Все документы,
представленные в каталоге, не являются их официальным изданием и предназначены
исключительно для ознакомительных целей. Электронные копии этих документов могут распространяться без всяких
ограничений.
Вы можете размещать информацию с этого сайта на любом другом сайте
без каких-либо ограничений.

ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СЕТКИ СВАРНЫЕ
ДЛЯ ЖЕЛЕЗОБЕТОННЫХ
КОНСТРУКЦИЙ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 8478-81
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР
ПО УПРАВЛЕНИЮ КАЧЕСТВОМ ПРОДУКЦИИ И СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
СЕТКИ СВАРНЫЕ ДЛЯ ЖЕЛЕЗОБЕТОННЫХ Welded meshes for reinforced concrete
structures. |
ГОСТ |
Срок действия с 01.01.83
до 01.01.94
Настоящий стандарт распространяется на сварные рулонные сетки изготовляемые из арматурной проволоки, расположенной в двух взаимно перпендикулярных направлениях и соединенной в местах пересечения контактной точечной сваркой, и предназначенные для армирования железобетонных конструкций.
Настоящий стандарт не распространяется на сварные сетки для армирования армоцементных конструкций.
(Измененная редакция, Изм. № 1).
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1а. Сетки по точности размеров изготовляют:
нормальной точности;
повышенной точности - П.
(Введен дополнительно, Изм. № 1).
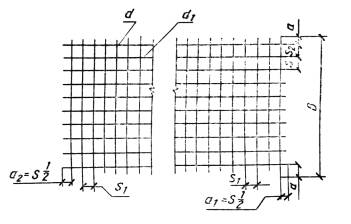
1.1. Ширина сеток b, диаметр продольных стержней d, диаметр поперечных стержней d1, основной шаг продольных стержней S, основной шаг поперечных стержней S1, доборный шаг продольных стержней S2, свободные концы продольных стержней а1 и а2 и свободные концы поперечных стержней а должны соответствовать указанным на чертеже и табл. 1 и 2.
Размеры,мм
|
Марка стали |
Диаметр и класс проволоки или стержня |
Расстояния по осям между стержнями |
Ширина сетки b |
Свободные концы поперечных стержней а |
||
|
продольной d |
поперечной d1 |
продольными S или (S)+S2 |
поперечными S1 |
|||
|
5Вр1 |
5Вр1 |
5Вр1 |
100 |
100 |
2350 |
25 |
|
5Вр1 |
5Вр1 |
5Вр1 |
(´150)+200 |
150 |
2350 |
25 |
|
5Вр1 |
5Вр1 |
5Вр1 |
(´200)+100 |
200 |
2350 |
25 |
Расположение продольных стержней по ширине сетки
|
Ширина сетки, |
Количество продельных стержней в сетке, шт. |
||
|
Разбивка ширины сетки b на количество шагов |
|||
|
100 |
150 |
200 |
|
|
2350 |
|
|
|
Примечание. Допускаемое отклонение по
ширине для сеток повышенной точности не должно быть более ![]() мм.
мм.
(Измененная редакция, Изм. № 1).
1.2, 1.3. (Исключены, Изм. № 1).
1.4. Сетки изготовляют с поперечными стержнями на всю их ширину (см, чертеж).
(Измененная редакция, Изм. № 1).
1.5,1.6 (Исключены, Изм. № 1).
Примеры условного обозначения
Сетки рулонные, с нормальной точностью изготовления ячейки, шириной 2350 мм, с продольными и поперечными стержнями из проволоки класса Вр1, диаметром 5 мм, шагом 200 мм и выпусками продольных стержней а1=а2 и поперечных стержней а=25 мм:
5Вр1![]() 2350 ГОСТ
8478-81
2350 ГОСТ
8478-81
То же, с повышенной точностью изготовления ячейки, шириной 2350 мм с продольными и поперечными стержнями из проволоки класса Бр1, диаметром 5 мм, шагом 200 мм и выпусками продольных стержней а1=а2 и поперечных стержней а=25 мм:
5ПВр1![]() 2350 ГОСТ
8478-81.
2350 ГОСТ
8478-81.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Сварные рулонные сетки должны изготовляться в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке, из низкоуглеродистой проволоки класса Вр1 диаметром 5 мм по ГОСТ 6727-80.
2.2. Стержни в сетках должны быть прямолинейны. Допускаемые отклонения от прямолинейности стержней на длине сетки, равной их шагу, за исключением плоскости сворачивания сетки в рулон, не должны быть более:
4 % от размера ячейки для сеток повышенной точности изготовления;
5 % от размера ячейки для сеток нормальной точности изготовления.
Допускаемые отклонения расстояний между крайними продольными стержнями не должны быть более:
±5 мм для сеток повышенной точности изготовления;
±10 мм для сеток нормальной точности изготовления.
Допускаемые отклонения размеров ячеек не должны быть более ±5 мм для сеток повышенной точности и ±10 мм для сеток нормальной точности.
Допускаемые отклонения длины свободных концов поперечных стержней не должны быть более ±5 мм для сеток повышенной точности и ± 10 мм для сеток нормальной точности.
2.1; 2.2. (Измененная редакция, Изм. № 1).
2.3. Крестообразные соединения стержней в местах их пересечения выполняются контактной точечной сваркой по ГОСТ 14098-85.
2.4. В сетках должны быть сварены все пересечения стержней.
Допускаются несваренные пересечения на 1 м длины сетки в количестве, которое не должно быть более:
двух - для сеток повышенной точности изготовления;
четырех - для сеток нормальной точности изготовления.
Два крайних стержня по периметру сетки должны быть сварены во всех пересечениях.
(Измененная редакция, Изм. № 1).
2.5 (Исключен, Изм. № 1).
2.6. Прочность сварных крестообразных соединений на срез не нормируется.
2.7. Разрывное усилие стержней в местах сварки при испытании на растяжение должно быть не менее значений, указанных в ГОСТ 10922-90.
2.8. Величина осадки стержней в крестообразных соединениях должна быть не менее 0,8 мм и не более 2,5 мм.
2.6-2.8. (Измененная редакция, Изм. № 1).
2.9. Каждый рулон должен состоять из одного отрезка. В партии допускается 10 % рулонов, состоящих из двух отрезков.
2.10. Масса рулона сетки должна быть 400 - 1300 кг. При транспортировании сеток в открытых транспортных средствах масса рулонов должна быть 900 - 1300 кг. Допускается масса рулона 400 - 900 кг в количестве 10 % от общей партии.
При транспортировании сеток в крытых вагонах масса рулона должна быть 400 - 500 кг.
(Измененная редакция, Изм. № 1).
2.11. Расчетные характеристики сеток приведены в справочном приложении.
(Введен дополнительно, Изм. № 1).
3. ПРАВИЛА ПРИЕМКИ
3.1. Сетки предъявляются к приемке партиями. Партия должна состоять из сеток одной марки, одной смены выработки и оформлена одним документом о качестве, содержащим:
наименование и товарный знак предприятия-изготовителя;
условное обозначение сетки;
массу нетто партии;
количество рулонов; результаты проведенных испытаний.
3.2. Для проверки качества сеток от партии отбирают один рулон. В каждом отобранном рулоне проверяют:
диаметр продольных и поперечных стержней;
ширину сетки в трех местах по крайним продольным стержням и размерам выпусков поперечных стержней;
шаг продольных и поперечных стержней в трех различных ячейках;
длину пяти свободных концов поперечных стержней;
прямолинейность поперечных стержней в трех различных ячейках;
наличие сварки в крестообразных соединениях;
величину осадки стержней в трех крестообразных соединениях;
временное сопротивление разрыву проволоки в местах сварки
стержней не менее чем на трех образцах.
3.1; 3.2. (Измененная редакция, Изм. № 1).
3.3. При получении неудовлетворительных результатов проверки хотя бы по одному из показателей по нему проводят повторную проверку на удвоенной выборке.
Результаты повторной проверки распространяются на всю партию.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Наличие сварки в крестообразных соединениях проверяют внешним осмотром наружного витка сетки.
4.2. Ширину b вычисляют с точностью до 1 мм по формуле
b=b1+2d+2a,
где b1 - расстояние в свету между продольными крайними стержнями, определенное с помощью мерной рейки с упорами;
d - диаметр проволоки в плоскости сетки, измеренный штангенциркулем;
а - длина свободных концов от торца поперечного стержня до поверхности продольного стержня.
Шаг продольных и поперечных стержней замеряют в свету штангенциркулем, а прямолинейность стержней и длину свободных концов проверяют измерительной линейкой и штангенциркулем.
Средства измерения должны отвечать требованиям ГОСТ 8.002-86 и ГОСТ 8.326-89.
4.3. Проверку разрывного усилия стержня в местах сварки проводят по ГОСТ 10922-90.
4.4. Величину осадки проволоки в крестообразных соединениях определяют по ГОСТ 14098-85 штангенциркулем с точностью до 0,1 мм.
Разд. 4. (Измененная редакция, Изм. № 1).
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ
И ХРАНЕНИЕ
5.1. Каждый рулон сетки должен быть увязан мягкой проволокой не менее чем в трех местах.
5.2. К каждому рулону сетки должен быть прикреплен металлический или фанерный ярлык, на котором указывают:
товарный знак или наименование и товарный знак предприятия-изготовителя;
условное обозначение сетки;
массу рулона в т;
номер партии.
5.3. Транспортная маркировка должна содержать основные, дополнительные и информационные надписи по ГОСТ 14192-77.
5.4. Сетки транспортируют железнодорожным и автомобильным транспортом в соответствии с правилами перевозок грузов, действующими на транспорте данного вида и техническими условиями погрузки и крепления грузов, утвержденными Министерством путей сообщения СССР. Транспортирование по железной дороге проводится повагонными или мелкими отправками в открытых и крытых вагонах.
Загрузка и выгрузка должна осуществляться механизированным способом: в открытых вагонах, кранами грузоподъемностью не ниже 3 т, в крытых вагонах автопогрузчиками грузоподъемностью не ниже 0,5 т.
При мелких отправках в крытых вагонах партиями не более 10 т для предохранения транспортных средств и грузов от механических повреждений рулоны сеток и их торцы должны быть обернуты бумагой по ГОСТ 8828-89 и упаковочной тканью по ГОСТ 5530-81 или другими упаковочными материалами, не ухудшающими качества упаковки.
5.5. Сетки должны храниться на закрытых складах и складироваться не более чем в три яруса.
5.2 - 5.5. (Измененная редакция, Изм. № 1).
ПРИЛОЖЕНИЕ
Справочное
Расчетные характеристики сеток
|
Количество стержней |
Расчетная площадь поперечного сечения продольных стержней сетки, см2 |
Расчетная площадь поперечного сечения поперечных стержней на 1 м сетки, см2 |
Теоретическая масса 1 м длины рулонной сетки, кг |
|
|
продольных на рулон сетки |
поперечных на 1 м длины |
|||
|
24 |
10 |
4,70 |
1,96 |
6,84 |
|
16 |
6,6 |
3,13 |
1,29 |
4,54 |
|
14 |
5 |
2,74 |
0,98 |
3,71 |
(Введено дополнительно, Изм. № 1).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Государственным комитетом СССР по строительству
РАЗРАБОТЧИКИ
М. Д. Рожненко, канд. техн. наук (руководитель темы); И. Е. Евгеньев, канд. техн. наук; В. М. Скубко; А. И. Пичугин; Т. Г. Клейменова; И. М. Дробященко, канд. техн. наук; К. Г. Залялютдинов; В. А. Кудашева; Л. А. Паршина; И. В. Барышева
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 18.05.81 № 2426
3. ВЗАМЕН ГОСТ 8478-66
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта, подпункта |
|
4.2 |
|
|
ГОСТ 8.326-89 |
4.2 |
|
ГОСТ 5530-81 |
5.4 |
|
2.1 |
|
|
5.4 |
|
|
2.7; 4.3 |
|
|
ГОСТ 14098-85 |
2.3; 4.4 |
|
ГОСТ 14192-77 |
5.3 |
5. Срок действия продлен до 01.01.94 Постановлением Государственного комитета СССР по стандартам от 29.06.88 № 2526
6. ПЕРЕИЗДАНИЕ (октябрь 1990 г.) с Изменением № 1, утвержденным в июне 1988 г. (ИУС 11-88)