
|
Калий-натрий виннокислый |
90 - 100 |
||||||
|
Меднение |
Состав IV: |
|
|
|
|
|
|
|
Медь (II) сернокислая |
80 - 95 |
30 - 50 |
Меди сульфат |
0,50 |
- |
||
|
Калий пирофосфорнокислый |
280 - 380 |
Калий пирофосфорнокислый (в пересчете на кислоту фосфорную) |
3,30 |
- |
|||
|
Кислота лимонная |
15 - 25 |
||||||
|
Состав V: |
|
|
|
|
|
||
|
Медь (II) сернокислая |
120 - 240 |
15 - 30 |
Меди сульфат |
0,75 |
- |
||
|
Кислота серная |
50 - 100 |
Кислота серная |
0,30 |
- |
|||
|
Состав VI: Медь кремнефтористая |
250 - 300 |
15 - 24 |
Медь кремнефтористая |
1,50 |
- |
||
|
Кислота кремнефтористая (свободная) |
10 - 15 |
Водород фтористый |
- |
1,68 |
|||
|
Меднение деталей из латуни и бронзы перед золочением |
Медь цианистая |
50 - 70 |
|
|
|
|
|
|
Натрий цианистый (свободный) |
5,0 - 15 |
45 - 55 |
Меди цианид |
1,50 |
- |
||
|
Натрия гидроксид |
10 - 15 |
Калий-натрий виннокислый сульфат |
0,15 |
- |
|||
|
Калий-натрий виннокислый |
50 - 70 |
Водород цианистый |
1,00 |
0,30 |
|||
|
Меднение деталей из цинкового сплава |
Медь сернокислая |
30 - 50 |
45 - 55 |
Натрия пирофосфат (в пересчете на фосфорную кислоту) |
2,50 |
- |
|
|
Натрий фосфорнокислый, пиро |
120 - 180 |
Натрия гидрофосфат |
1,70 |
- |
|||
|
Натрий фосфорнокислый двузамещенный |
60 - 100 |
Меди сульфат |
0,10 |
- |
|||
|
Нанесение анодно-окисных покрытий на детали из титановых сплавов |
Состав I: |
|
|
|
|
|
|
|
Кислота щавелевая |
50 - 60 |
15 - 25 |
Кислота щавелевая |
0,30 |
- |
||
|
Состав II: |
|
|
|
|
|||
|
Кислота серная |
180 - 200 |
Кислота серная |
0,70 |
- |
|||
|
Нанесение анодно-эмалевых покрытий на детали из алюминия и его сплавов |
Состав I: |
|
|
|
|
|
|
|
Калий титанил-щавелевокислый |
40 - 45 |
30 - 40 |
Кислота щавелевая |
0,30 |
- |
||
|
Кислота лимонная |
1 - 2 |
||||||
|
Кислота борная |
8 - 10 |
||||||
|
Кислота щавелевая |
5 - 7 |
||||||
|
Состав II: |
|
|
|
|
|
||
|
Ангидрит хромовый |
30 - 35 |
42 - 48 |
Хрома (VI) оксид |
0,50 |
- |
||
|
Кислота борная |
1 - 2 |
||||||
|
Нанесение окисных фосфатных и окисных фторидных покрытий на детали из алюминия и его сплавов |
Состав I: |
|
|
|
|
|
|
|
Кислота ортофосфорная |
40 - 50 |
20 - 30 |
Кислота фосфорная |
8,00 |
- |
||
|
Ангидрид хромовый |
5 - 7 |
||||||
|
Кислота фтористоводородная (40-процентная), мл/л |
3 - 5 |
||||||
|
Состав II: |
|
|
|
|
|
||
|
Аммоний фтористый кислый |
1,5 |
15 - 35 |
Хрома (VI) оксид |
0,05 |
- |
||
|
Ангидрид хромовый |
4 - 6 |
||||||
|
Калий железосинеродистый |
0,5 - 1,0 |
||||||
|
Нанесение покрытия из сплава олово-висмут на детали из стали |
Состав I: |
|
|
|
|
|
|
|
Олово (II) сернистое |
40 - 60 |
15 - 25 |
Олова сульфат |
0,23 |
- |
||
|
Кислота серная |
95 - 140 |
||||||
|
Висмута (III) хлорокись |
0,5 - 1,5 |
||||||
|
Натрий хлористый |
0,3 - 0,8 |
Кислота серная |
0,40 |
- |
|||
|
Синтанол ДС-10 или ДТ-7 |
3 - 5 |
||||||
|
Состав II: |
|
|
|
|
|
||
|
Олово (II) сернокислое |
40 - 60 |
15 - 25 |
Олова сульфат |
0,23 |
- |
||
|
Кислота серная |
95 - 140 |
|
|
|
|||
|
Висмут (III) сернокислый |
1 - 3 |
|
|
|
|||
|
4,4-метиленбис (0-анидизин) |
1,5 - 5,0 |
Кислота серная |
0,35 |
- |
|||
|
Препарат ОС-20 |
5 - 15 |
|
|
|
|||
|
Нанесение покрытия из сплава олово-висмут на детали из стали |
Состав III: |
|
|
|
|
|
|
|
Олово (II) сернокислое |
40 - 60 |
15 - 25 |
Олова сульфат |
0,23 |
- |
||
|
Кислота серная |
100 - 160 |
|
|
|
|||
|
Висмута (III) хлорокись |
0,5 - 1,0 |
|
|
|
|||
|
Ацетилацетон |
3 - 4 |
|
|
|
|||
|
Формалин, мл/л |
5 - 6 |
Кислота серная |
0,50 |
- |
|||
|
Синтанол ДС-10 |
3 - 5 |
|
|
|
|||
|
Состав IV: |
|
|
|
|
|
||
|
Олово (II) сернокислое |
35 - 45 |
15 - 25 |
|
|
|
||
|
Кислота серная |
120 - 180 |
Олова сульфат |
0,20 |
- |
|||
|
Висмут (III) сернокислый |
0,5 - 2,0 |
|
|
|
|||
|
Формалин, мл/л |
3 - 5 |
|
|
|
|||
|
Синтанол ДС-10 или ДТ-7 |
5 - 15 |
Кислота серная |
0,50 |
- |
|||
|
Блескообразователь Лимеда Sn-2, мл/л |
5 - 10 |
|
|
|
|||
|
Нанесение покрытия из сплава олово-свинец на детали из стали, меди и ее сплавов |
Состав I: |
|
|
|
|
|
|
|
Олово (II) борфтористое (в пересчете на Me) |
35 - 60 |
15 - 25 |
Олово борфтористое |
0,23 |
- |
||
|
Свинец борфтористый (в пересчете на металл) |
24 - 40 |
Кислота борная |
0,50 |
- |
|||
|
Кислота борфтористоводородная (свободная) |
40 - 100 |
|
|
|
|||
|
Кислота борная |
25 - 40 |
Кислота борфтористоводородная (в пересчете на бор фтористый) |
0,07 |
- |
|||
|
Пектин сухой ферментативный |
1 - 2 |
||||||
|
Гидрохинон |
0,8 - 1,0 |
||||||
|
Нанесение покрытия из сплава олово-свинец на детали из стали, меди и ее сплавов |
Состав II: |
|
|
|
|
|
|
|
Олово (II) борфтористое (в пересчете на Ме) |
26 - 30 |
15 - 25 |
Олово борфтористое |
0,15 |
- |
||
|
Свинец борфтористый (в пересчете на металл) |
18 - 25 |
|
Кислота борная |
0,50 |
- |
||
|
Кислота борфтористоводородная (свободная) |
80 - 90 |
|
Кислота борфтористоводородная (в пересчете на бор фтористый) |
0,07 |
- |
||
|
Добавка ДС-натрий (10 % - раствор), мл/л |
5 |
||||||
|
Синтанол ДС-10 (10 % - раствор), мл/л |
60 |
||||||
|
Нанесение покрытия из на детали из меди и ее сплавов |
Состав I: |
|
|
|
|
|
|
|
Палладия (II) хлорид (в пересчете на Ме) |
7,0 - 10 |
25 - 35 |
|
|
|
||
|
Никель хлористый (в пересчете на металл) |
25 - 30 |
Аммиак |
- |
0,40 |
|||
|
Аммоний хлористый |
50 - 100 |
|
|
|
|||
|
Аммоний сульфаминоватокислый |
60 - 130 |
Никеля хлорид |
1,00·103 |
- |
|||
|
Аммиак водный |
до pH 8,3 - 8,7 |
|
|
|
|||
|
Состав II: |
|
|
|
|
|
||
|
Палладия (II) хлорид (в пересчете на Ме) |
18 - 20 |
20 - 30 |
Аммиак |
- |
0,20 |
||
|
Никель хлористый (в пересчете на металл) |
20 - 25 |
Аммония хлорид |
0,10 |
- |
|||
|
Аммоний хлористый |
20 - 25 |
Никеля хлорид |
1,00·103 |
- |
|||
|
Аммиак водный |
до pH 8,8 - 9,3 |
|
|
|
|||
|
Нанесение покрытия сплавом серебро-сурьма на детали из стали, меди и ее сплавов |
Состав I: |
|
|
|
|
|
|
|
Серебро азотнокислое или Калия дициано-(I)-аргентат (в пересчете на металл) |
25 - 40 |
15 - 25 |
Калий-натрий виннокислый |
1,5 |
- |
||
|
Калий цианистый (свободный) |
50 - 70 |
|
|
|
|||
|
Калий углекислый |
20 - 30 |
|
|
|
|||
|
Калий антимонил-виннокислый (в пересчете на сурьму) |
4,0 - 5,5 |
Водород цианистый |
1,50 |
0,50 |
|||
|
Калий-натрий виннокислый |
50 - 60 |
|
|
|
|||
|
Калия гидроксид |
5 - 10 |
|
|
|
|||
|
Состав II: |
|
|
|
|
|
||
|
Калия дициано-(1)-аргентат (в пересчете на металл) |
35 - 50 |
15 - 25 |
Калия роданид |
5,50 |
- |
||
|
Калий роданист. |
200 - 250 |
|
|
|
|||
|
Калий углекисл. |
20 - 30 |
Водород цианистый |
1,50 |
0,50 |
|||
|
Сурьмы (III) оксид |
20 - 30 |
|
|
|
|||
|
Калий-натрий виннокислый |
50 - 60 |
Калий-натрий виннокислый |
1,50 |
- |
|||
|
Состав III |
|
|
|
|
|
||
|
Серебро азотнокислое или Калия дициано-(1)-аргентат (в пересчете на Ме) |
18 - 22 |
15 - 25 |
Калия цианид |
1,5 |
- |
||
|
Калий цианистый (свободный) |
60 - 70 |
|
|
|
|||
|
Селен технический |
0,001 - 0,005 |
|
|
|
|||
|
Диспергатор НФ (в пересчете на сухой остаток) |
0,08 - 0,125 |
Водород цианистый |
1,00 |
0,30 |
|||
|
Сурьма треххлористая (в пересчете на сурьму) |
0,5 - 1,0 |
|
|
|
|||
|
Наполнение анодной пленки |
Калий двухромовокислый или Натрий двухромовокислый |
80 - 100 |
80 - 90 |
Калия бихромат (в пересчете на хрома (VI) оксид) |
1,25·10-3 |
- |
|
|
Наполнение окисной пленки в хромпике |
Калий двухромовокислый |
40 - 50 |
90 - 100 |
Калия бихромат (в пересчете на хрома (VI) оксид) |
0,80·10-3 |
- |
|
|
Нейтрализация после анодирования алюминия |
Натрий углекислый 10-водный |
5 - 10 |
15 - 25 |
Натрия карбонат |
0,10 |
- |
|
|
Никелирование деталей из алюминия и его сплавов |
Состав I: |
|
|
|
|
|
|
|
Никель сернокисл. |
180 - 230 |
40 - 50 |
Никеля сульфат |
0,03 |
- |
||
|
Натрий сернокисл. |
40 - 60 |
||||||
|
Кислота борная |
23 - 28 |
||||||
|
Натрий хлористый |
1 - 3 |
||||||
|
Калий надсернокислый |
1 - 3 |
||||||
|
Натрий фтористый |
1 - 3 |
||||||
|
Состав II: |
|
|
|
|
|
||
|
Никель (II) сульфаминовокисл. |
400 - 450 |
|
Никель сульфаминовокислый |
0,35 |
- |
||
|
Никель хлористый |
2 - 5 |
||||||
|
Кислота борная |
25 - 35 |
||||||
|
Вещество жидкое моющее «Прогресс» |
0,5 - 0,8 |
||||||
|
Состав III: |
|
|
|
|
|
||
|
Никель сернокислый |
140 - 200 |
15 - 25 |
Никеля сульфат |
0,15 |
- |
||
|
Магний сернокислый |
30 - 50 |
Магния сульфат |
0,15 |
- |
|||
|
Натрий сернокислый |
50 - 70 |
Натрия сульфат |
0,20 |
- |
|||
|
Кислота борная |
25 - 30 |
Кислота борная |
0,50 |
- |
|||
|
Натрий хлористый |
5 - 10 |
|
|
|
|||
|
Состав IV: |
|
|
|
|
|
||
|
Никель сернокислый |
20 - 25 |
85 - 90 |
Никеля сульфат |
1,00*10-3 |
- |
||
|
Натрий фосфорноватистокислый |
15 - 18 |
||||||
|
Натрий уксуснокислый |
10 - 12 |
||||||
|
Натрий фтористый |
0,8 - 1,0 |
||||||
|
Тиомочевина |
0,002 - 0,003 |
||||||
|
Кислота уксусная, мл/л |
6,2 - 6,5 |
||||||
|
Никелирование деталей из коррозионностойких сплавов (предварительное) |
Никель двухлористый |
200 - 250 |
|
Никеля хлорид |
0,05 |
- |
|
|
Кислота соляная |
50 - 100 |
15 - 25 |
Водород хлористый |
3,00 |
8,13 |
||
|
Никелирование деталей из стали, меди и ее сплавов (химическое) |
Состав I: |
|
|
|
|
|
|
|
Никель сернокислый |
20 - 25 |
90 - 95 |
Никеля сульфат |
1,00·10-3 |
- |
||
|
Натрий фосфорноватистокислый |
15 - 18 |
||||||
|
Натрий уксуснокислый |
10 - 12 |
Натрий фосфорноватистокислый (в пересчете на натрия фосфат) |
0,40 |
- |
|||
|
Тиомочевина |
0,002 - 0,003 |
||||||
|
Состав II: |
|
|
|
|
|
||
|
Никель сернокислый |
30 |
90 - 95 |
Никеля сульфат |
1,00·10-3 |
- |
||
|
Натрий фосфорноватистокислый |
20 |
|
|
|
|||
|
Натрий уксуснокислый |
15 |
|
|
|
|||
|
Кислота борная |
8 |
Натрий фосфорноватистокислый (в пересчете на натрия фосфат) |
0,40 |
- |
|||
|
Аммоний хлористый |
6 |
||||||
|
Тиомочевина |
0,003 |
||||||
|
Состав III: |
|
|
|
|
|
||
|
Никель сернокислый |
20 - 25 |
80 - 90 |
Никеля сульфат |
1,00·10-3 |
- |
||
|
Натрий фосфорноватистокислый |
15 - 20 |
Натрий фосфорноватистокислый (в пересчете на натрия фосфат) |
0,40 |
- |
|||
|
Кислота молочная (40 %-ная) |
35 - 40 |
||||||
|
Тиомочевина |
0,001 |
|
|
|
|||
|
Аммиак водный, мл/л |
11 - 12 |
Кислота молочная |
0,30 |
- |
|||
|
Кислота борная |
10 - 15 |
|
|
|
|||
|
Состав IV: |
|
|
|
|
|
||
|
Никель сернокислый |
23 - 35 |
80-90 |
Никеля сульфат |
1,00·10-3 |
- |
||
|
Кислота аминоуксусная |
25 - 40 |
||||||
|
Натрий уксуснокислый |
3 - 7 |
||||||
|
Натрий фосфорноватистокислый |
20 - 30 |
||||||
|
Медь (II) сернокислая |
0,1 - 0,3 |
||||||
|
а - Цистеин |
0,001 - 0,002 |
||||||
|
Никелирование деталей из стали, сплавов типа 47НД, 29НК, меди и ее сплавов |
Состав I: |
|
|
|
|
|
|
|
Никель сернокислый |
140 - 200 |
15 - 25 |
Никеля сульфат |
0,15 |
- |
||
|
Магний сернокисл. |
30 - 50 |
Магния сульфат |
0,15 |
- |
|||
|
Натрий сернокисл. |
50 - 70 |
Натрия сульфат |
0,20 |
- |
|||
|
Кислота борная |
25 - 30 |
Кислота борная |
0,50 |
- |
|||
|
Натрий хлористый |
5 - 10 |
|
|
|
|||
|
Состав II: |
|
|
|
|
|
||
|
Никель сернокисл. |
250 - 300 |
35-45 |
Никеля сульфат |
0,15 |
- |
||
|
Кислота борная |
30 - 40 |
|
|
|
|||
|
Натрий хлористый |
10 - 20 |
|
|
|
|||
|
Водный раствор 1,4-бутиндиола (в пересчете на 100 %), мл/л |
0,08 - 0,12 |
Кислота борная |
0,50 |
- |
|||
|
Формалин технический, мл/л |
0,05 - 0,1 |
|
|
|
|||
|
Состав III: |
|
|
|
|
|
||
|
Никель сернокислый |
250 - 300 |
35 - 45 |
|
|
|
||
|
Натрий хлористый |
10 - 15 |
Никеля сульфат |
0,15 |
- |
|||
|
Натрий фтористый |
5 - 6 |
|
|
|
|||
|
Кислота борная |
25 - 30 |
|
|
|
|||
|
Нафталин-1,5-дисульфокислоты динатриевая соль |
2 - 4 |
|
|
|
|||
|
Формалин технический, мл/л |
1 - 2 |
Кислота борная |
0,50 |
- |
|||
|
Сульфанол |
0,01 - 0,015 |
|
|
|
|||
|
Состав IV: |
|
|
|
|
|
||
|
Никель сернокисл. |
250 - 300 |
50 - 55 |
Никеля сульфат |
0,15 |
- |
||
|
Натрий хлористый |
10 - 15 |
|
|
|
|||
|
Натрий фтористый |
1 - 2 |
|
|
|
|||
|
Кислота борная |
30 - 40 |
|
|
|
|||
|
Водный раствор 1,4-бутиндиола (в пересчете на 100 %), мл/л |
0,5 - 1,5 |
Кислота борная |
0,50 |
- |
|||
|
Формалин технический, мл/л |
0,03 - 0,05 |
|
|
|
|||
|
Никелирование деталей из стали, сплавов типа 47НД, 29НК, меди и ее сплавов |
Состав V: |
|
|
|
|
|
|
|
Никель сульфаминовокислый |
300 - 400 |
45 - 55 |
Никель сульфаминовокислый |
0,25 |
- |
||
|
Никель двухлористый |
12 - 15 |
||||||
|
Кислота борная |
30 - 35 |
|
|
|
|||
|
Натриевая соль додецилсульфокислоты |
0,1 - 1,0 |
Кислота борная |
0,50 |
- |
|||
|
Сахарин |
0,5 - 1,5 |
|
|
|
|||
|
Состав VI: |
|
|
|
|
|
||
|
Никель сернокисл. |
125 |
40 - 50 |
Никеля сульфат |
0,15 |
- |
||
|
Железо (II) сернокислое |
25 |
|
|
|
|||
|
Кислота сульфосалициловая |
15 - 25 |
|
|
|
|||
|
Аммоний хлористый |
10 |
|
|
|
|||
|
Водный раствор 1,4-бутиндиола (в пересчете на 100 %), мл/л |
1,5 - 2,0 |
Железа сульфат |
0,15 |
- |
|||
|
Натриевая соль додецилсульфокислоты |
0,05 - 0,1 |
|
|
|
|||
|
Никелирование деталей из титана и его сплавов |
Состав I: |
|
|
|
|
|
|
|
Никель сернокислый |
140 - 200 |
15 - 25 |
Никеля сульфат |
0,15 |
- |
||
|
Магний сернокислый |
30 - 50 |
Магния сульфат |
0,15 |
- |
|||
|
Натрий сернокислый |
50 - 70 |
Натрия сульфат |
0,20 |
- |
|||
|
Кислота борная |
25 - 30 |
Кислота борная |
0,50 |
- |
|||
|
Натрий хлористый |
5 - 10 |
|
|
|
|||
|
Состав II: |
|
|
|
|
|
||
|
Никель сернокислый |
20 |
85 - 90 |
Никеля сульфат |
1,00·10-3 |
- |
||
|
Натрий фосфорноватистокислый |
15 |
||||||
|
Натрий уксуснокислый |
10 |
||||||
|
Тиомочевина |
0,003 |
||||||
|
Кислота уксусная, мл/л |
5,2 - 6,2 |
||||||
|
Натрий фтористый |
1,5 - 2,0 |
||||||
|
Обработка в растворе спиртоканифольного флюса |
Канифоль |
200 - 400 |
15 - 25 |
Спирт этиловый |
10,00 |
25,00 |
|
|
Спирт этиловый технический |
600 - 800 |
||||||
|
Обработка препаратом ТМФ |
Тиомочевина |
18 - 18,5 |
15 - 25 |
Аммиак |
- |
0,22 |
|
|
Аммоний хлористый |
19 - 19,5 |
|
|
|
|||
|
Формалин |
0,20 - 0,25 |
Тиомочевина |
0,08 |
- |
|||
|
Окрашивание алюминия после анодирования неорганическими красителями |
Медь (II) сернокислая 5-водная |
17 - 25 |
15 - 25 |
Меди сульфат |
0,10 |
- |
|
|
Кислота серная |
3,8 - 5,5 |
||||||
|
Окрашивание алюминия после анодирования органическими красителями |
Краситель глубокочерный светопрочный для алюминия |
8 - 10 |
50 - 60 |
Анилин |
- |
0,20 |
|
|
Оксидирование |
Натрий сернистый |
25 - 30 |
15 - 25 |
Натрия сульфид |
0,20 |
- |
|
|
Натрий сернистокислый |
15 - 20 |
Натрия сульфит |
0,12 |
- |
|||
|
Оксидирование деталей из стали |
Состав I: |
|
|
|
|
|
|
|
Натрия гидроксид |
600 - 700 |
135 - 145 |
Натрия гидроксид |
55,00 |
- |
||
|
Натрий азотистокислый |
200 - 250 |
Натрия нитрат |
0,30 |
- |
|||
|
Натрий азотнокислый |
50 - 70 |
Натрия нитрит |
1,40 |
- |
|||
|
Состав II: |
|
|
|
|
|
||
|
Натрия гидроксид |
600 - 700 |
130 - 140 |
Натрия гидроксид |
55,00 |
- |
||
|
Тринатрийфосфат |
20 - 60 |
Натрия фосфат |
4,00 |
- |
|||
|
Натрий азотнокислый |
120 - 160 |
|
|
|
|||
|
Оксидирование деталей из стали |
Состав III: |
|
|
|
|
|
|
|
Натрий серноватистокислый |
75 - 85 |
15 - 30 |
Натрия сульфит |
0,25 |
- |
||
|
Аммоний хлористый |
75 - 85 |
|
|
|
|||
|
Кислота азотная, мл/л |
1 - 3 |
Аммония хлорид |
0,25 |
- |
|||
|
Кислота ортофосфорная, мл/л |
4 - 6 |
|
|
|
|||
|
Оксидирование деталей из меди и её сплавов |
Состав I: |
|
|
|
|
|
|
|
Калий надсернокислый |
15 - 30 |
55 - 65 |
Натрия гидроксид |
7,50 |
- |
||
|
Натрия гидроксид |
50 - 100 |
|
|
|
|
||
|
Состав II: |
|
|
|
|
|
||
|
Натрия гидроксид |
125 - 200 |
80 - 90 |
Натрия гидроксид |
10,00 |
- |
||
|
Оксидирование деталей из магния и его сплавов |
Состав I: |
|
|
|
|
|
|
|
Калий двухромовокислый |
40 - 55 |
60 - 70 |
Калия бихромат (в пересчете на хрома (VI) оксид) |
0,75·10-3 |
- |
||
|
Кислота азотная |
65 - 85 |
Кислота азотная |
0,45 |
- |
|||
|
Аммоний хлористый |
0,75 - 1,25 |
Азота (IV) оксид |
- |
1,20 |
|||
|
Состав II: |
|
|
|
|
|
||
|
Калий двухромовокислый |
30 - 50 |
15 - 30 |
Калия бихромат (в пересчете на хрома (VI) оксид) |
0,75·10 3 |
- |
||
|
Квасцы алюминиевокалиевые |
8 - 12 |
||||||
|
Кислота уксусная, мл/л |
5 - 12 |
||||||
|
Состав III: |
|
|
|
|
|
||
|
Калий двухромовокислый |
70 - 100 |
15 - 30 |
Калия бихромат (в пересчете на хрома (VI) оксид) |
1,20·103 |
- |
||
|
Магний сернокислый |
40 - 50 |
Магния сульфат |
0,50 |
- |
|||
|
Аммоний сернокислый |
40 - 50 |
Аммония сульфат |
0,50 |
- |
|||
|
Состав IV: |
|
|
|
|
|
||
|
Аммоний фтористый |
300 - 400 |
70 - 80 |
Аммония фторид |
10,00 |
- |
||
|
Натрий двухромовокислый |
60 - 80 |
Натрия бихромат (в пересчете на хрома (VI) оксид) |
0,80·103 |
- |
|||
|
Кислота ортофосфорная |
100 - 120 |
Кислота фосфорная |
1,70 |
- |
|||
|
Состав V: |
|
|
|
|
|
||
|
Аммоний фтористый |
300 - 400 |
15 - 35 |
Аммиак |
- |
1,76 |
||
|
Водород фтористый |
- |
11,67 |
|||||
|
Состав VI: |
|
|
|
|
|
||
|
Калий фтористый 2-водный |
50 - 60 |
15 - 35 |
Калия фторид |
1,00 |
- |
||
|
Оловянирование деталей из стали, меди и ее сплавов |
Состав I: |
|
|
|
|
|
|
|
Натрий оловяннокислый, мета- |
20 - 90 |
70 - 80 |
Натрия станнит |
0,23 |
- |
||
|
Натрия гидроксид |
7 - 15 |
|
|
|
|||
|
Натрий уксуснокислый 3-водн, |
10 - 20 |
Магния сульфат |
0,15 |
- |
|||
|
Водорода перекись, мл/л |
1 - 2 |
|
|
|
|||
|
Состав II: |
|
|
|
|
|
||
|
Олово двухлористое 2-водное |
30 - 50 |
15 - 25 |
Олова хлорид |
0,18 |
- |
||
|
Натрий фтористый |
30 - 70 |
|
|
|
|||
|
Кислота соляная |
0,5 - 4 |
|
|
|
|||
|
Препарат ОС-20 |
|
Водород фтористый |
- |
1,68 |
|||
|
Оловянирование деталей из стали, меди и ее сплавов |
Состав III: |
|
|
|
|
|
|
|
Олово (II) сернокислое |
40 - 60 |
15 - 25 |
Олова сульфат |
0,23 |
- |
||
|
Кислота серная |
95 - 110 |
|
|
|
|||
|
Синтанол ДС-10 или ДТ-7 |
1,5 - 3 |
Кислота серная |
0,30 |
- |
|||
|
Оловянирование деталей из стали, меди и ее сплавов |
Состав IV: |
|
|
|
|
|
|
|
Олово двухлористое 2-водное |
130 - 160 |
15 - 25 |
Олова хлорид |
0,25 |
- |
||
|
Калий пирофосфорнокислый |
500 - 570 |
|
|
|
|||
|
Гидразин солянокислый |
14 - 40 |
|
|
|
|||
|
Смачиватель 133 или СВ-104 «П» или Вещество жидкое моющее «Прогресс» Клей мездровый или желатина |
1 - 2 |
Калия дифосфат |
7,00 |
- |
|||
|
Состав V: |
|
|
|
|
|
||
|
Олово сернокислое |
40 - 60 |
15 - 25 |
Олова сульфат |
0,23 |
- |
||
|
Кислота серная |
100 - 160 |
|
|
|
|||
|
Синтанол ДС-10 |
3 - 5 |
|
|
|
|||
|
Формалин |
5 - 6 |
Кислота серная |
0,40 |
- |
|||
|
Ацетилацетон |
3 - 4 |
|
|
|
|||
|
Оплавление покрытия олово-свинец |
Состав I: |
|
|
|
|
|
|
|
Масло касторовое |
|
240 - 260 |
Масло касторовое |
- |
8,3*10-3 |
||
|
Состав II: |
|
|
|
|
|
||
|
Глицерин |
950 |
240 - 260 |
Глицерин |
- |
1,66 |
||
|
Диэтиламин солянокислый |
50 |
|
|||||
|
Палладирование деталей из меди и ее сплавов, серебра, никеля и сплавов типа 47НД, 29НК |
Состав I: |
|
|
|
|
|
|
|
Палладия (II) хлорид или |
15 - 25 |
15 - 25 |
Аммиак |
- |
0,22 |
||
|
Палладия трансдихлордиамин (в пересчете на Me) Аммоний хлористый |
15 - 20 |
Аммония хлорид |
0,10 |
- |
|||
|
Аммиак водный |
2 - 5 |
||||||
|
Ангидрид малеиновый |
0,05 - 0,15 |
||||||
|
Состав II: |
|
|
|
|
|
||
|
Палладия (II) хлорид (в пересчете на Me) |
15 - 20 |
65 - 75 |
Натрия гидрофосфат |
1,50 |
- |
||
|
Натрий фосфорнокислый двухзамещенный |
|
|
|
|
|||
|
Аммоний фосфорнокислый двухзамещенный |
50 - 60 |
Аммония гидрофосфат |
0,80 |
- |
|||
|
Кислота бензойная |
1,5 - 3 |
|
|
|
|||
|
Палладирование деталей из меди и ее сплавов, серебра, никеля и сплавов типа 47НД, 29НК |
Состав III: |
|
|
|
|
|
|
|
Палладия (II) хлорид (в пересчете на Me) |
10 - 15 |
28 - 32 |
Кислота сульфаминовая |
1,00 |
- |
||
|
Аммоний хлористый |
40 - 50 |
Натрия нитрит |
0,40 |
- |
|||
|
Натрий азотистокислый |
50 - 80 |
Аммония хлорид |
0,20 |
- |
|||
|
Кислота сульфаминовая |
80 - 100 |
|
|
|
|||
|
Палладирование деталей из меди и ее сплавов (химическое) |
Палладия (II) хлорид (в пересчете на Me) |
8 - 10 |
79 - 83 |
Натрия гипофосфит (в пересчете на натрия фосфат) |
0,50 |
- |
|
|
Трилон Б |
23 - 25 |
||||||
|
Этилендиамин (70-процентный), см3/л |
37 - 40 |
Аммиак |
- |
0,20 |
|||
|
Натрия гипофосфит |
27 - 30 |
||||||
|
Пассивирование деталей из коррозионно-стойких сталей, меди и ее сплавов, алюминия и его сплавов |
Состав I: |
|
|
|
|
|
|
|
Ангидрид хромовый |
145 - 155 |
80 - 90 |
Хрома (VI) оксид |
1,50 |
- |
||
|
Кислота серная |
1,2 - 1,6 |
||||||
|
Состав II: |
|
|
|
|
|
||
|
Кислота азотная |
280 - 500 |
45 - 55 |
Кислота азотная Азота (IV) оксид |
2,40 |
15,36 |
||
|
Состав III: |
|
|
|
|
|
||
|
Ангидрид хромовый |
80 - 100 |
15 - 25 |
Хрома (VI) оксид |
1,00 |
- |
||
|
Кислота серная |
5 - 10 |
||||||
|
Состав IV: |
|
|
|
|
|
||
|
Натрий двухромовокислый |
90 - 100 |
15 - 25 |
Натрия бихромат (в пересчете на хрома (VI) оксид) |
1,40·10-3 |
- |
||
|
Кислота серная |
20 - 25 |
||||||
|
Состав V: |
|
|
|
|
|
||
|
Ангидрид хромовый |
5 - 8 |
20 - 30 |
Хрома (VI) оксид |
0,05 |
- |
||
|
Калий железосинеродистый |
3 - 4 |
||||||
|
Кислота борная |
3 - 4 |
||||||
|
Калий кремнефтористый |
3 - 4 |
||||||
|
Пассивирование деталей из коррозионно-стойких сталей, меди и ее сплавов, алюминия и его сплавов |
Состав VI: |
|
|
|
|
|
|
|
Ангидрид хромовый |
2 - 7 |
16 - 20 |
|
|
|
||
|
Композиция Ликонда 71 |
2 - 4 |
Хрома (VI) оксид |
0,05 |
- |
|||
|
Ацетонитрил, мл/л |
1 - 10 |
||||||
|
Пассивирование после серебрения |
Калия гидроксид |
40 - 80 |
15 - 25 |
Калия гидроксид |
5,00 |
- |
|
|
Натрий углекислый |
80 - 150 |
Натрия карбонат |
8,00 |
- |
|||
|
Родирование деталей из серебра, никеля, меди и ее сплавов |
Состав I: |
|
|
|
|
|
|
|
Родий треххлористый (в пересчете на металл) |
4 - 8 |
15 - 30 |
Кислота серная |
0,20 |
- |
||
|
Кислота серная |
40 -60 |
||||||
|
Состав II: |
|
|
|
|
|
||
|
Родий треххлористый (в пересчете на металл) |
5 - 7 |
70 - 80 |
Аммиак |
- |
0,22 |
||
|
Аммоний углекислый |
50 - 100 |
||||||
|
Серебрение деталей из стали и ее сплавов, меди |
Состав I: |
|
|
|
|
|
|
|
Серебро азотнокислое |
25 - 30 |
15 - 25 |
Калия цианид |
1,50 |
- |
||
|
Калия дициано (1)-аргентат (в пересчете на металл) |
|
||||||
|
Калий углекислый |
20 - 30 |
||||||
|
Калий цианистый |
10 - 70 |
||||||
|
Состав II: |
|
|
|
|
|
||
|
Калия дициано (I)-аргентат (в пересчете на металл) |
35 - 50 |
15 - 25 |
Калия роданид |
5,50 |
- |
||
|
Калий углекислый |
20 - 30 |
Водород цианистый |
1,50 |
0,50 |
|||
|
Калий роданистый |
200 - 250 |
|
|
|
|||
|
Состав III: |
|
|
|
|
|
||
|
Серебро йодистое (в пересчете на металл) |
8 - 12 |
15 - 25 |
Калия йодид |
10,00 |
- |
||
|
Калий йодистый |
400 - 450 |
|
|
|
|||
|
Трилон Б |
10 - 20 |
Водород йодистый |
0,50 |
1,50 |
|||
|
Желатин полиграфический |
0,02 - 0,03 |
|
|
|
|||
|
Состав IV: |
|
|
|
|
|
||
|
Серебро азотнокислое или калия дициано(1)-аргентат (в пересчете на металл) |
35 - 40 |
15 - 25 |
Калия цианид |
2,50 |
- |
||
|
Калий цианистый |
130 - 160 |
|
|
|
|||
|
Селен технический |
0,03 - 0,05 |
|
|
|
|||
|
Этамон ДС |
0,4 |
Водород цианистый |
1,50 |
0,50 |
|||
|
Диспергатор НФ, марка Б (в пересчете на сухое вещество) |
0,08 - 0,125 |
|
|
|
|||
|
Серебрение де талей из стали и ее сплавов, меди |
Состав V: |
|
|
|
|
|
|
|
Серебро азотнокислое (в пересчете на металл) |
25 - 35 |
15 - 22 |
Калия цианид |
1,50 |
- |
||
|
Калий углекислый |
20 - 30 |
|
|
|
|||
|
Калий цианистый |
50 - 100 |
Водород цианистый |
0,30 |
0,10 |
|||
|
Эльдин |
1 - 4 |
|
|
|
|||
|
Серебрение химическое деталей из меди и ее сплавов |
Состав I: |
|
|
|
|
|
|
|
Калия дициано (1)-аргентат |
4 - 8 |
40 - 50 |
Калия цианид |
1,00 |
- |
||
|
Калий цианистый |
6 - 12 |
Водород цианистый |
1,00 |
0,30 |
|||
|
Гидразина борат |
1 - 2 |
|
|
|
|||
|
Состав II: |
|
|
|
|
|
||
|
Серебро азотнокислое (в пересчете на Me) |
10 - 15 |
45 - 55 |
Калия карбонат |
2,00 |
- |
||
|
Калий железосинеродистый |
25 - 30 |
||||||
|
Калий углекислый |
10 - 20 |
||||||
|
Фосфатирование |
Барий азотнокислый |
30 - 40 |
80 - 90 |
Бария нитрат |
0,25 |
- |
|
|
Цинк азотнокислый |
10 - 20 |
||||||
|
Цинк фосфорнокислый однозамещенный |
8 - 12 |
||||||
|
Фосфатирование стальных деталей и деталей с нанесенными цинковыми и кадмиевыми покрытиями |
Состав I: |
|
|
|
|
|
|
|
Препарат «Мажеф» |
20 - 22 |
15 - 25 |
Соль «Мажеф» (в пересчете на фосфорную кислоту) |
0,05 |
- |
||
|
Цинк азотнокислый 6-водный |
80 - 100 |
Цинка нитрат |
0,52 |
- |
|||
|
Натрий фтористый |
3 - 4 |
|
|
|
|||
|
Состав II: |
|
|
|
|
|
||
|
Концентрат фосфатирующий КФЭ-1 |
35 - 45 |
90 - 95 |
Концентрат КФЭ-1 (в пересчете на фосфорную кислоту) |
0,06 |
- |
||
|
Состав III: |
|
|
|
|
|
||
|
Цинк азотнокислый 6-водный |
42 - 56 |
85 - 95 |
Цинка нитрат |
1,50 |
- |
||
|
Цинк фосфорнокислый однозамещенный |
28 - 36 |
Цинка дигидрофосфат |
0,30 |
- |
|||
|
Кислота ортофосфорная |
9,5 - 13,5 |
|
|
|
|||
|
Фосфатирование стальных деталей и деталей с нанесенными цинковыми и кадмиевыми покрытиями |
Состав IV: |
|
|
|
|
|
|
|
Цинк азотнокислый 6-водный |
80 - 100 |
15 - 30 |
Цинка нитрат |
1,52 |
- |
||
|
Цинк фосфорнокислый однозамещенный |
60 - 70 |
Цинка дигидрофосфат |
0,40 |
- |
|||
|
Натрий азотнокислый |
0,2 - 1,0 |
|
|
|
|||
|
Состав V: |
|
|
|
|
|
||
|
Барий азотнокислый |
30 - 40 |
80 - 90 |
Бария нитрат |
1,50 |
- |
||
|
Цинк азотнокислый 6-водный |
10 - 20 |
|
|
|
|||
|
Цинк фосфорнокислый однозамещенный |
8 - 12 |
Цинка нитрат |
0,30 |
- |
|||
|
Хроматирование |
Состав I: |
|
|
|
|
|
|
|
Натрий двухромовокислый |
100 - 150 |
15 - 30 |
Хрома (VI) оксид |
1,75·10-3 |
- |
||
|
Кислота серная |
8 - 10 |
||||||
|
Состав II: |
|
|
|
|
|
||
|
Натрий двухромовокислый |
25 - 35 |
15 - 30 |
Натрия бихромат (в пересчете на хрома (VI) оксид) |
0,30·10-3 |
- |
||
|
Натрий сернокислый |
10 - 15 |
||||||
|
Кислота азотная |
4 - 7 |
||||||
|
Состав III: |
|
|
|
|
|
||
|
Соль Ликонда 2А-Т |
60 - 70 |
18 - 30 |
Хрома (VI) оксид |
0,25 |
- |
||
|
Соль Ликонда 1Б |
0,1 - 0,3 |
|
|
|
|||
|
Кислота серная |
1,3 - 2,2 |
Кислота борная |
0,50 |
- |
|||
|
Состав IV: |
|
|
|
|
|
||
|
Композиция Ликонда 21 |
40 - 50 |
18 - 30 |
Хрома (VI) оксид |
0,20 |
- |
||
|
Композиция Ликонда 25 |
70 - 78 |
Кислота борная |
0,50 |
- |
|||
|
Кислота серная |
1,5 - 1,8 |
|
|
|
|||
|
Калий хромовокислый |
30 - 50 |
15-25 |
Калия гидроксид |
4,00 |
- |
||
|
Калия гидроксид |
30 - 50 |
Калия хромат (в пересчете на хрома (VI) оксид) |
5,00 |
- |
|||
|
Хромирование |
Состав I: |
|
|
|
|
|
|
|
Ангидрид хромовый |
200 - 300 |
45 - 55 или 68 - 72 или 45 - 50 - 60 |
Хрома (VI) оксид |
5,00 |
- |
||
|
Кислота серная |
2 - 3 |
||||||
|
Препарат «Хромин» |
1 - 3 |
||||||
|
Состав II: |
|
|
|
|
|
||
|
Ангидрид хромовый |
250 - 290 |
45 - 52 |
Хрома (VI) оксид |
5,00 |
- |
||
|
Кислота серная |
1,55 - 1,81 |
Хрома (VI) оксид |
5,00 |
- |
|||
|
Добавка ДХТИ-1 |
5,5 - 7,0 |
||||||
|
Состав III: |
|
|
|
|
|
||
|
Ангидрид хромовый |
225 - 300 |
55 - 65 |
Хрома (VI) оксид |
5,00 |
- |
||
|
Стронций сернокислый |
5,5 - 6,5 |
||||||
|
Калий кремнефтористый |
18 - 20 |
||||||
|
Препарат «Хромин» |
1 - 3 |
||||||
|
Состав IV: |
|
|
|
|
|
||
|
Ангидрид хромовый |
180 - 200 |
58 - 62 |
Хрома (VI) оксид |
3,50 |
- |
||
|
Кислота серная |
0,8 - 1,2 |
||||||
|
Натрий кремнефтористый |
4,5 - 5,5 |
||||||
|
Натрий двухромовокислый |
10 - 25 |
||||||
|
Кадмий металлический |
13 - 17 |
||||||
|
Состав V: |
|
|
|
|
|
||
|
Ангидрид хромовый |
250 - 300 |
15 - 35 |
Хрома (VI) оксид |
5,00 |
- |
||
|
Кислота фтористоводородная |
0,2 - 0,8 |
||||||
|
Цинкование деталей из стали, меди и ее сплавов |
Состав I: |
|
|
|
|
|
|
|
Цинка оксид |
10 - 20 |
18 - 25 |
Натрия гидроксид |
7,50 |
- |
||
|
Натрия гидроксид |
130 - 150 |
||||||
|
Полиэтиленполиамины технические |
1 - 3 |
||||||
|
Тиомочевина |
0,8 - 1,0 |
||||||
|
Состав II: |
|
|
|
|
|
||
|
Цинка оксид |
35 - 40 |
18 - 35 |
Аммиак |
- |
1,76 |
||
|
Аммоний хлористый |
200 - 220 |
||||||
|
Уротропин |
20 - 25 |
Водород хлористый |
0,80 |
12,78 |
|||
|
Аммоний уксуснокислый |
80 - 100 |
||||||
|
Диспергатор НФ |
6 - 8 |
Кислота уксусная |
- |
2,44 |
|||
|
Препарат ОС-20 |
4 - 5 |
|
|
|
|||
|
Состав III: |
|
|
|
|
|
||
|
Цинк хлористый |
80 - 100 |
до 30 |
Водород хлористый |
0,80 |
17,81 |
||
|
Аммоний хлористый |
180 - 220 |
||||||
|
Блескообразователь Ликонда Zn SR-A, мл |
30 - 70 |
Аммиак |
- |
1,29 |
|||
|
Блескообразователь Ликонда Zn SR-B, мл |
3 - 5 |
||||||
|
Цинкование деталей из стали, меди и ее сплавов |
Состав IV: |
|
|
|
|
|
|
|
Цинк хлористый |
60 - 120 |
15 - 30 |
Водород хлористый |
0,80 |
17,81 |
||
|
Калий хлористый или |
150 - 200 |
||||||
|
Аммоний хлористый |
120 - 200 |
Аммиак |
- |
1,29 |
|||
|
Кислота борная |
15 - 30 |
||||||
|
Блескообразователь Лимеда ОЦ-1 |
20 - 30 |
Кислота борная |
0,50 |
- |
|||
|
Блескообразователь Лимеда ОЦ-2 |
2 - 3 |
||||||
|
Состав V: |
|
|
|
|
|
||
|
Цинка оксид |
12 - 15 |
15 - 30 |
Водород цианистый |
0,75 |
0,25 |
||
|
Натрий цианистый |
22 - 40 |
|
|
|
|||
|
Натрия гидроксид |
40 - 70 |
|
|
|
|||
|
Натрий сернистый |
0,5 - 5,0 |
Натрия гидроксид |
5,00 |
- |
|||
|
Глицерин |
0,5 - 1,0 |
|
|
|
|||
|
Состав VI: |
|
|
|
|
|
||
|
Цинка оксид |
18 - 20 |
15 - 30 |
Водород цианистый |
1,50 |
0,50 |
||
|
Калий цианистый |
60 - 80 |
||||||
|
Калия гидроксид |
75 - 100 |
||||||
|
Калий титановокислый, мета-4-водный (в пересчете на титан) |
0,4 - 1,0 |
Калия гидроксид |
7,50 |
- |
|||
|
Глицерин |
0,5 - 5,0 |
||||||
|
Калий сернистый 7-водный |
0,7 - 7,0 |
||||||
Приложение А, таблица 3
Величины удельных выделений (выбросов) загрязняющих веществ в атмосферу от основных видов технологических процессов на участках изготовления штампов с применением гальванопластики и пластмасс
|
Наименование технологической операции |
Материалы |
Температура,°С |
Наименование выделяющегося загрязняющего вещества (ЗВ) |
Величина удельного выделения УЗВ, мг/(с·м2) |
||
|
Наименование |
Кол-во, г/л |
Аэрозоль |
Газы (пары) |
|||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
Изготовление вставок матрицы и съемника штампа |
||||||
|
Активация |
Кислота соляная |
550 - 600 |
20 - 25 |
Водород хлористый |
8,00 |
42,95 |
|
Изолирование пуансона герметиком (нанесение и вулканизация) |
Компаунд КЛТ-30 |
- |
20 - 25 |
Бензин |
- |
226,60 г/кг |
|
Уксусная кислота |
- |
0,58 г/кг |
||||
|
Нанесение сплава никель-кобальт |
Никель сульфаминовокислый |
330 - 340 |
40 - 55 |
Никель сульфаминовокислый |
0,25 |
- |
|
Кобальт сульфаминовокислый |
15 - 20 |
Кобальт сульфаминовокислый |
0,01 |
- |
||
|
Никель двухлористый |
2 - 4 |
|||||
|
Кислота борная |
30 - 40 |
Кислота борная |
0,50 |
- |
||
|
Натрий лаурилсульфат |
0,7 - 1,0 |
|||||
|
Никелирование химическое |
Никель сернокислый |
20 - 25 |
90 - 95 |
Никеля сульфат |
1,00·103 |
- |
|
Натрий фосфорноватистокислый |
15 - 18 |
|
||||
|
Натрий уксуснокислый |
10 - 12 |
|
||||
|
Тиомочевина |
0,002 - 0,003 |
|
||||
|
Никелирование электрохимическое |
Никель сульфаминовокислый |
340 - 360 |
40 - 55 |
Никель сульфаминовокислый |
0,25 |
- |
|
Никель двухлористый |
3 - 5 |
|||||
|
Кислота борная |
30 - 50 |
Кислота борная |
0,50 |
- |
||
|
Натрий лаурилсульфат |
0,1 - 1,0 |
|||||
|
Обезжиривание |
Средство моющее МЛ-51 или |
30 - 50 |
65 - 85 |
Средство моющее МЛ-51 (в пересчете на натрия карбонат) |
1,60 |
- |
|
Средство моющее МЛ-52 |
30 - 50 |
Средство моющее МЛ-52 (в пересчете на натрия карбонат) |
1,60 |
- |
||
|
Пассивирование |
Калий двухромовокислый |
120 - 130 |
20 - 25 |
Калия бихромат (в пересчете на хрома (VI) оксид) |
1,75*10-3 |
- |
|
Сборка пакета штампа |
||||||
|
Изготовление гальванопластмассовой вставки |
Смола эпоксидная ЭД-20, вес. ч. |
100 |
20 - 25 |
Эпихлоргидрин |
- |
0,96 г/кг |
|
Толуол |
- |
1,20 г/кг |
||||
|
Полиэтиленполиамин марки А, |
15 вес. ч. |
Полиэтиленполиамин |
- |
3,60 г/кг |
||
|
Порошок железный ПЖМ. вес. 4. |
250 - 350 |
|||||
|
Склеивание (нанесение и отверждение) |
Смола эпоксидная ЭД-20, вес. ч. |
100 |
18 - 25 |
Эпихлоргидрин |
- |
0,94 г/кг |
|
Толуол |
- |
1,18 г/кг |
||||
|
Дибуталфталат, весовых частей |
11 |
Дибуталфталат |
- |
25,80 г/кг |
||
|
Полиэтиленполиамин марки А, |
16 вес. ч. |
|||||
|
Цемент глиноземистый, марка 400, вес. ч. |
400 - 100 |
Полиэтиленполиамин |
- |
3,76 г/кг |
||
Приложение А, таблица 4
Величины удельных выделений (выбросов) загрязняющих веществ в атмосферу от основных видов технологических процессов на участках металлизации пластмасс
|
Материалы |
Температура, °С |
Наименование выделяющегося загрязняющего вещества (ЗВ) |
Величина удельного выделения УЗВ, мг/(с·м2) |
|||
|
Наименование |
Кол-во, г/л |
Аэрозоль |
Газы (пары) |
|||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
Подготовка поверхности полимерных материалов перед металлизацией |
||||||
|
Активация |
Состав I: |
|
|
|
|
|
|
Палладий хлористый |
0,25 - 0,50 |
18 - 25 |
Водород хлористый |
0,30 |
0,84 |
|
|
Кислота соляная, плотность 1,19 г/см3, мл/л |
10 - 20 |
|||||
|
Состав II: |
|
|
|
|
|
|
|
Палладий хлористый |
1 - 2 |
18 - 25 |
Водород хлористый |
0,50 |
1,51 |
|
|
Кислота соляная, плотность 1,19 г/см3 |
18 мл/ л |
Спирт этиловый |
1,50 |
4,00 |
||
|
Спирт этиловый, мл/л |
150 - 200 |
|||||
|
Состав III: |
|
|
|
|
|
|
|
Палладий хлористый |
0,5 |
18 - 25 |
Водород хлористый |
1,50 |
4,18 |
|
|
Олово двухлористое |
40 |
|||||
|
Кислота серная, плотность 1,84 г/см3 |
50 мл/л |
|||||
|
Кислота соляная, плотность 1,19 г/см3 |
40 мл/л |
|||||
|
Активация |
Состав IV: |
|
|
|
|
|
|
Палладий хлористый |
0,2 - 1,2 |
18 - 25 |
Водород хлористый |
2,50 |
10,19 |
|
|
Олово двухлористое |
40 - 70 |
|||||
|
Кислота соляная, плотность 1,19 г/см3, мл/л |
140 - 180 |
Калия хлорид |
3,00 |
- |
||
|
Калий хлористый |
150 - 200 |
Натрия хлорид |
2,50 |
- |
||
|
Натрий хлористый |
116 - 120 |
|||||
|
Обезжиривание |
Отработанный раствор травления |
|
18 - 25 |
Хрома (VI) оксид |
0,38 |
- |
|
Кислота серная |
0,19 |
- |
||||
|
Обработка в растворе ускорителя (206) |
Кислота соляная, плотность 1,19 г/см5, мл/ л |
80 - 120 |
18 - 25 |
Водород хлористый |
3,00 |
10,22 |
|
Сенсибилизация |
Состав I: |
|
|
|
|
|
|
Олово двухлористое |
20 - 25 |
18 - 25 |
Водород хлористый |
2,50 |
5,88 |
|
|
Кислота соляная, плотность 1,19 г/см3 |
45 - 60 |
|||||
|
Состав II: |
|
|
|
|
|
|
|
Олово двухлористое |
50 - 60 |
18 - 25 |
Водород хлористый |
3,00 |
8,68 |
|
|
Кислота соляная, плотность 1,19 г/см3 |
60 - 80 |
|||||
|
Состав III: |
|
|
|
|
|
|
|
Олово двухлористое |
10 - 30 |
18 - 25 |
Водород хлористый |
1,50 |
4,18 |
|
|
Кислота соляная, плотность 1,19 г/см3 |
10 - 40 |
|||||
|
Травление химическое |
Состав I: |
|
|
|
|
|
|
Хромовый ангидрид |
350 - 370 |
18 - 25 |
Хрома (VI) оксид |
10,00 |
- |
|
|
Кислота серная плотность 1,84 г/см3 |
390 - 408 |
Кислота серная |
2,30 |
- |
||
|
Состав II: |
|
|
|
|
|
|
|
Хромовый ангидрид |
8 - 10 |
50 - 60 |
Кислота серная |
7,00 |
- |
|
|
Кислота серная плотность 1,84 г/см3 |
990 |
|||||
|
Кислота ортофосфорная, плотность 1,60 г/см3 |
250 |
Кислота фосфорная |
4,20 |
- |
||
|
Состав III: |
|
|
|
|
|
|
|
Хромовый ангидрид |
10 - 12 |
75 - 80 |
Кислота серная |
7,00 |
- |
|
|
Кислота серная плотность 1,84 г/см3 |
1650 |
Кислота фосфорная |
6,50 |
- |
||
|
Состав IV: |
|
|
|
|
|
|
|
Хромовый ангидрид |
75 - 80 |
85 - 95 |
Хрома (VI) оксид |
0,60 |
- |
|
|
Кислота серная плотность 1,84 г/см3 |
1460 |
Кислота серная |
7,00 |
- |
||
|
Состав V: |
|
|
|
|
|
|
|
Хромовый ангидрид |
10 - 15 |
90 - 115 |
Кислота серная |
7,00 |
- |
|
|
Кислота серная плотность 1,84 г/см3 |
770 |
|||||
|
Кислота ортофосфорная, плотность 1,60 г/см3 |
460 |
|||||
|
Декапирование химическое |
Кислота серная, плотн. 1,84 г/см3 |
60 - 80 |
18 - 25 |
Кислота серная |
0,15 |
- |
|
Меднение химическое |
Состав I: |
|
|
|
|
|
|
Медь сернокислая |
6 - 10 |
18 - 25 |
Калий-натрий виннокислый |
0,50 |
|
|
|
Калий-натрий виннокислый |
30 - 50 |
|||||
|
Натрий углекислый |
2 - 4 |
|||||
|
Натрия гидроксид |
8 - 10 |
|||||
|
Формалин (40 %) |
8 - 10 |
|||||
|
Стабилизатор |
0,8 мл/л |
|||||
|
Состав II: |
|
|
|
|
|
|
|
Медь сернокислая |
25 - 35 |
18 - 25 |
Калий-натрий виннокислый |
1,25 |
- |
|
|
Калий-натрий виннокислый |
150 - 170 |
|||||
|
Никель сернокислый |
3 - 4 |
|||||
|
Натрия гидроксид |
40 - 50 |
|||||
|
Натрий углекислый |
25 - 35 |
|||||
|
Вещество жидкое моющее «Прогресс» |
0,5 - 1,0 |
|||||
|
Формалин (40 %) |
10 - 15 мл/л |
|||||
|
Стабилизатор, мл/л |
0,002 - 0,003 |
|||||
|
Состав III: |
|
|
|
|
|
|
|
Калий-натрий виннокислый |
50 |
18 - 25 |
Калий-натрий виннокислый |
0,50 |
- |
|
|
Медь сернокислая |
10 |
|||||
|
Натрия гидроксид |
10 |
|||||
|
Формалин 40 % |
12,9 мл/л |
|||||
|
Меднение электрохимическое (блестящее) |
Медь сернокислая |
210 - 225 |
18 - 25 |
Меди сульфат |
1,00 |
- |
|
Кислота серная, плотн. 1,84 г/см3 |
50 - 60 |
|||||
|
Натрий хлористый |
0,04 - 0,06 |
Кислота серная |
0,15 |
- |
||
|
Марганец (II) сернокислый 5-водный |
4 - 6 мл/л |
|||||
|
Меднение электрохимическое (матовое) |
Состав I: |
|
|
|
|
|
|
Медь сернокислая |
210 - 225 |
18 - 25 |
Меди сульфат |
1,00 |
- |
|
|
Кислота серная плотн. 1,84 г/см3 |
50 - 60 |
|||||
|
Состав II: |
|
|
|
|
|
|
|
Медь сернокислая |
30 - 35 |
45 - 55 |
Меди сульфат |
0,10 |
- |
|
|
Натрий пирофосфорнокислый |
120 - 145 |
Натрия пирофосфат (в пересчете на фосфорную кислоту) |
2,20 |
- |
||
|
Натрий фосфорнокислый двузамещенный |
60 - 100 |
Натрия гидрофосфат |
1,50 |
- |
||
|
Никелирование химическое |
Состав I: |
|
|
|
|
|
|
Никель сернокислый |
20 - 22 |
86 - 88 |
Никеля сульфат |
1,00·10-3 |
- |
|
|
Натрий уксуснокислый |
8 - 10 |
|||||
|
Натрий фосфорноватистокислый |
20 - 22 |
|||||
|
Метилтетрагидрофталевый ангидрид |
1,5 - 2,5 |
|||||
|
Состав II: |
|
|
|
|
|
|
|
Никель сернокислый |
20 - 30 |
70 - 90 |
Никеля растворимые соли |
2,00·10-3 |
- |
|
|
Никель двухлористый 6-водный |
20 - 30 |
|||||
|
Натрий лимоннокислый |
40 - 50 |
|||||
|
Аммоний хлористый |
30 - 40 |
Аммиак |
- |
0,22 |
||
|
Натрий фосфорноватистокислый |
15 - 20 |
|||||
|
Аммиак водный |
до pH 8 - 9 |
|||||
|
Никелирование электрохимическое |
Состав I: |
|
|
|
|
|
|
Никель сернокислый |
200 - 300 |
50 - 60 |
Никеля растворимые соли |
0,20 |
- |
|
|
Никель двухлористый |
40 - 60 |
|||||
|
Кислота борная |
30 - 35 |
|||||
|
Сахарин |
0,7 - 1,2 |
Кислота борная |
0,50 |
- |
||
|
1,4-Бутиндиол (35 %), мл/л |
0,7 - 0,75 |
|||||
|
Фталимид |
0,08-0,10 |
|||||
|
Никелирование электрохимическое |
Состав II: |
|
|
|
|
|
|
Никель сернокислый |
250 - 300 |
48 - 56 |
Никеля сульфат |
0,15 |
- |
|
|
Натрий хлористый |
10 - 15 |
|||||
|
Кислота борная |
30 - 40 |
|||||
|
Натрий фтористый |
1 - 2 |
Кислота борная |
0,5 |
- |
||
|
Хлорамин Б |
1 - 2 |
|||||
|
1,4-Бутиндиол (35 %), мл/л |
0,35 - 1,5 |
|||||
|
Формалин, мл/л |
0,03 - 0,05 |
|||||
|
Хромирование (блестящее) |
Ангидрид хромовый |
250 - 300 |
48 - 54 |
Хрома (VI) оксид |
10,00 |
- |
|
Кислота серная плотн. 1,84 г/см3 |
2,5 - 3,5 |
|||||
|
Препарат «Хромин» |
1,5 - 3,0 |
|||||
ЛИТЕРАТУРА
1. Требования к построению, содержанию и изложению расчетных методик определения выбросов вредных веществ в атмосферу по удельным выделениям. Методическое письмо ГГО им. А.И. Воейкова № 23/4617 от 04.06.86.
2. Требования к разработке методических указаний по расчету валовых выбросов вредных веществ в атмосферу с учетом отраслевых особенностей. - Л., ГГО им. А.И. Воейкова, № АД-1, 1984.
3. «Сборник методик по расчету выбросов в атмосферу загрязняющих веществ различными производствами», - Л.: Гидрометеоиздат, 1986 г. - 183 с. Гл. 3: Расчет выбросов загрязняющих веществ от машиностроительных и металлообрабатывающих предприятий (п. 3.6 цеха и участки химической и электрохимической обработки).
4. Нормативные показатели удельных выбросов вредных веществ в атмосферу от основных видов технологического оборудования предприятий отрасли (издание третье, переработанное). - Харьков, изд-во ХГПИ, 1990 г. - 470 с.
5. Тищенко Н.Ф., Тищенко А.Н. Охрана атмосферного воздуха: Справочник. Часть вторая: Распределение вредных веществ. - [2-е изд., испр. и доп.]. - М.: Химия, 1993. - 313 с.
6. Перечень и коды веществ, загрязняющих атмосферный воздух. Издание четвертое, переработанное и дополненное. СПб, 1998.
7. Перечень документов по расчету выделений (выбросов) загрязняющих веществ в атмосферный воздух, действующих в 1999 - 2000 годах. - СПб., 1999. - 22 с.
8. Гримитлин М.И., Тимофеева О.Н. и др. Вентиляция и отопление цехов машиностроительных заводов. М., «Машиностроение», 1978.
9. Справочник проектировщика, том 2. Под ред. Староверова И.Г. М., «Стройиздат», 1977.
10. Гинберг А.М., Инженерная гальванотехника в приборостроении. М., «Машиностроение», 1974.
11. «Экология и безопасность» (Справочник). Т. 3. Технологическая безопасность. Ч. 1 / Под ред. И.Г. Рыбальского. - М.: ВНИИПИ, 1993. - 478 с.
12. Безопасность производственных процессов: Справочник, - М.: Машиностроение, 1985. - 448 с.
|
ГОСУДАРСТВЕННЫЙ КОМИТЕТ РОССИЙСКОЙ ФЕДЕРАЦИИ ПО ОХРАНЕ ОКРУЖАЮЩЕЙ СРЕДЫ Научно-исследовательский институт охраны атмосферного воздуха НИИ Атмосфера |
|
RUSSIAN FEDERATION STATE COMMITTEE FOR ENVIRONMENTAL PROTECTION Scientific Research Institute of Atmospheric Air Protection SRI Atmosphere |
|
194021, С.-Петербург, Россия ул. Карбышева, д. 7 Тел.: (812) 2478662, 2478658 Факс: (812) 2478662. Телекс: 122612 Электронная почта: milyaev@comset.net Интернет: http//www.ecolog.spb.ru |
194021, St. Petersburg, Russia Karbyshev str., 7 Phones: (812) 2478662, 2478658 Fax: (812) 2478662. Telex: 122612 E-mail: milyaev@comset.net Internet: http//www.ecolog.spb.ru |
|

Рекомендательное
письмо
к «Методике расчета выделений (выбросов) загрязняющих веществ в атмосферу при
производстве металлопокрытий гальваническим способом (по величинам удельных показателей)»
В данной «Методике...» наименования некоторых загрязняющих веществ указаны с использованием их торговых (по каталогу) наименований или по «Номенклатурным правилам ИЮПАК по химии». В связи с этим рекомендуем при проведении расчетов использовать справочное Приложение 1 к данному письму.
/Директор НИИ Атмосфера В.Б. Миляев
Трещалов О.Л., Турбин А.С.
247-86-58
Приложение 1 (справочное) к письму НИИ Атмосфера № 165/33-07 от 17.03.2000 г.
|
N |
Название вещества в методике |
Сведения о веществе в «Справочнике веществ» |
||||
|
Код |
Название |
ПДК |
Тип ПДК |
КО |
||
|
1 |
Щёлочь |
0150 |
Натрия гидроокись (Натр едкий, Сода каустическая) |
0,01 |
ОБУВ |
- |
|
2 |
Аэрозоль никелевого раствора |
0165 |
Никеля растворимые соли (в пересчете на никель) |
0,002 |
М/Р |
1 |
|
3 |
Пары масла |
2735 |
Масло минеральное нефтяное (веретенное, машинное, цилиндровое и др.) |
0,05 |
ОБУВ |
- |
|
4 |
Едкая щёлочь |
0150 |
Натрия гидроокись (Натр едкий, Сода каустическая) |
0,01 |
ОБУВ |
- |
|
5 |
Натрия гидросульфид |
0271 |
Натрия сульфид |
0,01 |
ОБУВ |
- |
|
6 |
Никель борфтористый |
0165 |
Никеля растворимые соли (в пересчете на никель) |
0,002 |
М/Р |
1 |
|
7 |
Калий лимоннокислый |
1580 |
2-Гидроксипропантрикарбоновая - 1, 2, 3 кислота (Лимонная кислота) |
0,1 |
М/Р |
3 |
|
8 |
Калия цианид |
0317 |
Водород цианистый (синильная кислота) |
0,01 |
С/С |
2 |
|
9 |
Медь кремнефтористая |
0344 |
Фтористые соединения: хорошо растворимые неорганические фториды (Фторид натрия, Гексафторсиликат натрия) (в пересчете на фтор) |
0,03 |
М/Р |
2 |
|
10 |
Меди цианид |
0317 |
Водород цианистый (синильная кислота) |
0,01 |
С/С |
2 |
|
11 |
Калий-натрий виннокислый сульфат |
0251 |
Калий-натрий виннокислый (Сегнетова соль) |
0,3 |
ОБУВ |
- |
|
12 |
Натрия пирофосфат (в пересчёте на фосфорную кислоту) |
3103 |
Натрия дифосфат (натрия пирофосфат) |
0,1 |
ОБУВ |
- |
|
13 |
Олово борфтористое |
311 |
Бор фтористый |
0,005 |
обув |
- |
|
14 |
Натрия гидрофосфат |
3103 |
Натрия дифосфат (натрия пирофосфат) |
0,1 |
ОБУВ |
- |
|
15 |
Аммония гидрофосфат |
0348 |
Кислота о-фосфорная |
0,02 |
ОБУВ |
- |
|
16 |
Водород йодистый |
0321 |
Йод |
0,03 |
С/С |
2 |
|
17 |
Натрий гипофосфит (в пересчёте на натрия фосфат) |
3132 |
Натрия о-фосфат (Тринатрий фосфат) |
0,1 |
ОБУВ |
- |
|
18 |
Калия гидроксид |
0150 |
Натрия гидроокись (Натр едкий, Сода каустическая) |
0,01 |
ОБУВ |
- |
|
19 |
Кобальт сульфаминово-кислый |
0135 |
Кобальта сульфат (в пересчете на кобальт) |
0,001 |
М/Р |
2 |
|
20 |
Калия роданит |
0306 |
Аммоний роданистый |
0,050 |
ОБУВ |
- |
|
|||||||||||||||||||||