Все документы,
представленные в каталоге, не являются их официальным изданием и предназначены
исключительно для ознакомительных целей. Электронные копии этих документов могут распространяться без всяких
ограничений.
Вы можете размещать информацию с этого сайта на любом другом сайте
без каких-либо ограничений.
ОТРАСЛЕВОЙ СТАНДАРТ
ТРУБОПРОВОДЫ ПЛАСТМАССОВЫЕ ДЕТАЛИ СОЕДИНИТЕЛЬНЫЕ СВАРНЫЕ И ФОРМОВАННЫЕ ИЗ ПОЛИЭТИЛЕНОВЫХ И ПОЛИПРОПИЛЕНОВЫХ ТРУБ ДЛЯ НАПОРНЫХ ТРУБОПРОВОДОВ
Технические требования
ОСТ 36-56-81
СОДЕРЖАНИЕ
Утвержден и введен в действие приказом Министерства монтажных и специальных строительных работ СССР от 6 апреля 1981 г. № 92
Исполнители Бондарь В.Х. (руководитель темы), Бурбело Ю.С., Лысюк Г.Л., Новиченко Н.Г., Цецюра Н.А., к.т.н. Тавастшерна Р.И. (исполнители), к.т.н. Гринман А.М, (соисполнитель)
Согласован с Главным техническим управлением Министерства монтажных и специальных строительных работ СССР
Вводится впервые
Начальник управления к.т.н. В.М. Орлов
Настоящий отраслевой стандарт распространяется на соединительные детали трубопроводов: отводы гнутые и сварные, тройники равнопроходные сварные, переходные сварные, втулки под фланец формованные и перехода формованные, изготавливаемые из полиэтиленовых и полипропиленовых труб,
Соединительные детали предназначены для соединения труб из полиэтилена и полипропилена и допускается для эксплуатации в технологических трубопроводных системах, транспортирующих жидкие и газообразные вещества, к которым полиэтилен и полипропилен химически стоек.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Соединительные детали должны соответствовать требованиям настоящего стандарта и ОСТ 36-55-81.
1.2. Соединительные детали должны изготавливаться из полиэтиленовых труб высокого и низкого давления по ГОСТ 18599-73 и полипропиленовых труб, изготавливаемых по нормативно-техническим документам, утвержденным Министерством нефтеперерабатывающей и нефтехимической промышленности СССР.
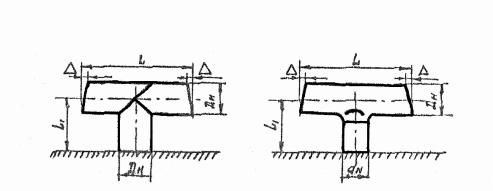
1.3. Предельные отклонения размеров деталей должны соответствовать указанным в табл.1 и на чертеже.
Таблица 1
|
Наружный диаметр Дн |
Предельные отклонений |
||
|
расположения торца Δ, не более |
длины отвода L, длины втулки под фланец L, длины тройника L и L1 |
длины перехода |
|
|
25-110 |
0,5 |
±10,0 |
± 3,0 |
|
125-160 |
1,0 |
± 4,0 |
|
|
180-225 |
± 4,5 |
||
1.4. Допуски на наружные диаметры и толщину стенок присоединительных концов деталей должны быть в пределах допусков на наружные диаметры и толщину стенок труб из полиэтилена и полипропилена соответствующего типоразмера.
1.5. Отклонение угла гиба в гнутых отводах не должно превышать +3°.
1.6. Поверхность соединительных деталей должна быть ровной и гладкой. Торцы соединительных деталей должны быть подвергнуты механической обработке. Шероховатость поверхности торцов после обработки не должна быть более RZ 20 по ГОСТ 2789-73.
Для формованных деталей допускается незначительные следы от формующего инструмента в виде вмятин, при которых толщина стенки не выходит за пределы допускаемых отклонений Трещины, раковины, видимые посторонние включения, следы холодных спаев не допускается.
|
Отводы сварные 90о 60о Односекторные Двухсекторные
|
|
|
|
Тройники равнопроходные сварные Тройники сварные переходные сварные
|
|
Отводы гнутые Втулки под фланец формованные Переходы формованные
|
1.7. Подготовка труб под сварку, сварка, гнутье, формование должны производиться по стандартам и техническим условиям на конкретные типы соединений и деталей.
1.8. Смещение кромок отдельных элементов свариваемых деталей не должно превышать 10% от номинальной толщины стенки трубы, но не более 1,0 мм.
1.9. Сварной шов должен иметь форму гладкого двойного валика одинаковой высоты по всему периметру. Между валиками должен быть плавный переход. Углубление в середине двойного валика не должно быть ниже наружной поверхности трубы. Размер высоты валика в зависимости от толщины стенок свариваемых труб должен находиться в пределах, указанных в табл.2.
Таблица 2
|
Толщина станки |
Высота валика |
|
4,0 - 6,0 |
1,5 - 2,0 |
|
6,0 - 12,0 |
2,0 - 2,5 |
|
12,0 - 17,0 |
2,5 - 3,0 |
|
17,0 - 20,8 |
3,0 - 3,5 |
1.10. Дефектные сварные швы исправлять не допускается.
1.11. Овальность сечения в местах гиба не должна быть более 8%.
1.12. Толщина стенки гнутого отвода в любом месте не должна быть менее 95% номинальной толщины стенки заготовки.
1.13. Неуказанные предельные отклонения размеров деталей должны соответствовать JS 16* по СТ СЭВ 144-75.
1.14. Соединительные детали должны выдерживать испытание внутренним гидростатическим давлением без признаков разрушения при соблюдении условий, указанных в табл. 3.
1.15. Изготовитель должен гарантировать соответствие деталей требованиям настоящего стандарта.
2. ПРАВИЛА ПРИЕМКИ
2.1. Соединительные детали поставляют партиями. Партией считается количество соединительных деталей одного вида, типа и размера, изготовленных из одной партии труб при установившемся технологическом режиме. Количество деталей в партии не более 500 штук.
Таблица 3
|
Материал детали |
Тип трубы |
Температура, °С |
Время, ч |
Испытательное давление, МПа (кгс/см2) |
|
|
Отвод сварной и гнутый, втулка под фланец формованная, ;переход формованный |
Тройник равнопроходный сварной, переходной сварной |
||||
|
Полиэтилен низкого давления Полипропилен |
с |
20 |
1 |
1,8 (18) |
- |
|
т |
3,0 (30) |
1,8 (18) |
|||
|
Полиэтилен высокого давления |
с |
1,6 (16) |
- |
||
|
т |
2,7 (27) |
1,6 (16) |
|||
Примечание. По согласованию с потребителем допускается комплектовать партий деталей по другим признакам.
2.2. Контроль размеров соединительных деталей должен производиться не ранее чем через 16 ч после их изготовления.
Примечание. Масса изделий не является браковочным признаком,
2.3. Визуальному осмотру и обмеру должна быть подвергнута каждая деталь партий.
2.3.1. Толщина стенки гнутого отвода проверяется только при отработке технологий гнутья, при приемке оснастки или после ее ремонта.
2.4. Испытание внутренним гидростатическим давлением подвергают 2% деталей, но не менее трех по количеству от партии из числа прошедших контроль размеров и качества поверхности.
2.5. При получения неудовлетворительных результатов испытаний по какому-либо из показателей проводят повторные испытания на удвоенном количестве деталей, отобранных из той же партий деталей. В случае отрицательного результата вся партия бракуется.
3. МЕТОДЫ ИСПЫТАНИЙ
3.1. Внешний вид поверхности соединительных деталей определяют визуально, без применения увеличительных приборов.
3.2. Контроль размеров деталей производят с помощью шаблонов» угольников, калибров и другого контрольно-измерительного инструмента.
3.3. Овальность отвода в местах гиба вычисляется по формуле
![]() , где
, где
Дб - наибольший диаметр трубы после гнутья, мм;
Дм - наименьший диаметр трубы после гнутья, мм;
Дн - номинальный наружный диаметр трубы до гнутья, мм.
3.4. Испытание соединительных деталей внутренним гидростатическим давлением проводят на специальных стендах.
Конструкция стенда должна обеспечивать возможность свободной деформации образцов при испытании и полное удаление воздуха из испытуемого образца при заполнении его водой.
Испытание производят водой при температура 20оС ± 1°С.
В течение испытания давление должно поддерживаться с точностью 2% от испытательного. По окончании испытания детали подвергает внешнему осмотру. Течи и запотевания на поверхности деталей не допускаются.
4. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВКА И ХРАНЕНИЕ
4.1, Соединительные детали должны быть маркированы нагретым металлическим штампом или другим способом, обеспечивающим четкость изображения. Маркировку наносят на наружную поверхность де тали.
4.2. Маркировка должна включать условное обозначение детали без ее наименования
4.3. Партия соединительных деталей должна сопровождаться документом, удостоверяющим их качество и содержащим:
- наименование предприятия-изготовителя;
- условное обозначение детали;
- номер партии;
- размер партии;
- дату выпуска.
4.4. Детали упаковывают в тару, обеспечивающую сохранность деталей при транспортировке и хранении.
4.5. Соединительные детали можно доставлять любым видом транспорта в соответствии с правилами перевозки грузов, действующими для данного вида транспорта.
4.6. Соединительные детали должны храниться на складах, упакованными в тару или на стеллажах на расстоянии не менее 1 м от нагревательных приборов.
4.7. Условия хранения и транспортировка деталей должны исключать возможность их механического повреждения, деформации, загрязнения, а также воздействия на них прямых солнечных лучей, паров кислот, щелочей и других агрессивных примесей.
5. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
5.1. Изготовитель должен гарантировать соответствие соединительных деталей требованиям настоящего стандарта при соблюдении условий транспортировки и хранения, установленных стандартом.
5.2. Гарантийный срок хранения деталей - один год со дня их изготовления, но не более двух лет со дня выпуска труб, из которых изготовлены детали.
По истечении указанного срока соединительные детали перед использованием должны быть проверены на соответствие требованиям настоящего стандарта.
5.3. Гарантийный срок эксплуатации соединительных деталей стандарт не устанавливает.
ЛИСТ РЕГИСТРАЦИИ ИЗМЕНЕНИЙ ОСТ 36-56-81
|
Номер изменений |
Номер листов (страниц) |
Номер документа |
Подпись |
Дата |
Срок введения изменений |
|||
|
измененных |
замененных |
новых |
аннулированных |
|||||
|
|||||||||||||||||||||