Все документы,
представленные в каталоге, не являются их официальным изданием и предназначены
исключительно для ознакомительных целей. Электронные копии этих документов могут распространяться без всяких
ограничений.
Вы можете размещать информацию с этого сайта на любом другом сайте
без каких-либо ограничений.
|
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ |
||
|
|
НАЦИОНАЛЬНЫЙ СТАНДАРТ российской ФЕДЕРАЦИИ |
ГОСТ Р ИСО 10664- 2007 |

УГЛУБЛЕНИЕ ЗВЕЗДООБРАЗНОЕ ПОД КЛЮЧ ДЛЯ БОЛТОВ И ВИНТОВ
ISO 10664:2005
Hexalobular internal driving feature for bolts and screws
(IDT)
|
|
Москва Стандартинформ 2008 |

Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря
Сведения о стандарте
1 РАЗРАБОТАН Федеральным государственным унитарным предприятием «Центральный ордена Трудового Красного Знамени научно-исследовательский автомобильный и автомоторный институт» (ФГУП «НАМИ») на основе собственного аутентичного перевода стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 229 «Крепежные изделия»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от
27 декабря
4 Настоящий стандарт идентичен по отношению к международному стандарту ИСО 10664:2005 «Углубление шестилепестковое для ввертывания болтов и винтов» (ISO 10664:2005 «Hexalobular internal driving feature for bolts and screws»).
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2004 (пункт 3.5)
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Содержание
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
|
УГЛУБЛЕНИЕ ЗВЕЗДООБРАЗНОЕ ПОД КЛЮЧ ДЛЯ БОЛТОВ И ВИНТОВ Star-type internal socket button for bolts and screws |
Дата введения - 2009-01-01
1 Область применения
Настоящий стандарт устанавливает форму и основные размеры звездообразного углубления под ключ для болтов и винтов, включая методы контроля.
Вид контура звездообразного углубления устанавливается посредством калибров, предельные размеры которых приведены в таблицах 3 - 5. Дополнительная информация, которая может применяться для построения контура, приведена в приложении А.
Целью настоящего стандарта является установление необходимых характеристик для контроля внутреннего звездообразного углубления. Он предназначен также для применения в качестве стандарта для изготовления.
2 Основные размеры
См. рисунок 1 и таблицу 1.
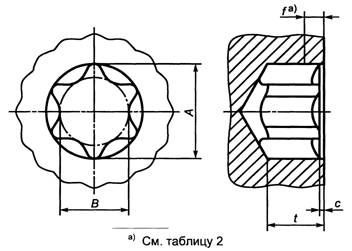
Цековка: с ≤
с ≤
Глубина t: см. соответствующие стандарты на изделия.
Примечание - Дно звездообразного углубления, расположенное за пределами соответствующей калибру области, выполняется по выбору изготовителя.
Рисунок 1 - Основные размеры
Таблица 1 - Основные размеры
Размеры в миллиметрах
|
Звездообразное углубление, № |
Номинальные размерыa) |
|
|
А |
В |
|
|
6 |
1,75 |
1,27 |
|
8 |
2,4 |
1,75 |
|
10 |
2,8 |
2,05 |
|
15 |
3,35 |
2,4 |
|
20 |
3,95 |
2,85 |
|
25 |
4,5 |
3,25 |
|
30 |
5,6 |
4,05 |
|
40 |
6,75 |
4,85 |
|
45 |
7,93 |
5,64 |
|
50 |
8,95 |
6,45 |
|
55 |
11,35 |
8,05 |
|
60 |
13,45 |
9,60 |
|
70 |
15,7 |
11,2 |
|
80 |
17,75 |
12,8 |
|
90 |
20,2 |
14,4 |
|
100 |
22,4 |
16 |
|
а) Контур звездообразного углубления установлен посредством калибров, соответствующих таблицам 3 - 5. |
||
3 Проверка калибрами
3.1 Краткое описание
Проходной калибр (см. 3.2) должен свободно входить на глубину t, которая установлена в соответствующих стандартах на изделия.
НЕ-проходные калибры (см. 3.3.1 и 3.3.2) могут входить в звездообразное углубление не более указанной в таблице 2 допускаемой глубины вхождения калибра.
Таблица 2 - Допускаемая глубина вхождения НЕ-проходного калибра
Размеры в миллиметрах
|
Звездообразное углубление, № |
6 |
8 |
10 |
15 |
20 |
25 |
30 |
40 |
45 |
50 |
55 |
60 |
70 |
80 |
90 |
100 |
|
Допускаемая глубина вхождения калибра, f |
0,35 |
0,48 |
0,56 |
0,67 |
0,79 |
0,9 |
1,12 |
1,18 |
1,39 |
1,56 |
1,98 |
2,35 |
2,75 |
3,11 |
3,53 |
3,92 |
Все проверки калибрами выполняются относительно верхней поверхности головки. При овальной или круглой поверхности головки измерения выполняют от линии пересечения поверхности головки с цековкой звездообразного углубления.
При применении концевого калибра с индикаторной головкой ее выставляют на ноль, когда калибр упирается на плоскую опорную поверхность. При этом ножка калибра устанавливается относительно базовой поверхности, см. рисунок 2.
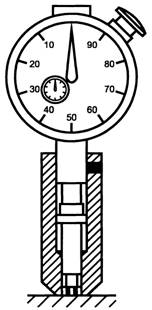
Рисунок 2 - Концевой калибр с индикаторной головкой в нулевом положении
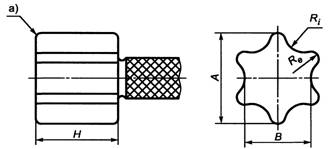
3.2 Проходной калибр
Размеры проходного калибра должны быть в пределах значений по таблице 3.

а) Радиус между боковой и торцевой поверхностями может составлять не более
Рисунок 3 - Размеры проходного калибра
Таблица 3 - Предельные размеры проходного калибра
Размеры в миллиметрах
|
Звездообразное углубление, № |
А |
В |
Ri |
Re |
H |
|||||
|
Не менее |
Не более |
Не менее |
Не более |
Не менее |
Не более |
Не менее |
Не более |
Не менее |
Не более |
|
|
6 |
1,695 |
1,709 |
1,210 |
1,224 |
0,371 |
0,396 |
0,130 |
0,134 |
1,33 |
1,82 |
|
8 |
2,335 |
2,349 |
1,672 |
1,686 |
0,498 |
0,523 |
0,188 |
0,193 |
2,54 |
3,05 |
|
10 |
2,761 |
2,776 |
1,979 |
1,993 |
0,585 |
0,609 |
0,227 |
0,231 |
3,05 |
3,56 |
|
15 |
3,295 |
3,309 |
2,353 |
2,367 |
0,704 |
0,728 |
0,265 |
0,269 |
3,30 |
3,81 |
|
20 |
3,879 |
3,893 |
2,764 |
2,778 |
0,846 |
0,871 |
0,303 |
0,307 |
3,56 |
4,07 |
|
25 |
4,451 |
4,465 |
3,170 |
3,185 |
0,907 |
0,932 |
0,371 |
0,378 |
3,94 |
4,45 |
|
30 |
5,543 |
5,557 |
3,958 |
3,972 |
1,182 |
1,206 |
0,448 |
0,454 |
4,44 |
4,95 |
|
40 |
6,673 |
6,687 |
4,766 |
4,780 |
1,415 |
1,440 |
0,544 |
0,548 |
5,08 |
5,59 |
|
45 |
7,841 |
7,856 |
5,555 |
5,570 |
1,784 |
1,808 |
0,572 |
0,576 |
5,71 |
6,22 |
|
50 |
8,857 |
8,872 |
6,366 |
6,380 |
1,804 |
1,828 |
0,773 |
0,777 |
5,97 |
6,48 |
|
55 |
11,245 |
11,259 |
7,930 |
7,945 |
2,657 |
2,682 |
0,765 |
0,769 |
6,22 |
6,73 |
|
60 |
13,302 |
13,317 |
9,490 |
9,504 |
2,871 |
2,895 |
1,065 |
1,069 |
7,68 |
8,17 |
|
70 |
15,588 |
15,603 |
11,085 |
11,099 |
3,465 |
3,489 |
1,192 |
1,196 |
8,46 |
8,96 |
|
80 |
17,619 |
17,635 |
12,646 |
12,661 |
3,625 |
3,629 |
1,524 |
1,529 |
9,4 |
9,9 |
|
90 |
20,021 |
20,035 |
14,232 |
14,246 |
4,456 |
4,480 |
1,527 |
1,534 |
10,06 |
10,56 |
|
100 |
22,231 |
22,245 |
15,820 |
15,834 |
4,913 |
4,937 |
1,718 |
1,724 |
10,85 |
11,35 |
3.3 НЕ-проходной калибр
3.3.1 Контроль глубины вхождения калибра для размеров А и Re
НЕ-проходной калибр для размеров А и Re (см. рисунок 4) должен иметь размеры в пределах значений, указанных в таблице 4.
а) Радиус между боковой и торцевой поверхностями может составлять не более
Рисунок 4 - НЕ-проходной калибр для размеров А и Re
Таблица 4 - Предельные размеры НЕ-проходного калибра для размеров А и Re
Размеры в миллиметрах
|
Звездообразное углубление, |
А |
B |
Ri |
Re |
H |
|||
|
Не менее |
Не более |
Не более |
Не менее |
Не более |
Не менее |
Не более |
± 0,25 |
|
|
6 |
1,778 |
1,785 |
1,181 |
0,231 |
0,241 |
0,173 |
0,180 |
1,57 |
|
8 |
2,419 |
2,425 |
1,664 |
0,36 |
0,37 |
0,231 |
0,238 |
2,79 |
|
10 |
2,845 |
2,852 |
1,956 |
0,431 |
0,441 |
0,269 |
0,276 |
3,33 |
|
15 |
3,379 |
3,385 |
1,956 |
0,398 |
0,408 |
0,307 |
0,315 |
3,56 |
|
20 |
3,963 |
3,970 |
2,616 |
0,602 |
0,614 |
0,345 |
0,353 |
3,81 |
|
25 |
4,560 |
4,566 |
2,868 |
0,637 |
0,647 |
0,429 |
0,436 |
4,19 |
|
30 |
5,652 |
5,659 |
3,886 |
0,939 |
0,949 |
0,505 |
0,513 |
4,7 |
|
40 |
6,807 |
6,814 |
4,661 |
1,112 |
1,125 |
0,612 |
0,619 |
5,33 |
|
45 |
7,976 |
7,983 |
4,661 |
1,110 |
1,123 |
0,640 |
0,648 |
5,97 |
|
50 |
8,992 |
8,999 |
6,413 |
1,628 |
1,640 |
0,840 |
0,848 |
6,22 |
|
55 |
11,405 |
11,412 |
7,684 |
2,176 |
2,189 |
0,845 |
0,853 |
6,48 |
|
60 |
13,488 |
13,495 |
7,684 |
2,153 |
2,164 |
1,158 |
1,165 |
7,92 |
|
70 |
15,774 |
15,781 |
10,262 |
2,545 |
2,557 |
1,285 |
1,292 |
8,71 |
|
80 |
17,831 |
17,838 |
11,760 |
2,608 |
2,621 |
1,628 |
1,635 |
9,52 |
|
90 |
20,257 |
20,264 |
12,827 |
3,111 |
3,121 |
1,648 |
1,656 |
10,31 |
|
100 |
22,467 |
22,473 |
15,240 |
4,006 |
4,018 |
1,839 |
1,847 |
11,1 |
3.3.2 Контроль глубины вхождения калибра для размера В
См. рисунок 5.
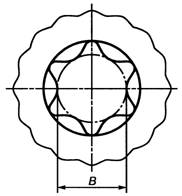
Рисунок 5 - Контролируемая цилиндрическая зона
Цилиндрический НЕ-проходной калибр с размерами, соответствующими таблице 5, может входить в звездообразное углубление не более указанной в таблице 2 допускаемой глубины вхождения калибра.
Таблица 5 - Диаметр цилиндрического НЕ-проходного калибра для размера B
Размеры в миллиметрах
|
Звездообразное углубление, № |
Диаметр НЕ-проходного цилиндрического калибра |
|
|
Не менее |
Не более |
|
|
6 |
1,44 |
1,445 |
|
8 |
1,92 |
1,925 |
|
10 |
2,28 |
2,285 |
|
15 |
2,76 |
2,765 |
|
20 |
3,28 |
3,285 |
|
25 |
3,72 |
3,725 |
|
30 |
4,66 |
4,665 |
|
40 |
5,60 |
5,605 |
|
45 |
6,66 |
6,665 |
|
50 |
7,38 |
7,385 |
|
55 |
9,66 |
9,665 |
|
60 |
11,34 |
11,345 |
|
70 |
13,34 |
13,345 |
|
80 |
14,92 |
14,925 |
|
90 |
17,16 |
17,165 |
|
100 |
19,02 |
19,025 |
4 Обозначение
Пример условного обозначения звездообразного углубления № 20:
Звездообразное углубление 20 ГОСТ Р ИСО 10664-2007
Приложение А
(справочное)
Изображение контура звездообразного углубления
Примечание - Связи между размерами, как они указаны на рисунке А.1, могут быть полезны только при построении профиля с применением, например CAD-системы
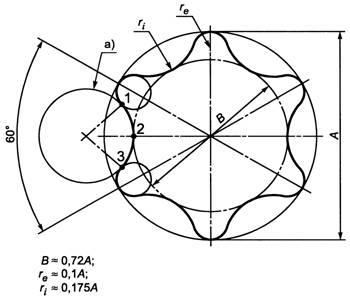
а) В точках 1 - 3 круг проходит тангенциально к контуру звездообразного углубления.
Рисунок А.1 - Изображение контура звездообразного углубления
Ключевые слова: звездообразное углубление, болт, винт
|
|||||||||||||||||||||