Все документы,
представленные в каталоге, не являются их официальным изданием и предназначены
исключительно для ознакомительных целей. Электронные копии этих документов могут распространяться без всяких
ограничений.
Вы можете размещать информацию с этого сайта на любом другом сайте
без каких-либо ограничений.
ГОСУДАРСТВЕННЫЙ КОМИТЕТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ПО СТАНДАРТИЗАЦИИ И МЕТРОЛОГИИ
|
|
национальный стандарт РОССИЙСКОЙ ФЕДЕРАЦИИ |
ГОСТ Р |

ПРОКАТ ЛИСТОВОЙ
ГОРЯЧЕОЦИНКОВАННЫЙ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
Москва
ИПК Издательство стандартов
2004
Предисловие
Задачи, основные принципы и правила проведения работ по государственной стандартизации в Российской Федерации установлены ГОСТ Р 1.0-92 «Государственная система стандартизации Российской Федерации. Основные положения» и ГОСТ Р 1.2-92 «Государственная система стандартизации Российской Федерации. Порядок разработки государственных стандартов»
Сведения о стандарте
1 РАЗРАБОТАН Государственным научным центром Российской Федерации ОАО «Уральский институт металлов»
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 367 «Чугун, прокат и металлоизделия»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 9 марта 2004 г. № 132-ст
4 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в указателе «Национальные стандарты», а текст этих изменений - в информационных указателях «Национальные стандарты». В случае пересмотра или отмены настоящего стандарта соответствующая информация будет опубликована в информационном указателе «Национальные стандарты»
СОДЕРЖАНИЕ
ГОСТ Р 52246-2004
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ПРОКАТ ЛИСТОВОЙ ГОРЯЧЕОЦИНКОВАННЫЙ
Технические условия
Hot-dip zinc-coated steel sheet. Specifications
Дата введения - 2005-01-01
1 Область применения
Настоящий стандарт распространяется на листовой прокат из низкоуглеродистой стали, оцинкованный в агрегатах непрерывного горячего цинкования (далее - оцинкованный прокат), предназначенный для изготовления изделий методами изгиба и соединением в замок, а также профилированных, штампованных и сварных металлических изделий.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 9.008-82 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Термины и определения
ГОСТ 166-89 Штангенциркули. Технические условия
ГОСТ 1381-73 Уротропин технический. Технические условия
ГОСТ 1497-84 Металлы. Методы испытаний на растяжение
ГОСТ 1770-74 Посуда мерная лабораторная стеклянная. Цилиндры, мензурки, колбы, пробирки. Общие технические условия
ГОСТ 3118-77 Кислота соляная. Технические условия
ГОСТ 3560-73 Лента стальная упаковочная. Технические условия
ГОСТ 4765-73 Материалы лакокрасочные. Метод определения прочности при ударе
ГОСТ 6009-74 Лента стальная горячекатаная. Технические условия
ГОСТ 6709-72 Вода дистиллированная. Технические условия
ГОСТ 7564-97 Прокат. Общие правила отбора проб, заготовок и образцов для механических и технологических испытаний
ГОСТ 7566-94 Металлопродукция. Приемка, маркировка, упаковка, транспортирование и хранение
ГОСТ 9045-93 Прокат тонколистовой холоднокатаный из низкоуглеродистой качественной стали для холодной штамповки. Технические условия
ГОСТ 10510-80 Металлы. Метод испытания на выдавливание листов и лент по Эриксену
ГОСТ 11701-84 Металлы. Методы испытания на растяжение тонких листов и лент
ГОСТ 14019-2003 Металлы. Методы испытания на изгиб
ГОСТ 14192-96 Маркировка грузов
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 16523-97 Прокат тонколистовой из углеродистой стали качественной и обыкновенного качества общего назначения. Технические условия
ГОСТ 17299-78 Спирт этиловый технический. Технические условия
ГОСТ 19851-74 Лента резаная из холоднокатаного проката. Технические условия
ГОСТ 19903-74 Прокат листовой горячекатаный. Сортамент
ГОСТ 19904-90 Прокат листовой холоднокатаный. Сортамент
ГОСТ 22235-76 Вагоны грузовые магистральных железных дорог колеи 1520 мм. Общие требования по обеспечению сохранности при производстве погрузочно-разгрузочных и маневровых работ
ГОСТ 24104-2001 Весы лабораторные. Общие технические требования
ГОСТ 25336-82 Посуда и оборудование лабораторные стеклянные. Типы, основные параметры и размеры
ГОСТ 26877-91 Металлопродукция. Методы измерения отклонений формы
ГОСТ 28498-90 Термометры жидкостные стеклянные. Общие технические требования. Методы испытаний
ГОСТ 30415-96 Сталь. Неразрушающий контроль механических свойств и микроструктуры металлопродукции магнитным методом
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов по указателю «Национальные стандарты», составленному по состоянию на 1 января текущего года, и по соответствующим информационным указателям, опубликованным в текущем году. Если ссылочный документ заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться замененным (измененным) стандартом. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 9.008, а также следующие термины с соответствующими определениями:
3.1 цинковое покрытие: Покрытие, полученное на поверхности проката при погружении его в расплав цинка.
3.2 цинковое покрытие с нормальным узором кристаллизации: Цинковое покрытие, полученное в результате свободной кристаллизации цинка на поверхности проката, характеризующееся блеском и наличием узора кристаллизации (кристаллы различных размеров и яркости).
3.3 цинковое покрытие с минимальным узором кристаллизации: Цинковое покрытие, полученное в результате регулируемой кристаллизации цинка на поверхности проката путем специальной обработки покрытия или применения специального состава расплава, характеризующееся минимальным узором кристаллизации или его отсутствием.
3.4 дрессированное цинковое покрытие: Покрытие, полученное в результате холодной прокатки проката с цинковым покрытием (с нормальным или минимальным узором кристаллизации) в дрессировочной клети, характеризующееся уменьшенной шероховатостью покрытия и пригодностью для декоративного окрашивания.
3.5 железоцинковое покрытие: Покрытие, полученное в результате специальной термической обработки проката с цинковым покрытием, при которой происходит диффузия железа из стальной основы в цинковое покрытие, характеризующееся серым цветом, отсутствием узоров кристаллизации и блеска.
3.6 дрессированное железоцинковое покрытие: Покрытие, полученное в результате холодной прокатки оцинкованного проката с железоцинковым покрытием в дрессировочной клети, характеризующееся пригодностью для декоративного окрашивания.
3.7 дифференцированное цинковое (железоцинковое) покрытие: Цинковое (железоцинковое) покрытие, имеющее разную массу на противоположных сторонах проката.
4 Классификация
4.1 Оцинкованный прокат подразделяют по типу покрытия на:
- прокат с цинковым покрытием (ГЦ);
- прокат с железоцинковым покрытием (ГЖЦ).
4.2 Оцинкованный прокат подразделяют по назначению на марки:
- 01 - для изготовления плоских изделий и плоских изделий методом изгиба;
- 02 - для изготовления посудохозяйственных изделий, изделий методом изгиба и соединением в замок;
- 03 - для изготовления штампованных изделий весьма глубокой вытяжки и сложных профилей;
- 04 - для изготовления штампованных изделий сложной вытяжки;
- 05 - для изготовления штампованных изделий особо сложной вытяжки;
- 06 - для изготовления штампованных изделий весьма особо сложной вытяжки;
- 220, 250, 280, 320, 350 - для изготовления профилированных изделий.
Соответствие марок оцинкованного проката, установленных настоящим стандартом, маркам Европейских и международных стандартов приведено в приложении А.
4.3 Оцинкованный прокат по точности изготовления подразделяют на категории:
- нормальной точности - Б;
- повышенной точности - А;
- высокой точности - В.
4.4 Оцинкованный прокат по характеру кромки подразделяют на:
- прокат с необрезной кромкой - НО;
- прокат с обрезной кромкой - О*.
* Изготовляют продольной резкой кромок оцинкованного проката.
4.5 Цинковое покрытие, нанесенное с двух сторон проката, подразделяют в зависимости от массы покрытия на классы: 60, 80, 100, 140, 180, 200, 225, 275, 350, 450, 600.
4.6 Железоцинковое покрытие, нанесенное с двух сторон проката, подразделяют в зависимости от массы покрытия на классы: 60, 80, 100, 140, 180.
4.7 Покрытие оцинкованного проката по узору кристаллизации и отделке поверхности подразделяют на виды:
- с нормальным узором кристаллизации цинка - Н;
- с нормальным узором кристаллизации цинка дрессированное - НД;
- с минимальным узором кристаллизации цинка - М;
- с минимальным узором кристаллизации цинка дрессированное - МД;
- железоцинковое - ЖЦ;
- железоцинковое дрессированное - ЖЦД.
4.8 Оцинкованный прокат по способу консервации поверхности подразделяют на:
- пассивированный - ПС;
- промасленный - ПР;
- пассивированный и промасленный - ПП.
5 Основные параметры и размеры
5.1 Оцинкованный прокат изготовляют в листах шириной от 700 до 1800 мм, рулонах шириной от 500 до 1800 мм. Толщина проката, включая толщину цинкового покрытия, - от 0,3 до 4,5 мм.
Размеры оцинкованного проката должны соответствовать установленным ГОСТ 19903 или ГОСТ 19904.
5.2 Оцинкованную ленту изготовляют шириной от 100 до 500 мм, толщиной от 0,3 до 4,5 мм продольной резкой (роспуском) рулонов оцинкованного проката.
Размеры оцинкованной ленты должны соответствовать установленным ГОСТ 19851.
5.3 Внутренний диаметр рулонов должен быть:
оцинкованного проката - 500, 600, 610 мм;
ленты - от 300 до 610 мм.
Допуск внутреннего диаметра рулонов - ±20 мм.
Наружный диаметр рулонов и ленты не должен превышать 1850 мм.
Требуемые диаметры рулонов потребитель указывает в заказе. При отсутствии в заказе указаний величину диаметров рулонов определяет изготовитель.
5.4 Предельные отклонения по толщине оцинкованного проката в зависимости от марок и категорий точности изготовления проката должны соответствовать указанным в таблицах 1 и 2.
5.5 Предельные отклонения по ширине оцинкованного проката в зависимости от категорий точности изготовления должны соответствовать указанным в таблице 3.
Таблица 1 - Предельные отклонения по толщине оцинкованного проката марок 01, 02, 03, 04, 05 и 06
В миллиметрах
|
Номинальная толщина проката |
Предельное отклонение по толщине при ширине проката |
||||||||
|
нормальной точности (Б) |
повышенной точности (А) |
высокой точности (В) |
|||||||
|
До 1200 включ. |
Св. 1200 до 1500 включ. |
Св. 1500 до 1800 включ. |
До 1200 включ. |
Св. 1200 до 1500 включ. |
Св. 1500 до 1800 включ. |
До 1200 включ. |
Св. 1200 до 1500 включ. |
Св. 1500 до 1800 включ. |
|
|
До 0,40 включ. |
±0,06 |
±0,07 |
- |
±0,05 |
±0,06 |
- |
±0,03 |
±0,04 |
- |
|
Св. 0,40 » 0,60 » |
±0,07 |
±0,08 |
±0,10 |
±0,06 |
±0,07 |
±0,08 |
±0,04 |
±0,05 |
±0,06 |
|
» 0,60 » 0,80 » |
±0,09 |
±0,10 |
±0,11 |
±0,07 |
±0,08 |
±0,09 |
±0,05 |
±0,06 |
±0,06 |
|
» 0,80 » 1,00 » |
±0,10 |
±0,11 |
±0,12 |
±0,08 |
±0,09 |
±0,10 |
±0,06 |
±0,07 |
±0,07 |
|
» 1,00 » 1,20 » |
±0,11 |
±0,12 |
±0,14 |
±0,09 |
±0,10 |
±0,11 |
±0,07 |
±0,08 |
±0,08 |
|
» 1,20 » 1,60 » |
±0,13 |
±0,14 |
±0,16 |
±0,11 |
±0,12 |
±0,12 |
±0,08 |
±0,09 |
±0,09 |
|
» 1,60 » 2,00 » |
±0,18 |
±0,20 |
±0,22 |
±0,13 |
±0,14 |
±0,14 |
±0,09 |
±0,10 |
±0,10 |
|
» 2,00 » 2,50 » |
±0,19 |
±0,22 |
±0,24 |
±0,15 |
±0,16 |
±0,16 |
±0,11 |
±0,11 |
±0,12 |
|
» 2,50 » 3,00 » |
±0,21 |
±0,23 |
±0,25 |
±0,17 |
±0,18 |
±0,18 |
±0,12 |
±0,12 |
±0,13 |
|
» 3,00 » 4,00 » |
±0,23 |
±0,25 |
±0,27 |
±0,19 |
±0,20 |
±0,21 |
±0,14 |
±0,14 |
±0,16 |
|
» 4,00 » 4,50 » |
±0,25 |
±0,27 |
±0,29 |
±0,21 |
±0,22 |
±0,24 |
±0,16 |
±0,16 |
±0,18 |
Таблица 2- Предельные отклонения по толщине оцинкованного проката марок 220, 250, 280, 320 и 350
В миллиметрах
|
Номинальная толщина проката |
Предельное отклонение по толщине при ширине проката |
||||||||
|
нормальной точности (Б) |
повышенной точности (А) |
высокой точности (В) |
|||||||
|
До 1200 включ. |
Св. 1200 до 1500 включ. |
Св. 1500 до 1800 включ. |
До 1200 включ. |
Св. 1200 до 1500 включ. |
Св. 1500 до 1800 включ. |
До 1200 включ. |
Св. 1200 до 1500 включ. |
Св. 1500 до 1800 включ. |
|
|
До 0,40 включ. |
±0,06 |
±0,07 |
- |
±0,06 |
±0,07 |
- |
±0,04 |
±0,05 |
- |
|
Св. 0,40 » 0,60 » |
±0,07 |
±0,08 |
±0,10 |
±0,07 |
±0,08 |
±0,09 |
±0,05 |
±0,06 |
±0,07 |
|
» 0,60 » 0,80 » |
±0,09 |
±0,10 |
±0,11 |
±0,08 |
±0,09 |
±0,11 |
±0,06 |
±0,07 |
±0,07 |
|
» 0,80 » 1,00 » |
±0,10 |
±0,11 |
±0,12 |
±0,09 |
±0,11 |
±0,12 |
±0,07 |
±0,08 |
±0,08 |
|
» 1,00 » 1,20 » |
±0,11 |
±0,12 |
±0,14 |
±0,11 |
±0,12 |
±0,13 |
±0,08 |
±0,09 |
±0,09 |
|
» 1,20 » 1,60 » |
±0,13 |
±0,14 |
±0,16 |
±0,13 |
±0,14 |
±0,14 |
±0,09 |
±0,11 |
±0,11 |
|
» 1,60 » 2,00 » |
±0,18 |
±0,20 |
±0,22 |
±0,15 |
±0,17 |
±0,17 |
±0,11 |
±0,12 |
±0,12 |
|
» 2,00 » 2,50 » |
±0,19 |
±0,22 |
±0,24 |
±0,18 |
±0,19 |
±0,19 |
±0,13 |
±0,14 |
±0,14 |
|
» 2,50 » 3,00 » |
±0,21 |
±0,23 |
±0,25 |
±0,20 |
±0,21 |
±0,21 |
±0,14 |
±0,15 |
±0,15 |
|
» 3,00 » 4,00 » |
±0,23 |
±0,25 |
±0,27 |
±0,21 |
±0,22 |
±0,23 |
±0,16 |
±0,17 |
±0,17 |
|
» 4,00 » 4,50 » |
±0,25 |
±0,27 |
±0,29 |
±0,23 |
±0,24 |
±0,25 |
±0,18 |
±0,19 |
±0,19 |
Таблица 3
В миллиметрах
|
Номинальная ширина проката |
Предельное отклонение по ширине проката |
||
|
нормальной точности (Б) |
повышенной точности (А) |
высокой точности (В) |
|
|
не более |
|||
|
От 100 до 500 включ. |
+1,5 |
+1,0 |
+0,6 |
|
От 700 до 1200 включ. |
+7 |
+5 |
+2 |
|
Св. 1200 » 1500 » |
+7 |
+6 |
+2 |
|
» 1500 » 1800 » |
+10 |
+7 |
+3 |
|
Примечание - По согласованию сторон предельное отклонение по ширине ленты может быть установлено симметричным при соответствии полю допуска, указанному в таблице. |
|||
5.6 Предельные отклонения по длине листов в зависимости от категории точности изготовления оцинкованного проката должны соответствовать установленным в таблице 4.
В миллиметрах
|
Номинальная длина листов |
Предельное отклонение по длине листов проката |
||
|
нормальной точности (Б) |
повышенной точности (А) |
высокой точности (В) |
|
|
не более |
|||
|
До 2000 включ. |
+20 |
+6 |
+3 |
|
Св. 2000 |
+0,005 · l |
+0,003 · l |
+0,0015 · l |
|
Примечание - l - длина листа. |
|||
5.7 Косина реза не должна выводить листы за номинальные размеры.
5.8 Отклонения от плоскостности листов на 1 м длины в зависимости от категории точности изготовления должны соответствовать установленным в таблице 5.
Таблица 5
В миллиметрах
|
Номинальная толщина листов |
Номинальная ширина листов |
Отклонение от плоскостности листов проката |
||
|
нормальной точности (Б) |
повышенной точности (А) |
высокой точности (В) |
||
|
не более |
||||
|
До 0,7 включ. |
От 700 до 1200 включ. |
15 |
12 |
5 |
|
Св. 1200 » 1500 » |
18 |
15 |
6 |
|
|
» 1500 » 1800 » |
22 |
19 |
8 |
|
|
Св. 0,7 до 1,2 включ. |
От 700 до 1200 включ. |
13 |
10 |
4 |
|
Св. 1200 » 1500 » |
15 |
12 |
5 |
|
|
» 1500 » 1800 » |
20 |
17 |
7 |
|
|
Св. 1,2 до 4,5 включ. |
От 700 до 1200 включ. |
10 |
8 |
3 |
|
Св. 1200 » 1500 » |
13 |
10 |
4 |
|
|
» 1500 » 1800 » |
19 |
15 |
6 |
|
|
Примечание - Для листов с покрытием классов 450 и 600 предельные отклонения от плоскостности устанавливают по категории точности изготовления Б. |
||||
Предельные отклонения от плоскостности оцинкованного проката в рулонах устанавливают по согласованию сторон.
5.9 Серповидность оцинкованного проката в зависимости от категории точности изготовления должна соответствовать установленной в таблице 6.
Таблица 6
В миллиметрах
|
Вид проката |
Длина проката |
Серповидность проката |
||
|
нормальной точности (Б) |
повышенной точности (А) |
высокой точности (В) |
||
|
не более |
||||
|
Листы |
До 1000 включ. |
4 |
3 |
1 |
|
Св. 1000 » 2000 » |
8 |
6 |
2 |
|
|
» 2000 |
0,004 · l |
0,003 · l |
0,002 · l |
|
|
Рулоны и лента на участке длиной l |
0,004 · l |
0,003 · l |
0,002 · l |
|
5.10 Телескопичность рулонов в зависимости от ширины и толщины проката не должна превышать норм, установленных в таблице 7.
Таблица 7
В миллиметрах
|
Ширина рулонов |
Тепескопичность рулонов при толщине проката, не более |
|
|
до 2,5 включ. |
св. 2,5 |
|
|
От 100 до 500 включ. |
15 |
15 |
|
Св. 500 » 1000 » |
40 |
30 |
|
» 1000 » 1800 » |
60 |
50 |
|
Примечание - По требованию потребителя телескопичность рулонов не должна превышать 50 мм для проката толщиной до 2,5 мм и шириной 1000 - 1800 мм. |
||
5.11 Примеры условных обозначений оцинкованного проката приведены в приложении Б.
6 Общие технические требования
6.1 Оцинкованный прокат изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
6.2 Рекомендуемый химический состав исходного проката по плавочному анализу ковшевой пробы стали приведен в таблице 8.
Таблица 8
|
Марка проката |
Массовая доля элементов, %, не более |
||||
|
углерода |
марганца |
фосфора |
серы |
титана |
|
|
01 |
0,15 |
0,60 |
0,05 |
0,05 |
- |
|
02 |
0,12 |
0,60 |
0,04 |
0,04 |
- |
|
03 |
0,12 |
0,50 |
0,03 |
0,03 |
- |
|
04 |
0,10 |
0,45 |
0,03 |
0,03 |
- |
|
05 |
0,08 |
0,45 |
0,03 |
0,03 |
- |
|
06 |
0,02 |
0,25 |
0,02 |
0,02 |
0,3 |
|
220, 250 |
0,22 |
0,65 |
0,04 |
0,04 |
- |
|
280, 320, 350 |
0,25 |
0,65 |
0,04 |
0,04 |
- |
|
Примечания 1 Допускается использовать исходный прокат из стали с другой массовой долей элементов при условии соблюдения норм по механическим свойствам. 2 Для проката марки 01 допускается увеличение массовой доли углерода до 0,22 %. 3 Для проката марок 04, 05 и 06 массовая доля алюминия рекомендуется в пределах 0,02 % - 0,07 %, а для остальных марок - не более 0,07 %. 4 Для проката марки 06 титан может быть заменен ниобием. Допускается микролегирование ниобием и титаном одновременно. |
|||||
Марку стали выбирает изготовитель. Марку и химический состав стали сообщают потребителю по его требованию.
6.3 Качество поверхности исходного проката должно соответствовать требованиям к I и II группам отделки холоднокатаного проката по ГОСТ 9045 или ГОСТ 16523 и III группе отделки горячекатаного проката по ГОСТ 16523.
6.4 Цинковое покрытие наносят на холоднокатаный или горячекатаный травленый прокат в рулонах путем погружения его в цинковый расплав, состав которого выбирается изготовителем, при условии содержания в нем цинка не менее 99 %.
Химический состав расплава сообщают потребителю по его требованию.
6.5 Нормируемые показатели качества оцинкованного проката в зависимости от его марки приведены в таблице 9.
Таблица 9
|
Нормируемый показатель |
Марка проката |
|||||||||||
|
01 |
02 |
03 |
04 |
05 |
06 |
220 |
250 |
280 |
320 |
350 |
||
|
Вид покрытия: |
Н; НД; М; МД; ЖЦ; ЖЦД |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
Класс покрытия: |
60; 80; 100; 140; 180; 200; 225; 275; 350; 450 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
600 |
+ |
+ |
+ |
- |
- |
- |
+ |
+ |
+ |
+ |
+ |
|
|
Химический состав стали |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
Временное сопротивление разрыву |
- |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
|
Предел текучести |
- |
- |
- |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
|
Относительное удлинение |
- |
± |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
|
Коэффициент пластической анизотропии |
- |
- |
- |
- |
+ |
+ |
- |
- |
- |
- |
- |
|
|
Показатель деформационного упрочнения |
- |
- |
- |
- |
+ |
+ |
- |
- |
- |
- |
- |
|
|
Глубина сферической лунки |
- |
- |
± |
± |
± |
± |
- |
- |
- |
- |
- |
|
|
Прочность сцепления покрытия |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
|
Примечания 1 Знак «+» означает, что прокат с данным видом и классом покрытия изготовляют или отмеченные этим знаком показатели нормируют. 2 Знак «-» означает, что прокат с данным видом и классом покрытия не изготовляют или отмеченные этим знаком показатели не нормируют. 3 Знак «±» означает, что отмеченные этим знаком показатели применяют по согласованию сторон. |
||||||||||||
6.6 Поверхность оцинкованного проката должна иметь сплошной слой цинкового или железоцинкового покрытия. Не допускаются нарушения сплошности покрытия в виде растрескивания на мелких наплывах, расположенных на дефектах стальной основы, классификация и размеры которых предусмотрены ГОСТ 9045 и ГОСТ 16523. Допускаемые дефекты покрытия установлены в таблице 10.
Таблица 10
|
Марка проката |
Общие допускаемые дефекты покрытия |
Допускаемые дефекты покрытия в зависимости от видов покрытия и марок проката |
|
|
Н; ЖЦ |
01; 03; 220; 250; 280; 320; 350 |
Следы от перегибов полосы и регулирующих роликов; царапины и потертость (темные точки и пятна), не нарушающие сплошность покрытия; светлые и матовые пятна, неравномерность окраски пассивной пленки |
Наплывы, натеки, наслоения без растрескивания, местная шероховатость покрытия (сыпь); крупинки; неравномерность кристаллизации цинкового покрытия |
|
02 |
Наплывы без растрескивания, местная шероховатость покрытия (сыпь); крупинки цинка в виде отдельных точек; неравномерность кристаллизации цинкового покрытия |
||
|
НД; ЖЦД |
01; 03; 04; 0,5; 06; 220; 250; 280; 320; 350 |
Темные точки и дорожки (следы) от деформационных наплывов, натеков, наслоений, крупинок без растрескивания; местная шероховатость покрытия (сыпь); матовый и размытый узор кристаллизации цинкового покрытия |
|
|
М |
03; 220; 250; 280; 320; 350 |
Следы от перегибов полосы и регулирующих роликов; царапины и потертость (темные точки и пятна), не нарушающие сплошность покрытия; светлые и матовые пятна, неравномерность окраски пассивной пленки |
То же, что и для покрытия вида Н марок 01, 03 и 220; 250; 280; 320; 350, а также узор кристаллизации на расстоянии не более 20 мм от кромок, темные вкрапления и лунки размером не более 5 мм в виде отдельных участков и полос, отдельные кристаллы цинка по всей поверхности |
|
МД |
03; 04; 05; 06; 220; 250; 280; 320; 350 |
То же, что и для покрытия вида НД, а также темные точки и дорожки (следы) от деформированных вкраплений, лунок, отдельных кристаллов; размытый узор кристаллизации на расстоянии не более 20 мм от кромок |
|
|
Примечания 1 Натеки образуются, как правило, в виде строчки на дефектах стальной основы, классификация которых установлена ГОСТ 16523, и имеют протяженность, соответствующую длине дефектов. 2 Размытый узор кристаллизации характеризуется нечеткостью (размытостью) границ кристаллов цинка. |
|||
6.7 На оцинкованном прокате с необрезной кромкой не допускаются рванины кромок глубиной, выводящей прокат за номинальный размер по ширине. На оцинкованном прокате с обрезной кромкой рванины кромок не допускаются.
6.8 Масса цинкового или железоцинкового покрытия, нанесенного с двух сторон на 1 м2 проката, в зависимости от класса покрытия должна соответствовать указанной в таблице 11.
Таблица 11
|
Класс покрытия |
Масса покрытия, нанесенного с двух сторон проката, г/м2, не менее |
Толщина покрытия с одной стороны проката, мкм, не менее, (справочная) |
||
|
средняя по трем образцам |
по одному образцу |
средняя по трем образцам |
по одному образцу |
|
|
60 |
60 |
51 |
4,0 |
3,8 |
|
80 |
80 |
68 |
5,5 |
5 |
|
100 |
100 |
85 |
7 |
6 |
|
140 |
140 |
120 |
9 |
8 |
|
180 |
180 |
150 |
13 |
11 |
|
200 |
200 |
170 |
14 |
12 |
|
225 |
225 |
195 |
16 |
14 |
|
275 |
275 |
235 |
19 |
17 |
|
350 |
350 |
300 |
25 |
21 |
|
450 |
450 |
385 |
32 |
27 |
|
600 |
600 |
510 |
42 |
38 |
|
Примечания 1 Масса покрытия на одной стороне проката при испытании каждого из трех образцов должна составлять не менее 40 % массы покрытия, установленной для одного образца. 2 Справочное значение толщины цинкового покрытия установлено, исходя из плотности цинка, равной 7,13 г/см3. 3 При ширине проката менее 450 мм массу покрытия у потребителя определяют по одному образцу. |
||||
Оцинкованный прокат с дифференцированным покрытием изготовляют по согласованию сторон. Масса покрытия на разных сторонах проката не должна отличаться более чем на три смежных класса. Номинальное значение массы покрытия с каждой стороны проката с дифференцированным покрытием должно соответствовать 50 %, а минимальное значение - 40 % массы, установленной для соответствующих классов покрытия.
6.9 Прочность сцепления покрытия со стальной основой должна обеспечивать отсутствие отслоения покрытия с наружной стороны образца при изгибе на 180° на оправке в соответствии с таблицей 12.
Таблица 12
|
Класс покрытия |
Толщина оправки при испытании на изгиб на 180° для проката марок |
||||||||||
|
01 |
02 |
03 |
04 |
05 |
06 |
220 |
250 |
280 |
320 |
350 |
|
|
60 |
0 |
0 |
0 |
0 |
0 |
0 |
1а |
1а |
2а |
3а |
3а |
|
80 |
0 |
0 |
0 |
0 |
0 |
0 |
1а |
1а |
2а |
3а |
3а |
|
100 |
0 |
0 |
0 |
0 |
0 |
0 |
1а |
1а |
2а |
3а |
3а |
|
140 |
0 |
0 |
0 |
0 |
0 |
0 |
1а |
1а |
2а |
3а |
3а |
|
180 |
0 |
0 |
0 |
0 |
0 |
0 |
1а |
1а |
2а |
3а |
3а |
|
200 |
0 |
0 |
0 |
0 |
0 |
0 |
1а |
1а |
2а |
3а |
3а |
|
225 |
0 |
0 |
0 |
0 |
0 |
0 |
1а |
1а |
2а |
3а |
3а |
|
275 |
0 |
0 |
0 |
0 |
0 |
0 |
1а |
1а |
2а |
3а |
3а |
|
350 |
1а |
1а |
1а |
1а |
1а |
1а |
1а |
1а |
2а |
3а |
3а |
|
450 |
2а |
2а |
2а |
2а |
2а |
2а |
1а |
1а |
2а |
3а |
3а |
|
600 |
2а |
2а |
2а |
- |
- |
- |
1а |
2а |
3а |
4а |
4а |
|
Примечания 1 1а, 2а, 3а и 4а - толщина оправки, равная соответственно 1, 2, 3 и 4 номинальным толщинам оцинкованного проката; 0 - испытание без оправки. 2 Для проката толщиной свыше 1,5 мм и проката с покрытием классов 450 и 600 нормы по прочности сцепления и толщине оправки факультативны до 1 января 2008 г. |
|||||||||||
Допускается сетка мелких трещин по всей длине изгиба и отслоение покрытия на расстоянии не более 6 мм от краев образца.
6.10 Механические свойства оцинкованного проката должны соответствовать нормам, указанным в таблице 13.
Таблица 13
|
Временное сопротивление разрыву σв, Н/мм2 |
Предел текучести σ0,2, Н/мм2 |
Относительное удлинение δ4, %, для проката толщиной, мм |
Коэффициент пластической анизотропии R90 |
Показатель деформационного упрочнения n90 |
||||
|
до 0,7 включ. |
св. 0,7 до 1,5 включ. |
св. 1,5 до 2,0 включ. |
св. 2,0 |
|||||
|
не менее |
||||||||
|
01 |
- |
- |
- |
- |
- |
- |
- |
- |
|
02 |
270 - 500 |
- |
20 |
22 |
- |
- |
- |
- |
|
03 |
270 - 420 |
- |
24 |
26 |
28 |
30 |
- |
- |
|
04 |
270 - 380 |
Не более 260 |
28 |
30 |
32 |
- |
- |
- |
|
05 |
270 - 350 |
Не более 220 |
34 |
36 |
38 |
- |
1,6 |
0,18 |
|
06 |
270 - 350 |
Не более 180 |
35 |
37 |
39 |
- |
1,9 |
0,21 |
|
220 |
Не менее 300 |
Не менее 220 |
18 |
20 |
20 |
20 |
- |
- |
|
250 |
Не менее 330 |
Не менее 250 |
17 |
19 |
19 |
19 |
- |
- |
|
280 |
Не менее 360 |
Не менее 280 |
16 |
18 |
18 |
18 |
- |
- |
|
320 |
Не менее 390 |
Не менее 320 |
15 |
17 |
17 |
17 |
- |
- |
|
350 |
Не менее 420 |
Не менее 350 |
14 |
16 |
16 |
16 |
- |
- |
|
Примечания: 1 При расчете временного сопротивления и предела текучести толщину покрытия не учитывают. 2 Нормы по относительному удлинению для проката марок 220; 250; 280; 320; 350 толщиной свыше 1,5 мм являются факультативными до 1 января 2008 г. 3 Величина относительного удлинения для проката марки 03 с покрытием видов НД, МД и ЖЦД гарантируется изготовителем в течение 10 сут с момента отгрузки. 4 Нормы коэффициента пластической анизотропии и показателя деформационного упрочнения факультативны до 1 января 2008 г. |
||||||||
6.11 Оцинкованный прокат марок 03, 04, 05 и 06 должен выдерживать испытание на выдавливание. Испытание проводят по требованию потребителя. Глубина сферической лунки при испытании на выдавливание должна соответствовать нормам, установленным в таблице 14.
6.12 Цинковое покрытие проката марки 02 толщиной до 0,7 мм включительно, предназначенного для изготовления посудохозяйственных изделий, должно выдерживать испытание на прочность сцепления с основным металлом при испытании на двойной кровельный замок в соответствии с приложением В. Испытание проводят по требованию потребителя. В этом случае допускается определение механических свойств проката не проводить.
6.13 Для защиты поверхности оцинкованного проката от коррозии на период транспортирования проводят консервацию:
- пассивирование (ПС);
- промасливание (ПР);
- пассивирование и промасливание (ПП).
Марки масла и состав пассивирующего раствора сообщают потребителю по его требованию. Если по требованию потребителя прокат не консервируют, то в этом случае на поверхности проката допускается наличие продуктов коррозии покрытия («белой ржавчины»).
При отгрузке оцинкованного проката в районы Крайнего Севера и приравненные к ним местности его консервация обязательна.
6.14 Упаковка и маркировка
6.14.1 Упаковка и маркировка оцинкованного проката - по ГОСТ 7566.
6.14.2 Листы формируют в пачки. У листов с дифференцированным покрытием сторона с более тонким покрытием должна быть обращена к низу пачки.
Пачки упаковывают в жесткую тару - пакеты по нормативным документам. Пакеты формируют из верхнего и нижнего упаковочных стальных листов и швеллеров (стальных листов, изогнутых в виде швеллеров) или уголков. Швеллеры должны закрывать боковые и торцевые кромки листов в пачках. Ширина полок швеллеров - не менее 100 мм. Короба изготовляют из отожженного стального листа толщиной не менее 0,4 мм.
К пачке или коробу снизу должны быть прикреплены деревянные бруски сечением не менее 80´80 мм или металлические бруски, или поддоны по нормативным документам. При толщине проката до 0,8 мм включительно количество деревянных брусков при ширине пачки до 1200 мм должно быть 2 шт.
Таблица 14
В миллиметрах
|
Толщина проката |
Глубина сферической лунки, не менее, для проката марки |
|||
|
03 |
04 |
05 |
06 |
|
|
0,4 |
8,2 |
8,3 |
8,5 |
8,8 |
|
0,5 |
8,5 |
8,7 |
8,9 |
9,2 |
|
0,6 |
8,9 |
9,1 |
9,3 |
9,5 |
|
0,7 |
9,2 |
9,5 |
9,7 |
9,9 |
|
0,8 |
9,5 |
9,9 |
10,1 |
10,2 |
|
0,9 |
9,9 |
10,1 |
10,4 |
10,5 |
|
1,0 |
10,1 |
10,3 |
10,6 |
10,7 |
|
1,1 |
10,3 |
10,5 |
10,8 |
10,9 |
|
1,2 |
10,5 |
10,7 |
11,0 |
11,1 |
|
1,3 |
10,7 |
10,9 |
11,2 |
11,3 |
|
1,4 |
10,8 |
11,0 |
11,3 |
11,4 |
|
1,5 |
11,0 |
11,1 |
11,4 |
11,5 |
|
1,6 |
11,3 |
11,2 |
11,5 |
11,6 |
|
1,7 |
11,4 |
11,4 |
11,6 |
11,7 |
|
1,8 |
11,5 |
11,5 |
11,7 |
11,8 |
|
1,9 |
11,6 |
11,6 |
11,8 |
11,9 |
|
2,0 |
11,7 |
11,7 |
11,9 |
12,0 |
|
Примечание - Нормы глубины сферической лунки для проката марок 05 и 06 являются факультативными до 1 января 2008 г. |
||||
6.14.3 Оцинкованный прокат с дифференцированным покрытием в рулоны свертывают так, чтобы сторона с более тонким покрытием была обращена внутрь рулона.
6.14.4 Пачки и рулоны оцинкованного проката должны быть прочно обвязаны. Количество обвязок должно соответствовать требованиям ГОСТ 7566.
При отгрузке проката в районы Крайнего Севера и приравненные к ним местности минимальное количество обвязок должно быть на единицу больше норм, установленных ГОСТ 7566.
Для обвязки применяют металлическую ленту толщиной 1,0 - 2,0 мм, шириной от 30 до 40 мм по ГОСТ 3560, ГОСТ 6009 или другим нормативным документам.
Наружный диаметр рулонов не должен превышать 2 м, высота пачек - 1 м.
6.14.5 Масса одного грузового места должна быть не менее 3 т и не должна превышать 10 т. По требованию потребителя допускается увеличение массы одного грузового места до 15 т. В поставляемой партии допускается одно грузовое место массой менее 3 т, но не менее 1,5 т.
6.14.6 Допускается соединение нескольких рулонов в одну стопу.
6.14.7 Маркировка, наносимая на ярлык (маркировочную карту), верхний лист пачки, наружный конец рулона, должна содержать:
- наименование или (и) товарный знак предприятия-изготовителя;
- марку проката;
- тип покрытия;
- номер партии;
- размер проката;
- массу нетто (фактическую) пачки, рулона проката и стопы рулонов.
Транспортная маркировка - по ГОСТ 14192 с нанесением на пачки манипуляционного знака «Место строповки».
7 Правила приемки
7.1 Общие правила приемки - по ГОСТ 7566. Оцинкованный прокат принимают партиями. Партия должна состоять из листов или рулонов одной марки, одной толщины, одной категории точности изготовления, одного характера кромки проката, одного типа, класса и вида покрытия, одного способа консервации поверхности. Партию сопровождают документом о качестве по ГОСТ 7566, содержащим:
- наименование или товарный знак предприятия-изготовителя;
- наименование потребителя;
- номер заказа;
- дату оформления документа о качестве;
- марку проката;
- точность изготовления и характер кромки проката;
- тип, класс и вид покрытия;
- способ консервации поверхности;
- результаты испытаний, в том числе факультативные показатели и показатели, контролируемые по требованию потребителя;
- номер партии;
- размеры проката;
- массу каждого грузового места;
- количество грузовых мест;
- обозначение настоящего стандарта;
- штамп службы технического контроля.
Марку стали, химический состав стали и цинкового расплава сообщают потребителю по его требованию.
7.2 От принимаемой партии оцинкованного проката отбирают:
- для контроля размеров и качества поверхности - один рулон или 2 % листов;
- для контроля механических свойств, глубины сферической лунки, массы покрытия, прочности сцепления покрытия с основным металлом - один рулон или один лист.
7.3 При проверке качества поверхности рулонного проката партию считают соответствующей требованиям стандарта, если масса участков, не соответствующих требованиям настоящего стандарта, не превышает 2 % массы партии.
Допускается по согласованию изготовителя с потребителем более 2 % массы участков, не соответствующих требованиям настоящего стандарта к качеству поверхности рулонного проката, но не более 5 % массы партии.
При обнаружении дефектных участков поверхности рулонного проката у потребителя и их предъявлении изготовителю вопрос о возмещении количества забракованного проката изготовителем решается в договорном порядке.
Массу вырезанных участков определяют взвешиванием или по приложению А ГОСТ 7566.
7.4 При получении неудовлетворительных результатов проверки хотя бы по одному из показателей настоящего стандарта по этому показателю проводят повторную проверку по ГОСТ 7566.
Результаты повторной проверки распространяют на всю партию.
8 Методы контроля
8.1 Внешний вид, качество поверхности оцинкованного проката в листах, рулонах и лентах проверяют визуально без применения увеличительных приборов.
8.2 Контроль формы и размеров оцинкованного проката проводят по ГОСТ 26877. Отклонение от плоскостности оцинкованного проката в рулонах контролируют по методике, согласованной с потребителем.
8.3 Для проведения контроля от каждого отобранного листа или рулона отбирают пробу по ГОСТ 7564. От пробы вырезают заготовки и образцы в соответствии со схемой, приведенной на рисунке 1, и таблицей 15.
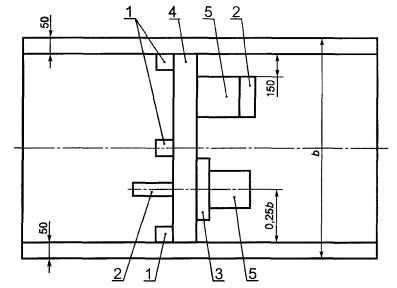
b - ширина проката, мм; 1, 2, 4, 5 - образцы; 3 - заготовка
Рисунок 1 - Схема вырезки заготовок и образцов
Таблица 15 - Количество и размеры заготовок и образцов для испытаний
|
Номер заготовки, образца |
Количество |
Размеры, мм |
Назначение заготовок и образцов |
|
|
ширина |
длина |
|||
|
1 |
3 |
50 |
50 |
Определение массы покрытия |
|
2 |
2 |
50 |
150 |
Контроль прочности сцепления покрытия с основным металлом |
|
3 |
1 |
30 |
180 - 300 |
Изготовление образцов для определения механических свойств при растяжении |
|
4 |
1 |
80 - 90 |
- |
Определение глубины сферической лунки |
|
5 |
2 |
150 |
150 |
Испытание на двойной кровельный замок |
|
Примечания 1 Образцы 1, 2, 5 и заготовки 3 вырезают с предельными отклонениями размеров ±3 мм. 2 Контроль ленты у изготовителя осуществляют на образцах, вырезанных из рулона до его роспуска, у потребителя - на образцах, вырезанных из ленты в любом месте одного рулона от партии. 3 Допускается применять для определения массы покрытия круглые образцы площадью не менее 2500 мм2. |
||||
8.4 Определение массы покрытия - в соответствии с приложением Г.
Допускается для определения массы покрытия применять другие методы с погрешностью измерения не более ±10 %.
При разногласиях в оценке применяют метод, установленный в приложении Г с использованием раствора А.
8.5 Определение прочности сцепления покрытия со стальной основой проводят испытанием на изгиб на 180° по ГОСТ 14019.
Испытание на изгиб для проката марок 220; 250; 280; 320; 350 может быть заменено испытанием на приборе типа У-1А по ГОСТ 4765 по согласованной методике.
8.6 Изготовление образцов и определение механических свойств оцинкованного проката испытанием на растяжение - по ГОСТ 11701 и ГОСТ 1497.
8.7 Определение глубины сферической лунки при испытании на выдавливание - по ГОСТ 10510.
8.8 Испытание на двойной кровельный замок - в соответствии с приложением В.
8.9 Для контроля качества оцинкованного проката допускается применять неразрушающие методы контроля по ГОСТ 30415 и другим нормативным документам.
9 Транспортирование и хранение
9.1 Транспортирование оцинкованного проката (транспортное наименование - «сталь тонколистовая оцинкованная») - по ГОСТ 7566.
9.2 Транспортирование оцинкованного проката железнодорожным транспортом осуществляют открытым подвижным составом в соответствии с правилами перевозки грузов, действующими на транспорте данного вида, техническими условиями размещения и крепления грузов в вагонах и контейнерах, действующими на железнодорожном транспорте, и ГОСТ 22235.
Транспортирование проводят повагонными отправками с максимальным использованием грузоподъемности вагонов.
9.3 Хранение оцинкованного проката на складах грузоотправителя должно соответствовать условиям 3 (ЖЗ) по ГОСТ 15150. Не допускается совместное хранение проката и химически активных веществ.
Приложение А
(справочное)
Соответствие марок оцинкованного проката по ГОСТ Р 52246-2004 маркам оцинкованного проката, установленным в Европейских стандартах EN 10142:2000, EN 10147:1991 + А1:1995 и международных стандартах ИСО 3575:1996, ИСО 4998:1996
|
ГОСТ Р 52246-2004 |
EN 10142:2000 |
EN 10147:1991 + А1:1995 |
ИСО 3575:1996 |
ИСО 4998:1996 |
|
01 |
- |
- |
01 |
- |
|
02 |
DX51D |
- |
02 |
- |
|
03 |
DX52D |
- |
03 |
- |
|
04 |
DX53D |
- |
04 |
- |
|
05 |
DX54D |
- |
05 |
- |
|
06 |
DX56D |
- |
06 |
- |
|
220 |
- |
S220GD |
- |
220 |
|
250 |
- |
S250GD |
- |
250 |
|
280 |
- |
S280GD |
- |
280 |
|
320 |
- |
S320GD |
- |
320 |
|
350 |
- |
S350GD |
- |
350 |
|
- |
- |
S550GD |
|
550 |
Приложение Б
(справочное)
Примеры условных обозначений оцинкованного проката
Схема обозначения
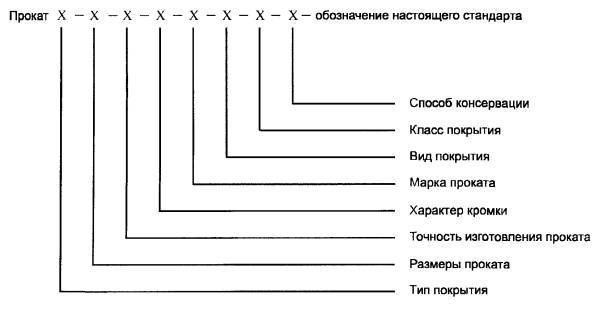
Прокат с цинковым покрытием ГЦ в листах толщиной 1,0 мм, шириной 1000 мм, длиной 2000 мм, категории точности изготовления Б, с необрезной кромкой НО, марки 01, с покрытием с нормальным узором кристаллизации цинка Н, класса 275, промасленный ПР:
Прокат ГЦ-1,0´1000´2000-Б-НО-01-Н-275-ПР-ГОСТ Р 52246-2004
То же, в рулонах толщиной 0,6 мм, шириной 1200 мм, категории точности изготовления А, с обрезной кромкой О, марки 280, с покрытием с минимальным узором кристаллизации цинка дрессированным МД, с дифференцированным покрытием класса 275/200, пассивированный ПС:
Прокат ГЦ-0,6´1200-А-О-280-МД-275/200-ПС-ГОСТ Р 52246-2004
То же, в листах толщиной 0,4 мм, шириной 700 мм, длиной 1000 мм, категории точности изготовления Б, с обрезной кромкой О, марки 02, с покрытием с нормальным узором кристаллизации цинка Н, класса 350, без консервации поверхности:
Прокат ГЦ-0,4´700´1000-Б-О-02-Н-350-ГОСТ Р 52246-2004
Прокат с железоцинковым покрытием ГЖЦ в рулонах толщиной 0,8 мм, шириной 1500 мм, категории точности изготовления В, с необрезной кромкой НО, марки 05, с железоцинковым покрытием дрессированным ЖЦД, класса 80, пассивированный и промасленный ПП:
Прокат ГЖЦ-0,8´1500-В-НО-05-ЖЦД-80-ПП-ГОСТ Р 52246-2004
Приложение В
(обязательное)
Метод испытания на двойной кровельный замок
В.1 Сущность метода
Настоящий метод предназначен для оценки прочности сцепления покрытия с основным металлом оцинкованного проката марки 02 при соединении в двойной кровельный замок. Испытание состоит в соединении в двойной кровельный замок и последующем изгибе и разгибе в исходное положение образцов и визуальной оценке состояния поверхности покрытия в замке и на линии изгиба.
Испытания проводят на двух образцах в соответствии с 8.3 и таблицей 15.
В.2 Аппаратура
Испытательная машина со специальными приспособлениями.
Киянка деревянная.
В.3 Проведение испытаний
Образцы соединяют вплотную двойным кровельным замком, затем один раз изгибают по линии, перпендикулярной к замку, на 45° ± 2° и разгибают в исходное положение, как показано на рис. В.1.
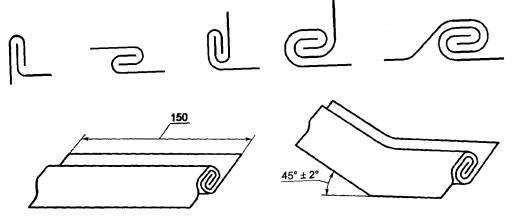
Рисунок В.1 - Схема соединения в двойной кровельный замок и проведения испытаний
В.4 Оценка результатов
Внешний осмотр образца после испытаний проводят без применения увеличительных приборов. Прокат выдержал испытание, если после сгибания и разгибания на поверхности замка и линии изгиба отсутствует отслоение покрытия.
Допускается сетка мелких трещин покрытия по всей длине замка и линии изгиба и отслоение покрытия на расстоянии не более 6 мм от краев образцов.
Приложение Г
(обязательное)
Метод определения массы покрытия
Г.1 Сущность метода
Метод основан на определении массы покрытия взвешиванием образцов до и после растворения цинкового или железоцинкового покрытия.
Определение массы покрытия проводят на трех образцах в соответствии с 8.3 и таблицей 15.
Г.2 Аппаратура, реактивы, растворы
Весы лабораторные по ГОСТ 24104 с допускаемой погрешностью не более 0,01 г.
Штангенциркуль по ГОСТ 166 с ценой деления не более 0,1 мм.
Посуда мерная стеклянная по ГОСТ 1770.
Посуда стеклянная лабораторная по ГОСТ 25336.
Термометр технический стеклянный ртутный по ГОСТ 28498 с ценой деления не более 1 °С.
Кислота соляная по ГОСТ 3118 и разбавленная 1:1.
Гексаметилентетрамин (уротропин) по ГОСТ 1381.
Треххлористая сурьма по [1] или оксид сурьмы по [2].
Вода дистиллированная по ГОСТ 6709.
Спирт этиловый технический по ГОСТ 17299.
Приготовление раствора А: 3,5 г гексаметилентетрамина (уротропина) добавляют в 1 дм3 соляной кислоты, разбавленной 1:1.
Приготовление раствора Б: 20 г окиси сурьмы (Sb2O3) или 32 г треххлористой сурьмы (SbCl3) растворяют в 1 дм3 концентрированной соляной кислоты.
Г.3 Растворение покрытия
Образцы обезжиривают этиловым спиртом, взвешивают, погружают в раствор соляной кислоты с гексаметилентетрамином (раствор А) или с треххлористой сурьмой или оксидом сурьмы (раствор Б) при температуре 20 °С - 25 °С и выдерживают до растворения покрытия (прекращения бурного газовыделения). Затем образцы вынимают из раствора, тщательно промывают холодной, а затем горячей водой, высушивают фильтровальной бумагой и повторно взвешивают.
Рекомендуемый объем раствора - 10 см3 на 1 см2 покрытия.
Г.4 Определение массы покрытия
Г.4.1 Массу покрытия, нанесенного на единицу площади поверхности образца с двух сторон, m1, г/м2, вычисляют по формуле
![]() (Г.1)
(Г.1)
где m1 - масса образца до растворения покрытия, г;
m2 - масса образца после растворения покрытия, г;
S - площадь поверхности образца, м2.
Г.4.2 За массу покрытия по одному образцу принимают меньшее из значений, определенных на трех образцах.
Г.4.3 Массу покрытия M, г/м2, по трем образцам вычисляют по формуле
![]() (Г.2)
(Г.2)
где mI, mII, mIII - массы покрытия 1, 2, 3 образцов, г/м2.
Г.4.4 Результаты вычислений массы покрытия округляют до 1 г/м2.
Г.4.5 Массу дифференцированного покрытия определяют для каждой из сторон. Для этого после обезжиривания и взвешивания образца его нижнюю сторону покрывают плотным слоем резинового клея или парафина и удаляют покрытие с противоположной стороны, как указано в Г.3. После удаления клея механическим путем без повреждения покрытия, а парафина - в горячей воде, обезжиривания и последующего взвешивания образца удаляют покрытие с другой стороны образца.
Библиография
[1] ТУ 6-09-636-76 Треххлористая сурьма
[2] ТУ 6-09-3267-76 Оксид сурьмы
Ключевые слова: горячеоцинкованный листовой прокат, класс покрытия, классификация, размеры, технические требования, правила приемки, методы контроля, транспортирование, хранение
|
|||||||||||||||||||||