Все документы,
представленные в каталоге, не являются их официальным изданием и предназначены
исключительно для ознакомительных целей. Электронные копии этих документов могут распространяться без всяких
ограничений.
Вы можете размещать информацию с этого сайта на любом другом сайте
без каких-либо ограничений.

ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПРОКАТ ДЛЯ СТРОИТЕЛЬНЫХ
СТАЛЬНЫХ КОНСТРУКЦИЙ
ОБЩИЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 27772-88
Государственный комитет СССР по управлению качеством продукции и стандартам
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ПРОКАТ ДЛЯ СТРОИТЕЛЬНЫХ СТАЛЬНЫХ КОНСТРУКЦИЙ Общие технические требования Structural steel structure rolled products. General specifications |
ГОСТ 27772-88
|
Cрок действия с 01.01.89
до 01.01.99
Настоящий стандарт распространяется на горячекатаный фасонный (уголки, двутавры, швеллеры), листовой, широкополосный универсальный прокат и гнутые профили из углеродистой и низколегированной стали, предназначенные для строительных стальных конструкций со сварными и другими соединениями.
Допускается применять прокат, изготовленный по настоящему стандарту, для других отраслей промышленности.
1. СОРТАМЕНТ
1.1. Фасонный прокат изготавливают из стали С235, С245, С255, С275, С285, С345, С345К, С375, листовой, универсальный прокат и гнутые профили - из стали С235, С245, С255, С275, С285, С345, С345К, С375, С390, С390К, С440, С590, С590К.
Примечание. Буква С означает - сталь строительная, цифры условно обозначают предел текучести проката, буква К - вариант химического состава.
Соответствующие марки по действующим стандартам приведены в приложении 1.
1.2. По форме, размерам и предельным отклонениям прокат должен соответствовать требованиям:
ГОСТ 8509-86 - для углового равнополочного,
ГОСТ 8510-86 - для углового неравнополочного,
ГОСТ 8239-72 - для балок двутавровых,
ГОСТ 19425-74 - для балок двутавровых и швеллеров специальных,
ГОСТ 26020-83 - для двутавров с параллельными гранями полок,
ГОСТ 8240-72 - для швеллеров,
ГОСТ 19903-74 - для листового проката,
ГОСТ 82-70 - для широкополосного универсального проката,
ГОСТ 8706-78 - для листов просечно-вытяжных,
ГОСТ 8568-77 - для листов с ромбическим и чечевичным рифлением.
ГОСТ 7511-73, ГОСТ 8278-83, ГОСТ 8281-80, ГОСТ 8282-83, ГОСТ 8283-77, ГОСТ 9234-74, ГОСТ 10551-75, ГОСТ 13229-78, ГОСТ 14635-79, ГОСТ 19771-74, ГОСТ 19772-74, ГОСТ 25577-83 - для профилей гнутых.
1.3. Условные обозначения проката должны соответствовать приведенным в приложении 2.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Прокат изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
2.2. Химический состав стали поплавочному анализу ковшовой пробы должен соответствовать нормам, приведенным в табл. 1.
|
Наименование стали |
Массовая доля элемента, % |
|||||||||
|
углерода, не более |
марганца |
кремния |
серы, не более |
фосфора |
хрома |
никеля |
меди |
ванадия |
других элементов |
|
|
С235 |
0,22 |
Не более 0,60 |
Не более 0,05 |
0,050 |
Не более 0,040 |
Не более 0,30 |
Не более 0,30 |
Не более 0,30 |
- |
- |
|
С245, С275, С345Т*, С375Т* |
0,22 |
Не более 0,65 |
0,05-0,15 |
0,050 |
Не более 0,040 |
Не более 0,30 |
Не более 0,30 |
Не более 0,30 |
- |
- |
|
С255, С285, |
0,22 |
Не более 0,65 |
0,15-0,30 |
0,050 |
Не более 0,040 |
Не более 0,30 |
Не более 0,30 |
Не более 0,30 |
- |
- |
|
С345Т*, С375Т* |
0,22 |
0,8-1,10 |
0,05-0,15 |
0,050 |
Не более 0,040 |
Не более 0,30 |
Не более 0,30 |
Не более 0,30 |
- |
- |
|
|
0,20 |
0,8-1,10 |
0,15-0,30 |
0,050 |
Не более 0,040 |
Не более 0,30 |
Не более 0,30 |
Не более 0,30 |
- |
- |
|
С345, |
0,15 |
1,30-1,70 |
Не более 0,80 |
0,040 |
Не более 0,035 |
Не более 0,30 |
Не более 0,30 |
Не более 0,30 |
- |
- |
|
С345К |
0,12 |
0,30-0,60 |
0,17-0,37 |
0,040 |
0,070-0,120 |
0,50-0,80 |
0,30-0,60 |
0,30-0,50 |
- |
Алюминий |
|
С390 |
0,18 |
1,20-1,60 |
Не более 0,60 |
0,040 |
Не более 0,035 |
Не более 0,40 |
Не более 0,30 |
Не более 0,30 |
0,07-0,12 |
Азот |
|
С390К |
0,18 |
1,20-1,60 |
Не более 0,17 |
0,040 |
Не более 0,035 |
Не более 0,30 |
Не более 0,30 |
0,20-0,40 |
0,08-0,15 |
Азот 0,015-0,025 |
|
С440 |
0,20 |
1,30-1,70 |
Не более 0,60 |
0,040 |
Не более 0,035 |
Не более 0,40 |
Не более 0,30 |
Не более 0,30 |
0,08-0,14 |
Азот |
|
С590 |
0,15 |
1,30-1,70 |
0,40-0,70 |
0,035 |
Не более 0,035 |
Не более 0,30 |
Не более 0,30 |
Не более 0,30 |
0,07-0,15 |
Молибден 0,15-0,25 |
|
С590К |
0,14 |
0,90-1,40 |
0,20-0,50 |
0,035 |
Не более 0,035 |
0,20-0,50 |
1,40-1,75 |
Не более 0,30 |
0,05-0,10 |
Молибден 0,15-0,25 Азот 0,02-0,03 Алюминий 0,05-0,10 |
* Сталь термоупрочненная с прокатного нагрева.
**Сталь термоупрочненная со специального нагрева.
(Измененная редакция. Изм. № 1).
Примечания:
1. В стали С245, С2Т5, С255 и С285 допускается увеличение массовой доли марганца до 0,85%.
2. В стали С345К по согласованию изготовителя с потребителем допускается массовая доля никеля до 0,30 %.
3. В стали С590К допускается замена части массовой доли никеля кобальтом.
2.3. Вариант химического состава стали С255 и С285 выбирает изготовитель проката в соответствии с требованиями табл. 1.
2.4. Прокат из стали С255 с массовой долей марганца 0,8-1,1 % и кремния 0,15-0,30 % изготовляют толщиной более 30 мм, из стали С285 того же химического состава - толщиной не менее 16 мм.
2.5. По требованию потребителя массовая доля меди в стали С345, С375, С390, С440 должна быть 0,15-0,30 %, при этом к обозначению стали, добавляется буква Д, например С345Д.
2.6. Допускается способом термического улучшения со специального нагрева изготовлять листовой прокат стали С390 с химическим составом стали С345, а также способом термического упрочнения с прокатного нагрева изготовлять фасонный прокат с толщиной полки до 12 мм включительно стали С345 и С375 с химическим составом стали С245 и С255.
К обозначению стали, добавляют букву Т, например: С390Т С390ДТ, С345Т-2, С345Т-1.
2.7. Массовая доля азота в стали, кроме стали С390, С390К, С440 и С590К должна быть не более 0,008 %, а при выплавке в электропечах - не более 0,012 %.
Массовая доля мышьяка - не более 0,08 %.
При выплавке стали из керченских руд массовая доля мышьяка - не более 0,15 %, при этом в стали С345, С375, С390, С440, С590 и С590К массовая доля фосфора должна быть не более 0,030 %.
2.8. Массовая доля остаточного (кислоторастворимого) алюминия в стали С255 и С285 с массовой долей марганца до 0,85 % и кремния 0,15-0,30 %, предназначенной для листового и широкополосного универсального проката должна быть не менее 0,20 %.
Для стали С345 допускается добавка алюминия и титана из расчета получения в прокате массовой доли титана 0,01-0,03 %.
2.9. По требованию потребителя в стали С345, С375, С390, С390К и С440 массовая доля фосфора должна быть 0,030 %, серы - не более 0,035 %.
2.10. Допускается обработка стали синтетическими шлаками, вакуумирование, продувка аргоном, модифицирование стали кальцием и редкоземельными элементами из расчета введения в металл не более 0,02 % кальция и 0,05 % редкоземельных элементов.
2.11. При обработке синтетическими шлаками стали С590К с массовой долей серы в стали не более 0,015 % допускается массовая доля остаточного титана до 0,040 % и массовая доля меди до 0,50 %; при массовой доле серы более 0,015 % допускается массовая доля остаточного титана до 0,030 %.
2.12. При изготовление стали С590К методом электрошлакового переплава к обозначению стали добавляется буква Ш-С590КШ. Массовая доля серы в стали С590КШ должна быть не более 0,010 %, фосфора - не более 0,020 %.
2.13. Предельные отклонения по химическому составу в готовом прокате от норм табл.1 должны соответствовать табл.2.
|
Наименование элемента |
Предельные отклонения по массовой доле элементов, %, в прокате из стали |
||
|
|
С235 |
С245-С285 |
С345-С590К |
|
Углерод |
- |
- |
±0,020 |
|
Марганец |
+0,050 |
+0,050 |
±0,100 |
|
|
|
-0,030 |
|
|
Кремний |
- |
+0,030 |
±0,050 |
|
|
|
-0,020 |
|
|
Хром |
- |
- |
±0,050 |
|
Никель |
- |
- |
±0,050 |
|
Медь |
- |
- |
±0,050 |
|
Сера |
+0,006 |
+0,005 |
+0,005 |
|
Фосфор |
+0,006 |
+0,005 |
+0,005 |
|
Азот |
- |
- |
+0,005 |
|
Ванадий |
- |
- |
+0,020 |
|
|
|
|
-0,010 |
Примечание. В прокате из стали С345К предельное отклонение по массовой доле фосфора составляет +0,03 %, из стали С590 и С590К - предельные отклонения по массовой доле молибдена составляют ±0,02 %, из стали С345К в С590К - предельные отклонения по массовой доле алюминия составляют .+ 0,02%.
- 0,01%.
2.13.1. Допускается химический анализ стали на содержание хрома, никеля (кроме стали С345К и С590К), меди (кроме стали С345К, С345Д, С375Д, С390Д, С390К и С440Д), мышьяка и азота (кроме стали С390, С390К, С440 и С590), алюминия (кроме стали С345К и С590К), а в стали С235 также кремния и в стали С590К титана изготовителю не проводить. Требуемый химический состав гарантируются потребителем. В стали, выплавляемой из керченских руд, определение мышьяка обязательно.
2.13.2. Допускается химический анализ готового проката изготовителю не проводить. Установленные нормы гарантируются изготовителем.
2.14. Прокат изготовляют в горячекатаном состоянии. Для обеспечения требуемых свойств допускается применение термической обработки.
Листы из стали С390, С390К и С440 изготовляют в нормализованном или улучшенном состоянии, листы из стали С590 и С590К - в улучшенном состоянии.
2.15. Состояние поверхности и кромок для листового и широкополосного универсального проката должно соответствовать требованиям ГОСТ 14637-79 и ГОСТ 16523-70, фасонного проката - ГОСТ 535-88, подгруппы 1. Зачистка поверхности проката допускается на глубину, не выводящую за пределы минусовых отклонений.
(Измененная редакция. Изм. № 1).
2.16. Плоскостность листового проката должна соответствовать требованиям ГОСТ 19903-74. Вид плоскостности оговаривается в заказе. Для листового проката из стали С590, С590К толщиной до 20 мм включ. отклонения от плоскостности должны быть не более 15 мм на 1 м длины, толщиной свыше 20 мм - не более 12 мм на 1 м длины.
|
Наименование стали |
Толщина, |
Механические характеристики |
Изгиб до Параллель- ности сторон (а - толщина образца, d - диаметр оправки) |
Ударная вязкость KCU, Дж/см2 (кгс·м/см2) |
|||||
|
Предел текучести |
Временное
сопротивление |
Относительное
удлинение |
при температуре, °С |
после |
|||||
|
-20 |
-40 |
-70 |
механического старения |
||||||
|
не менее |
не менее |
||||||||
|
С235 |
От 4 до 20 включ. |
235(24) |
360(37) |
26 |
d=a |
- |
- |
- |
- |
|
|
Св. 20 до 40 включ. |
225(23) |
360(37) |
25 |
d=2a |
- |
- |
- |
- |
|
|
От 4 до 20 включ. |
245(25) |
370(38) |
25 |
d=a |
- |
- |
- |
29(3)* |
|
С245 |
Св. 20 до 25 включ. |
235(24) |
370(38) |
24 |
d=2a |
- |
- |
- |
29(3) |
|
|
Св. 25 до 30 включ. |
235(24) |
370(38) |
24 |
d=2a |
- |
- |
- |
- |
|
|
От 4 до 10 включ. |
255(26) |
380(39) |
25 |
d=a |
29(3)* |
- |
- |
29(3) * |
|
С255 |
Св. 10 до 20 включ. |
245(25) |
370(38) |
25 |
d=a |
29(3) |
- |
- |
29(3) |
|
|
Св. 20 до 40 включ. |
235(24) |
370(38) |
24 |
d=2a |
29(3) |
- |
- |
29(3) |
|
С275 |
От 4 до 10 включ. |
275(28) |
390(40) |
24 |
d=a |
- |
- |
- |
29(3) * |
|
|
Св. 10 до 20 включ. |
275(28) |
380(39) |
23 |
d=a |
- |
- |
- |
29(3) |
|
С285 |
От 4 до 10 включ. |
285(29) |
400(41) |
24 |
d=a |
29(3)* |
- |
- |
29(3) * |
|
|
Св. 10 до 20 включ. |
275(28) |
390(40) |
23 |
d=a |
29(3)* |
- |
- |
29(3) |
|
|
От 4 до 10 включ. |
345(35) |
490(50) |
21 |
d=2a |
- |
39(4,0) |
34(3,5) |
29(3) |
|
C345 |
Св. 10 до 20 включ. |
325(33) |
470(48) |
21 |
d=2a |
- |
34(3,5) |
29(3,0) |
29(3) |
|
|
Св. 20 до 40 включ. |
305(31) |
460(47) |
21 |
d=2a |
- |
34(3,5) |
- |
29(3) |
|
C345К |
От 4 до 10 включ. |
345(35) |
470(48) |
20 |
d=2a |
- |
39(4,0) |
- |
- |
|
|
От 4 до 10 включ. |
375(38) |
510(52) |
20 |
d=2a |
- |
39(4,0) |
34(3,5) |
29(3) |
|
С375 |
Св. 10 до 20 включ. |
355(36) |
490(50) |
20 |
d=2a |
- |
34(3,5) |
29(3,0) |
29(3) |
|
|
Св. 20 до 40 включ. |
335(34) |
480(49) |
20 |
d=2a |
- |
34(3,5) |
- |
29(3) |
* Для профиля толщиной 5 мм норма ударной вязкости 49 Дж/см2 (5 кгс·м/см2).
|
Наименование стали |
Толщина, полки, мм |
Механические характеристики |
Изгиб до параллельно- сти сторон (а - толщина образца, d - диаметр оправки) |
Ударная вязкость KCU, Дж/см2 (кгс·м/см2) |
|||||
|
Предел текучести |
Временное
сопротивление |
Относительное
удлинение |
при температуре, °С |
после |
|||||
|
-20 |
-40 |
-70 |
механического старения |
||||||
|
не менее |
не менее |
||||||||
|
С235 |
От 2 до 3,9 |
235(24) |
360(37) |
20 |
d=a |
- |
- |
- |
- |
|
|
Св. 4 до 40 включ. |
223(24) |
360(37) |
26 |
d=1,5a |
- |
- |
- |
- |
|
|
Св. 20 до 40 включ. |
225(23) |
360(37) |
26 |
d=2,0a |
- |
- |
- |
- |
|
|
Св. 40 до 100 включ. |
215(22) |
360(37) |
24 |
d=2,0a |
- |
- |
- |
- |
|
|
Св. 100 |
195(20) |
360(37) |
24 |
d=2,5a |
- |
- |
- |
- |
|
|
От 2 до 3,9 включ. |
245(25) |
370(38) |
20 |
d=a |
- |
- |
- |
- |
|
С245 |
От 4 до 10 включ. |
245(25) |
370(38) |
25 |
d=1,5a |
- |
- |
- |
29(3)* |
|
|
Св. 10 до 20 включ. |
245(25) |
370(38) |
25 |
d=1,5a |
- |
- |
- |
29(3) |
|
|
От 2 до 3,9 |
255(26) |
380(39) |
20 |
d=1,5a |
- |
- |
- |
- |
|
С255 |
От 4 до 10 включ. |
245(25) |
380(39) |
25 |
d=1,5a |
29(3)* |
- |
- |
29(3)* |
|
|
Св. 10 до 20 включ. |
245(25) |
370(38) |
25 |
d=1,5a |
29(3) |
- |
- |
29(3) |
|
|
Св. 20 до 40 включ. |
235(24) |
370(38) |
25 |
d=2,0a |
29(3) |
- |
- |
29(3) |
|
|
От 2 до 3,9 включ. |
275(28) |
380(39) |
18 |
d=1,5a |
- |
- |
- |
- |
|
С275 |
От 4 до 10 включ. |
275(28) |
380(39) |
24 |
d=1,5a |
- |
- |
- |
29(3) * |
|
|
Св. 10 до 20 включ. |
265(27) |
370(38) |
23 |
d=1,5a |
- |
- |
- |
29(3) |
|
|
От 2 до 3,9 |
285(29) |
390(40) |
17 |
d=1,5a |
- |
- |
- |
- |
|
С285 |
От 4 до 10 включ. |
275(28) |
390(40) |
24 |
d=1,5a |
29(3) |
- |
- |
29(3) * |
|
|
Св. 10 до 20 включ. |
265(27) |
300(39) |
23 |
d=1,5a |
29(3) |
- |
- |
29(3) |
|
|
От 2 до 3,9 |
345(35) |
490(50) |
15 |
d=2a |
- |
- |
- |
- |
|
|
От 4 до 10 включ. |
345(35) |
490(50) |
21 |
d=2a |
- |
39(4,0) |
34(3,5) |
29(3) |
|
|
Св. 10 до 20 включ. |
325(33) |
470(48) |
21 |
d=2a |
- |
34(3,5) |
29(3) |
29(3) |
|
C345 |
Св. 20 до 40 включ. |
305(31) |
460(47) |
21 |
d=2a |
- |
34(3,5) |
29(3) |
29(3) |
|
|
Св. 40 до 60 включ. |
285(29) |
450(46) |
21 |
d=2a |
- |
34(3,5) |
29(3) |
29(3) |
|
|
Св. 60 до 80 включ. |
275(28) |
440(45) |
21 |
d=2a |
- |
34(3,5) |
29(3) |
29(3) |
|
|
Св. 80 до 160 включ. |
265(27) |
430(44) |
21 |
d=2a |
- |
34(3,5) |
29(3) |
29(3) |
|
C345К |
От 4 до 50 включ. |
345(35) |
470(48) |
20 |
d=2a |
- |
39(4,0) |
- |
- |
|
|
От 2 до 3,9 |
375(38) |
510(52) |
14 |
d=2a |
- |
- |
- |
- |
|
С375 |
От 4 до 10 включ. |
375(38) |
510(52) |
20 |
d=2a |
- |
39(4,0) |
34(3,5) |
29(3) |
|
|
Св. 10 до 20 включ. |
355(36) |
490(50) |
20 |
d=2a |
- |
34(3,5) |
29(3) |
29(3) |
|
|
Св. 20 до 40 включ. |
335(34) |
480(49) |
20 |
d=2a |
- |
34(3,5) |
29(3) |
29(3) |
|
С390 |
От 4 до 50 включ. |
390(40) |
540(55) |
20 |
d=2a |
- |
- |
29(3)** |
- |
|
С390K |
От 4 до 30 включ. |
390(40) |
540(55) |
19 |
d=2a |
- |
- |
29(3)** |
- |
|
C440 |
От 4 до 30 включ. |
440(45) |
590(60) |
20 |
d=2a |
- |
- |
29(3)** |
- |
|
|
Св. 30 до 50 включ. |
410(42) |
470(58) |
20 |
d=2a |
- |
- |
29(3) |
- |
|
C590 |
От 10 до 36 включ. |
590(60) |
685(70) |
14 |
d=3a |
- |
34(3,5) |
- |
- |
|
C590K |
От 10 до 40 включ. |
590(60) |
685(70) |
14 |
d=3a |
- |
- |
29(3) |
- |
* Для листов и полосы толщиной 5 мм норма ударной вязкости 39 Дж/см2 (4,0 кгс·м/см2)
** Для листов и полосы толщиной 5 мм норма ударной вязкости 34 Дж/см2 (3,5 кгс·м/см2).
Примечания:
1. Для стали С590К допускается снижение предела текучести и временного сопротивления на 49 Н/мм2 (5,0 кгс·м/см2), относительного удлинения - на 2% абс.
2. Для стали С590КШ ударная вязкость при температуре минус 70°С должна быть не менее 49 Дж/см2 (5,0 кгс·м/см2).
3. Для стали С590 и С590К проба на изгиб должна выдержать изгиб на 120° без надрывов и трещин и догиб до 180° без разделения на две отдельные части.
2.17. Расслоение проката не допускается.
По сплошности при проведении ультразвукового контроля прокат должен соответствовать классам 0, 1, 2, 3 ГОСТ 22727-88.
Необходимость проведения УЗК и класс сплошности указывают в заказе.
2.18. Свариваемость стали, гарантируется изготовителем.
По требованию потребителя углеродный эквивалент (Сэ) должен быть для стали С390 и С390К не более 0,49%, стали С440 - не более 0,51%.
2.19. Механические свойства при растяжении, ударная вязкость, а также условия испытаний на изгиб должны соответствовать для фасонного проката требованиям табл.3, листового и широкополосного универсального - табл.4.
2.20. Значение посменного сопротивления проката из стали С390, С390К, С440, С590 и С590К не должны превышать нормативные более чем на 180 Н/мм2 (18,5 кгс/мм2).
2.21. Для листового проката из стали С235, С245, С255, С275 и С285 толщиной 4-8 мм норма относительного удлинения в табл. 4 уменьшается на 2% абс.
2.22. Нормы ударной вязкости приведены для проката толщиной 5 мм и более.
Для фасонного проката нормы ударной вязкости при температуре минус 70°С относятся к профилям с толщиной полки до 11 мм включительно; по согласованию изготовителя с потребителем эти нормы могут быть распространены на прокат толщиной до 20 мм.
2.23. Допускается снижение величины ударной вязкости на одном образце на 30%. При этом среднее значение результатов испытаний должно быть не ниже норм табл. 3 и 4.
2.24. Прокат из стали С345 и С375 изготовляют категорий 1, 2, 3 и 4 в зависимости от требований по испытаниям на ударный изгиб. Нормируемые показатели ударной вязкости для проката из стали С345 и С375 различных категорий, оговоренных в заказе, приведен в табл.5.
|
Нормируемая характеристика |
Категория |
|||
|
1 |
2 |
3 |
4 |
|
|
Ударная вязкость при: |
|
|
|
|
|
-40°С |
+ |
- |
+ |
- |
|
-70°С |
- |
+ |
- |
+ |
|
Ударная вязкость после механического старения |
- |
- |
+ |
+ |
2.25.Для листового проката из стали C390, С390К, С440, С590 и С590К дополнительно определяют ударную вязкость при температуре минус 40°С на образцах типа 11 по ГОСТ 9454-78. Ударная вязкость должна быть не менее 20 Дж/см2 (2,0 кгс·м/см2). Норма не является браковочной до 01.01.91. Определение обязательно.
2.26. Для листов из стали С590К (С590КШ) излом специальных надрезанных образцов должен иметь волокнистое строение на площади не менее 80%.
2.27. Остальные требования к листовому прокату - по ГОСТ 14637-79, ГОСТ 16523-70, фасонному - по ГОСТ 535-88, профилям стальным гнутым - по ГОСТ 11474-76.
(Измененная редакция. Изм. № 1).
2.28. Маркировка, упаковка - по ГОСТ 7566-81 с дополнениями: для фасонного проката - по ГОСТ 535-88; для листового и широкополосного универсального - по ГОСТ 14637-79; для гнутых профилей - по ГОСТ 11474-76.
(Измененная редакция. Изм. № 1).
2.28.1.Маркировку фасонного проката из стали С235, С245, С255, С275, С285, С345 и С375 проводят несмываемой краской, при этом используют цвета, приведенные в табл.6.
|
Наименование стали |
Цвета маркировки |
|
С235 |
Желтый и коричневый |
|
С245 |
|
|
С 255 |
Желтый и синий |
|
С275 |
|
|
С285 |
|
|
С375 |
3. ПРИЕМКА
3.1. Прокат принимают партиями. Партия должна состоять из проката одного размера, одной плавки-ковша, а для термообработанного проката - и одного режима термической обработки.
3.2. Партия должна сопровождаться документом о качестве по ГОСТ 7566-81, ГОСТ 14637-79, ГОСТ 16523-70 для листового проката, ГОСТ 535-88 - для фасонного проката, ГОСТ 11474-76 - для профилей стальных гнутых с дополнениями:
условное обозначение проката;
способ обработки стали в ковше (при наличии обработки);
значения приемочных чисел для двух и шести испытаний, определенных в соответствии с п. 3.1 приложения 3;
значения ударной вязкости для образцов с концентратором вида V при температуре минус 40 °С;
класс сплошности листового проката при ультразвуковом контроле.
(Измененная редакция. Изм. № 1).
3.3. Для проверки механических свойств проката от партии случайно отбирают две штанги, две универсальных полосы, два листа, два рулона. Случайность обеспечивается методом систематического отбора по ГОСТ 18321-73.
3.4. Объем выборки для проверки качества поверхности и размеров - по ГОСТ 14637-79, ГОСТ 16523-70, ГОСТ 535-88, для ультразвукового контроля сплошности листового проката - по ГОСТ 14637-79.
(Измененная редакция. Изм. № 1).
3.5. Испытание на изгиб фасонного проката толщиной до 20 мм и изготовитель проводит на каждой двадцатой партии.
3.6. При получении неудовлетворительных результатов испытаний на изгиб, ударную вязкость, при контроле качества поверхности и размеров повторные испытания проводят на выборке, отобранной по ГОСТ 7566-81.
При получении неудовлетворительных результатов испытаний по пределу текучести, временному сопротивлению и относительному удлинению повторные испытания проводят на выборке, отобранной в соответствии с приложением 3.
Результаты испытаний распространяют на всю партию.
При получении неудовлетворительных результатов испытаний при УЗК изготовитель проводит испытания на каждом листе партии.
4. МЕТОДЫ КОНТРОЛЯ
4.1. Отбор проб для определения химическою состава стали, проводят по ГОСТ 7565-81.
4.2. Химический анализ стали, проводят по ГОСТ 12346-78, ГОСТ 12347-77, ГОСТ 12348-78, ГОСТ 12350-78, ГОСТ 12351-81, ГОСТ 12352-81, ГОСТ 12355-78, ГОСТ 12356-81, ГОСТ 12357-84, ГОСТ 12358-82, ГОСТ 12359-81, ГОСТ 12361-81, ГОСТ 12364-81, ГОСТ 17745-72, ГОСТ 18805-81, ГОСТ 20560-81, ГОСТ 22536.0-87, ГОСТ 22536.1-88, ГОСТ 22536.2-87, ГОСТ 22536.3-88, ГОСТ 22536.4-77, ГОСТ 22536.5-87, ГОСТ 22536.6-88, ГОСТ 22536.7-77, ГОСТ 22536.8-87, ГОСТ 22530.9-88, ГОСТ 22536.10-88, ГОСТ 22536.11-87, ГОСТ 22536.12-88, ГОСТ 27809-88 или другими методами, обеспечивающими необходимую точность анализа.
При разногласиях между изготовителем и потребителем оценку проводят стандартными методами.
(Измененная редакция. Изм. № 1).
4.3. Углеродный эквивалент (Сэ), %, определяют
![]() (1)
(1)
где С, Мn, Si, Cr, Ni, Си, V, Р - массовые доли углерода, марганца, кремния, хрома, никеля, меди, ванадия и фосфора, %.
4.4. Расслоение проката контролируют при порезке у изготовителя и потребителя осмотром кромок.
4.5. Ультразвуковой контроль сплошности листового проката проводят в соответствии с ГОСТ 22727-88.
(Измененная редакция. Изм. № 1).
4.6. Отбор проб и изготовление образцов для механических и технологических испытаний проводят по ГОСТ 7564-73. Из фасонного проката и универсальной полосы образцы вырезают вдоль, из листового - поперек направления прокатки.
4.7. От каждой отобранной для контроля штанги, листа, универсальной полосы, рулона отбирают пробы и изготовляют для испытания на растяжение, изгиб и определение количества волокна в изломе по одному образцу, для определения ударной вязкости - по два образца для каждой температуры.
Контроль гнутых профилей проводят по заготовке.
4.8. Испытание на растяжение проводят на образцах пятикратной длины по ГОСТ 1497-84. Для проката толщиной менее 3 мм ширина образца 15 мм. Предел текучести определяют по диаграмме растяжения.
4.9. Контроль предела текучести, временного сопротивления и относительного удлинения проводят по методике, приведенной в приложении 3.
При возникновении разногласий испытывают шесть образцов, отобранных случайно по ГОСТ 18321-73.
4.10. Испытание на изгиб проводят по ГОСТ 14019-80.
4.11. Определение ударной вязкости проводят для проката с номинальной толщиной 5 мм и более по ГОСТ 9454-78 на образцах с концентратором вида U.
Ударную вязкость проката с номинальной толщиной до 10 мм включительно определяют на образцах толщиной, равной толщине проката. Для проката толщиной более 10 мм ударную вязкость определяют на образцах типа 1 по ГОСТ 9454-78.
Кроме того, ударную вязкость листового проката из стали С390, С390К, С440, С590 и С590К при температуре минус 40°С определяют на образцах типа 11, вырезанных поперек направления прокатки.
4.12. Ударную вязкость после механического старения определяют по ГОСТ 7268-82 на образцах с концентратором вида U. Толщина образцов должна соответствовать принятой в п. 4.11.
4.13. В листовом прокате из стали С590К (С590КШ) определяют по ГОСТ 5521-86 количество волокна в изломе при плюс 20°С на образцах с толщиной, равной толщине листа.
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Транспортирование и хранение - по ГОСТ 7566-81 с дополнением: для фасонного проката - по ГОСТ 535-88, для листового и широкополосного универсального - по ГОСТ 14637-79, ГОСТ 16523-70, для гнутых профилей - по ГОСТ 11474-76.
(Измененная редакция. Изм. № 1).
5.1.1. Железнодорожным транспортом прокат транспортируется на платформах и в полувагонах. Вид отправки - повагонный.
ПРИЛОЖЕНИЕ 1
Справочное
Марки по действующей нормативно-технической документации
|
Наименование стали |
||
|
Обозначение стандарта |
||
|
С235 |
Ст3кп2 |
|
|
С245 |
Ст3пс5 |
|
|
|
Ст3сп5 |
|
|
С255 |
Ст3Гпс, Ст3Гсп |
ГОСТ 380-88 |
|
С275 |
Ст3пс |
ГОСТ 380-88 |
|
С285 |
Ст3сп, Ст3Гпс, |
ГОСТ 380-88 |
|
|
Ст3Гсп |
ГОСТ 380-88 |
|
С345 |
12Г2С |
- |
|
|
09Г2С |
ГОСТ 19282-73 |
|
С345Д |
12Г2СД |
- |
|
|
09Г2СД |
- |
|
С345К |
10ХНДП |
ГОСТ 19282-73 |
|
С375 |
12Г2С |
- |
|
С375Д |
12Г2СД |
- |
|
С390 |
14Г2АФ |
ГОСТ 19282-73 |
|
С390Д |
14Г2АФД |
ГОСТ 19282-73 |
|
С390К |
15Г2АФДпс |
ГОСТ 19282-73 |
|
С440 |
16Г2АФ |
ГОСТ 19282-73 |
|
С440Д |
16Г2АФД |
ГОСТ 19282-73 |
|
С590 |
12Г2СМФ |
- |
|
С950 |
12Г2МФАЮ |
- |
(Измененная редакция. Изм. № 1).
ПРИЛОЖЕНИЕ 2
Обязательное
СХЕМЫ И ПРИМЕРЫ УСЛОВНЫХ ОБОЗНАЧЕНИЙ ПРОКАТА
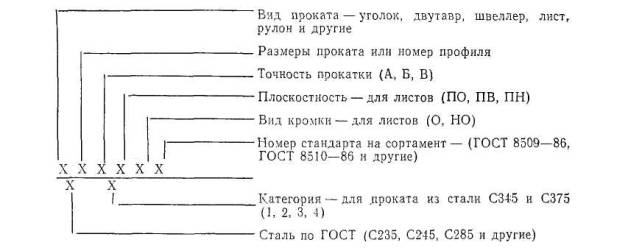
Прокат угловой равнополочный, обычной точности прокатки (В), размерами 75´75´6 мм по ГОСТ 8509-86, из стали С245 по ГОСТ 27772-88.
![]()
Балка двутавровая № 20 по ГОСТ 8239-72, из стали С275 по ГОСТ 27772-88
Швеллер № 18 с уклоном внутренних граней полок по ГОСТ 8240-72 из стали G285 по ГОСТ 277772-88.

Прокат листовой размерами 10´1000´2000 мм, повышенной точности (А), высокой плоскостности (ПВ), с обрезной кромкой (О), из стали C390 по ГОСТ 27772-88.
![]()
Прокат листовой размерами 8´1000´2000 мм, нормальной точности (Б), улучшенной плоскостности (ПУ), с необрезной кромкой (НО), по ГОСТ 19903-74, из стали С345 с повышенным содержанием меди (Д), категории 3 по ГОСТ 27772-88.

ПРИЛОЖЕНИЕ 3
Обязательное
МЕТОДИКА КОНТРОЛЯ И ОЦЕНКИ МЕХАНИЧЕСКИХ СВОЙСТВ ПРОКАТА
Настоящая методика предназначена для оценивания соответствия механических свойств партии проката требованиям стандарта.
Заданная вероятность выполнения норм предела текучести, временного сопротивления и относительного удлинения каждой партии и всего объема поставляемого проката достигается статистической оценкой уровня и неоднородности свойств металла при определенном технологическом процессе, а также процедурой контроля, предусмотренными настоящим стандартом и осуществляемыми изготовителем.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Термины, основные понятия и обозначения в соответствии с ГОСТ 16504-81, ГОСТ 15895-77, ГОСТ 15467-79 и другой нормативно-технической документации.
1.2. Вероятность выполнения норм стандарта по пределу текучести, временному сопротивлению и относительному удлинению в каждой партии проката должна быть не ниже 0,95.
1.3. Оценивание соответствия механических свойств каждой партии требованиям стандарта и дифференцирование партий по прочности сталей С245 и С275, а также С255, С285, С345 и С375 осуществляется на основании результатов испытаний образцов, отобранных и изготовленных в соответствии с пп. 3.3, 4.6, 4.7 стандарта, или с помощью уравнений регрессии, отражающих связь между пределом текучести, временным сопротивлением и относительным удлинением с одной стороны и плавочным химическим составом, размером профиля и прочими регистрируемыми технологическими факторами с другой.
2. Требования к выборке, статистики распределений
2.1. Механические свойства проката, изготовленного из одной стали, на одном стане, одного или группы близких профилеразмеров, одного варианта химического состава образуют генеральную совокупность.
Оценивание параметров, отражающих уровень и неоднородность контролируемой характеристики проката в генеральной совокупности, проводится на основании результатов первичных испытаний, образующих выборку.
2.2. Для проката из стали С245 и С275; С255 и С285; С345 и С375 попарно формируется общая выборка.
2.3. Выборка должна быть представительной и включать все результаты первичных испытаний за достаточно длительный промежуток времени (не менее полугода), в течение которого технологический процесс не претерпевал направленных изменений (смена агрегатов, способов разливки, изменение сырья, развеса слитка, температурного режима прокатки и т. п.). Минимальный объем выборки (N) 250 партий-плавок. Для получения представительных выборок возможна группировка профилей разных размеров в одну совокупность с проверкой неоднородности общей выборки.
2.4. При статистической
обработке результатов испытаний, образующих
выборку, определяют выборочное среднее (![]() ) по формуле
) по формуле
 (2)
(2)
где![]() - совокупность значений случайной величины X, образующих выборку, и несмещенную оценку среднего квадратического отклонения (S)
по формуле
- совокупность значений случайной величины X, образующих выборку, и несмещенную оценку среднего квадратического отклонения (S)
по формуле
а также разность (h) между ![]() и нормативным
значением (С), приведенным и табл. 3 и 4 стандарта.
и нормативным
значением (С), приведенным и табл. 3 и 4 стандарта.
Величина h для предела текучести и временною сопротивления должна быть не менее 1,64S. Если это условие для каких-либо выборок не выполняется, то изготовление этого вида проката по настоящему стандарту не допускается.
2.5. Распределение характеристики в выборке предполагается соответствующим нормальному закону. Проверка гипотезы о нормальном законе распределения выполняется в соответствии с нормативно-технической документацией. Уровень значимости согласия эмпирического и нормального распределении должен быть не ниже 0,01.
Оценивание анормальности результатов испытаний, вошедших в выборку, проводят по нормативно-технической документации при уровне значимости, равном 0,05.
2.6. Оценку среднего квадратического отклонения предела текучести, временного сопротивления и относительного удлинения в партии определяет предприятие-изготовитель экспериментально. Испытывается не менее трех случайных партий проката, входящих в данную генеральную совокупность. От каждой партии испытывается не менее 50 образцов, отобранных случайно. Случайность обеспечивается соответствием ГОСТ 18321-73.
Для последующего использования принимается величина S0, полученная как среднее арифметическое значение выборочных средних квадратических отклонений в испытанных партиях, вычисленных по формуле (3).
Если для предела текучести и временного сопротивления полученное значение S0 меньше 10 Н/мм2 (1 кгс/мм2), принимается S0=10 Н/мм2 (1 кгс/мм2).
3. Оценивание соответствия механических свойств партий листового, широкополосного и фасонного проката требованиям стандарта
3.1. Механические свойства партии проката оценивают по результатам
испытания на расстояние двух образцов (n=2). Средние
арифметические значения (![]() ) этих результатов для предела текучести, временного
сопротивления и относительного удлинения должна быть не меньше соответствующих
значений приемочных чисел (
) этих результатов для предела текучести, временного
сопротивления и относительного удлинения должна быть не меньше соответствующих
значений приемочных чисел (![]() ), определяемых по формуле
), определяемых по формуле
![]() (4)
(4)
где
 .
.
При этом значения временного сопротивления при испытании каждого из образцов партии проката из сталей, указанных в п. 2.20 стандарта, должна быть не больше С+180 (Н/мм2).
3.2. Если
при испытании на растяжение
двух образцов требование
п. 3.1 настоящего приложения не выполняется хотя
бы для одной из характеристик, то проводится
испытание еще четырех образцов, отобранных
от четырех разных листов или штанг. Результаты испытаний
считаются удовлетворительными, если для предела текучести, временного сопротивления и относительного удлинения ![]() не меньше
не меньше ![]() при n=6.
при n=6.
При необходимости формирования выборки используют результаты первых двух испытаний.
При этом значения временного сопротивления при испытании каждого из четырех образцов партии проката из сталей, указанных в п. 2.20 стандарта, должны быть не больше величины С+180 (Н/мм2).
3.3. Для сталей С235, С215, С255, С275, С285, С345, С275 оценивание механических свойств партий проката может проводиться с помощью уравнений регрессии в соответствии с ОСТ 14-34-78.
3.4. При статистическом оценивании соответствия механических свойств партии проката требованиям стандарта с помощью уравнений регрессии минимальное количество партий, подвергаемых прямым испытаниям на растяжение, устанавливается в зависимости от меньшего из значений параметра Z, вычисленных для предела текучести, временного сопротивления и относительного удлинения по формуле
 (5)
(5)
При Z³2,0 - испытывается не менее одной из 10 партий;
при 1,6£Z<2,0 - испытывается не менее одной из 5 партий;
при Z<1,6 - испытывается каждая партия.
3.5. Оценивание надежности прогнозирования механических свойств по уравнениям регрессии с помощью контрольных карт и контроль стабильности качества проката проводят в соответствии с ОСТ 14-34-78.
4. Оценивание соответствия механических свойств рулонного проката требованиям стандарта
4.1. Оценивание соответствия уровня механических свойств партии проката, поставляемого в рулонах, требованиям стандарта осуществляется с использованием статистических зависимостей и учетом разницы в уровне прочностных и пластических характеристик наружных витков и средней части рулона.
4.2. Статистические зависимости могут быть выражены уравнениями регрессии, отражающими связь предела текучести, временного сопротивления и относительного удлинения в средней части рулона с результатами испытаний наружных витков, плавочным химическим составом, толщиной листа, температурными режимами прокатки и смотки в рулон, а также с другими регистрируемыми параметрами, получаемыми при использовании неразрушающих методов контроля.
4.3. Выборка, используемая для оценивания уровня и неоднородности механических свойств проката, поставляемого в рулонах,
составляется по результатам испытаний образцов, случайно
отобранных из средней части рулонов при их порезке
на листы. В выборку включают результаты испытания
образцов, отобранных
не менее чем от 50 партий-плавок. От каждой партии образцы отбирают от равного числа рулонов (не менее двух), от каждого рулона
отбирается равное число
образцов. Для выборки определяют значения ![]() .
.
Остальные требования к выборкам, характеризующим механические свойства проката, поставляемого в рулонах, в соответствии с пп. 2.1-2.5 настоящего приложения.
Выборки для характеристик, являющихся аргументами в уравнениях регрессии, составляют в соответствующих объемах.
4.4. Прогнозирование и оценивание соответствия свойств партии проката, поставляемого в рулонах, требованиям стандарта с помощью уравнений парной и множественной регрессии допускается при величине коэффициента парной и, соответственно, множественной корреляции не ниже 0,4 и проводится в соответствии с пп. 3.1, 3.2, 3.4 настоящего приложения.
4.5. Если требование п.4.4 настоящего приложения не выполняется в части величины коэффициента корреляции, то предприятие-изготовитель проводит оценивание соответствия свойств проката, поставляемого в рулонах, в соответствии с требованиями, излагаемыми в пп. 4.5.1-4.5.3.
4.5.1. Для предела текучести, временного сопротивления и относительного удлинения определяется экспериментальная величина So, для чего испытывается прокат не менее трех случайных партий, входящих в данную генеральную совокупность. От каждой партии отбирают три рулона, от каждого рулона - не менее 20 образцов равномерно по длине раската.
Остальные требования по определению величины So в соответствии с п.2.6 настоящего приложения.
4.5.2. Для предела текучести, временного сопротивления и относительного удлинения,
кроме выборок, составляемых
в соответствии с требованиями п.4.3, параллельно формируется выборка случайной величины - ![]() . Величина
. Величина ![]() - разность среднего арифметического значения результатов испытаний двух образцов,
отобранных от наружных витков двух рулонов партии,
и среднего арифметического значения результатов испытаний такого же числа
образцов, отобранных от средней части этих же рулонов.
- разность среднего арифметического значения результатов испытаний двух образцов,
отобранных от наружных витков двух рулонов партии,
и среднего арифметического значения результатов испытаний такого же числа
образцов, отобранных от средней части этих же рулонов.
Для величины ![]() определяются
выборочное среднее (
определяются
выборочное среднее (![]() ) и среднее квадратическое
отклонение (
) и среднее квадратическое
отклонение (![]() ).
).
4.5.3. Для оценивания соответствия
партии проката
требованиям стандарта проводят испытание двух образцов, отобранных из
наружных витков двух случайных рулонов партии, и
определяют среднее арифметическое значение (![]() ) результатов
этих испытаний.
) результатов
этих испытаний.
Расчетные значения предела текучести, временного сопротивления и относительного удлинения определяют по формуле
![]() (6)
(6)
Расчетные значения должны быть не меньше приемочного числа ![]() , определяемого по формуле п. 3.1
настоящего приложения, при n=2.
, определяемого по формуле п. 3.1
настоящего приложения, при n=2.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН Минчерметом СССР, Госстроем СССР, Минмонтажспецстроем СССР, АН УССР
ВНЕСЕН Минчерметом СССР
ИСПОЛНИТЕЛИ
Д. К. Нестеров; С. И. Рудюк, канд. техн. наук; В. Ф. Коваленко; Э. И. Фельдман (руководители работы), канд. техн. наук; Л. Ф. Кузнецов (ответственный исполнитель); Ж. М. Роева, канд. экон. наук; И. Н. Дрюкова, канд. техн. наук; Ю. С. Томенко, канд. техн. наук; Л. В. Климова; В. Г. Абабков, канд. техн. наук; В. Д. Хромов, Ю. Н. Семенов (руководители работы), канд. техн. наук; Л. В. Меандров, д-р техн. наук; Г. Е. Шаронов (ответственный исполнитель), канд. техн. наук; В. П. Поддубный; В. М. Горпинченко, д-р техн. наук; М. Р. Урицкий (руководитель работы); П. Д. Одесский (ответственный исполнитель), д-р техн. наук; Л. И. Гладштейн (руководитель работы), канд. техн. наук; В. С. Кустанович (ответственный исполнитель); К. В. Лялин, канд. техн. наук; В. В. Малов (руководитель работы), канд. техн. наук; II. Г. Самойлов (ответственный исполнитель), канд. техн. наук; И. М. Полякова; Л. М. Лобанов, д-р техн. наук; А. Е. Аснис, д-р техн. наук; В. В. Павлов (руководитель работы), канд. техн. наук.
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 30.06.88 № 2564
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
на который дана ссылка |
Номер пункта, подпункта, перечисления, приложения |
|
ГОСТ 82-70 |
|
|
ГОСТ 380-71 |
|
|
ГОСТ 1497-84 |
|
|
ГОСТ 5521-86 |
|
|
ГОСТ 7268-82 |
|
|
ГОСТ 7564-73 |
|
|
ГОСТ 7566-81 |
|
|
ГОСТ 8239-72 |
1.2, приложение 2 |
|
1.2, приложение 2 |
|
|
ГОСТ 8278-83 |
|
|
ГОСТ 8281-80 |
|
|
ГОСТ 8282-83 |
|
|
ГОСТ 8283-77 |
|
|
1.2, приложение 2 |
|
|
1.2, приложение 2 |
|
|
ГОСТ 8568-77 |
|
|
ГОСТ 8706-78 |
|
|
ГОСТ 9234-74 |
|
|
ГОСТ 9454-78 |
|
|
ГОСТ 10551-75 |
|
|
ГОСТ 11474-76 |
|
|
ГОСТ 12348-78 |
|
|
ГОСТ 12350-78 |
|
|
ГОСТ 12351-81 |
|
|
ГОСТ 12352-81 |
|
|
ГОСТ 12357-84 |
|
|
ГОСТ 12358-82 |
|
|
ГОСТ 12359-81 |
|
|
ГОСТ 12361-81 |
|
|
ГОСТ 12364-84 |
|
|
ГОСТ 13229-78 |
|
|
ГОСТ 14019-80 |
|
|
ГОСТ 14637-79 |
|
|
ГОСТ 15467-79 |
|
|
ГОСТ 15895-77 |
|
|
ГОСТ 16504-81 |
|
|
ГОСТ 16523-70 |
|
|
ГОСТ 17745-72 |
|
|
ГОСТ 19282-73 |
|
|
ГОСТ 19425-74 |
|
|
ГОСТ 19771-74 |
|
|
ГОСТ 19772-74 |
|
|
ГОСТ 19903-74 |
|
|
ГОСТ 22536.0-81 |
|
|
ГОСТ 22536.1-77 |
1.2, 2.16, приложение 2 |
|
ГОСТ 22536.2-87 |
|
|
ГОСТ 22536.3-77 |
|
|
ГОСТ 22536.5-87 |
|
|
ГОСТ 22536.6-77 |
|
|
ГОСТ 22536.8-87 |
|
|
ГОСТ 22530.9-77 |
|
|
ГОСТ 22536.13-77 |
|
|
ГОСТ 22727-77 |
|
|
ГОСТ 22727-88 |
|
|
ГОСТ 25577-83 |
|
|
ГОСТ 26020-83 |
|
|
OCT 14-34-78 |
5. Переиздание (май 1990 г.) с Изменением № 1, утвержденным в июле 1989 г. (ИУС 11-89)
содержание