Все документы,
представленные в каталоге, не являются их официальным изданием и предназначены
исключительно для ознакомительных целей. Электронные копии этих документов могут распространяться без всяких
ограничений.
Вы можете размещать информацию с этого сайта на любом другом сайте
без каких-либо ограничений.
ГОСГОРТЕХНАДЗОР РФ
Инжненерно-консультационный центр по технической безопасности подъемных сооружений
ИКЦ "КРАН"
МЕТАЛЛОКОНСТРУКЦИИИ ГРУЗОПОДЬЕМНЫХ МАШИН, ОБОРУДОВАНИЯ И
ПОДЪЕМНИКОВ
КАПИТАЛЬНЫЙ РЕМОНТ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
УК 36.24.12-100-92
1992
СОДЕРЖАНИЕ
Разработаны конструкторско-технологическим институтом по механизации монтажных и специальных строительных работ НКТИмонтажстроймеханизации и Инженерно-консультативным центром по технической безопасности подъемных сооружений - ИКЦ "КРАН"
|
Директор института |
Ю.И. Гудков |
|
Общее руководство и редактирование |
Н.Н. Корзников |
|
|
Ю.С. Юрасов |
|
Исполнители |
В.А. Сергеев |
|
|
Б.Н. Старостин |
|
|
К.т.н.П.К. Коновалов |
|
|
М.А. Турецкий |
|
|
М.М. Орлов |
|
|
В.А. Рачинский |
|
|
А.Б. Старостин |
СОГЛАСОВАНЫ Госгортехнадзором РФ Письмом от 28.04.93 № 12-7/229
Срок действия по 01.01.1997 г.
ВВЕДЕНИЕ
Настоящие технические условия (в дальнейшем - ТУ) распространяются на следующие виды грузоподъемного оборудования (в дальнейшем - изделия), металлоконструкции которых подлежат капитальному ремонту (в дальнейшем - ремонту) предприятиями:
краны всех типов;
грузоподъемное оборудование специального назначения;
грузоподъемные монтажные приспособления;
подъемники (вышки),
Технические условия разработаны на основании ГОСТ 2.602-60 в соответствии с требованиями:
Правил устройства и безопасной эксплуатации подъемников (вышек):
Действующей нормативной документации.
1. ОРГАНИЗАЦИЯ РЕМОНТА
1.1. Ремонт и изготовление новых взамен выбракованных металлоконструкций изделий должен производиться в соответствии с требованиями настоящих ТУ, чертежей и технологических процессов, разработанных и утвержденных в установленном порядке, а также действующей нормативной документацией.
1.2. Организация, эксплуатирующие изделия исполнения VI в районах с холодным климатом I2 по ГОСТ 16350-80 должны получить от предприятия-изготовителя или организации-разработчика рекомендации по их эксплуатации при низких температурах.
1.3. Подразделение, производящее ремонт металлоконструкций изделий, подлежащих регистрации в органах Госгортехнадзора, обязано получить соответствующее разрешение указанных органов в соответствии с "Инструкцией по надзору за изготовлением, ремонтом и монтажом подъемных сооружений", утвержденной Госгортехнадзором России 20.08.1992 г.
1.4. Контроль качества работ выполняет работник: технического контроля предприятия, производящего ремонт. Перечень и последовательность выполнения контрольных операций оформляется картой пооперационного контроля.
1.5. Ремонт металлоконструкций производится, как правило, по чертежам, разработанным специализированной организацией. В отдельных случаях чертежи могут быть разработаны владельцем крана и согласованы со специализированной организацией.
1.6. При разработке технологических процессов на ремонт металлоконструкций следует:
переходы к измененному сечению выполнять плавно по толщине и ширине элементов;
зоны концентрации напряжений (начало и конец шва) обрабатывать наждачным кругом;
размеры сварных швов назначать по расчету на прочность возможно минимальными, в зависимости от толщины свариваемых листов;
придавать наименьшую длину угловых швов не менее шестикратного размера катета шва, но не менее 40 мм;
поперечные ребра жесткости приваривать к стене непрерывным швом;
торцы вертикальных ребер в случае их примыкания к поясам обеспечить скосами для прохода продольных поясных швов;
поперечные ребра жесткости, параллельные стыковым швам, удалить от стыков на расстояние не менее 10 S (S - толщина стенки);
в местах пересечения горизонтальных и вертикальных ребер жесткости горизонтальные ребра следует назначать непрерывными, прерывая вертикальные ребра;
в углах вырезов, а также в зонах большей концентрации напряжения, не допускается расположение стыков, прилегающих к отверстиям листов стыков пояса и т.п.
2. ТРЕБОВАНИЯ К МЕТАЛЛОКОНСТРУКЦИЯМ, СДАВАЕМЫМ В РЕМОНТ
2.1. Металлоконструкции, сдаваемые в ремонт, должны быть приняты работниками технического контроля ремонтного предприятия с учетом требований настоящих ТУ.
2.2. Приемка металлоконструкций в ремонт должна осуществляться наружным осмотром и оформляться актом. Форма акта - см. Приложен.1.
2.3. Ремонт металлоконструкции изделий выполняется при наличии дефектной ведомости. Дефектная ведомость составляется на основании материалов обследования металлоконструкций, выполненных по соответствующей методике, a именно:
для кранов мостового типа по "Методическим указаниям по обследованию кранов с целью определения возможности их дальнейшей эксплуатации" (издание 4, переработанное и дополненное) ВНИИШНТом, 1991г.;
для кранов стреловых самоходных по МУ 36.22.2002-92 РД "Методические указания по проведению обследования специальных монтажных кранов с истекшим сроком службы с целью определения возможности их дальнейшей эксплуатации" (издание третье, переработанное и дополненное) ВКТИмонтажстроймеханизация;
для кранов башенных по РД 22-318-91 "Методические указания по проведению обследования кранов с истекшим сроком службы. Краны башенные: СКТБ БК ДО "Строймонтаж";
для подъемников по МУЭС-22.2010.92 "Методические указания по проведению обследования технического состояния подъемников с истекшим сроком службы с целью определения возможности их дальнейшей эксплуатации", ВКТИмонтажстроймеханизация.
2.4. Поверхности металлоконструкций, подлежащих ремонту, должны быть очищены от грязи, масла, ржавчины.
2.5. Металлоконструкции не принимаются в ремонт при наличии деталей (составных частей), отремонтированных способами, исключающими возможность последующего их использования или ремонта (сварка составных частей и деталей вместо предусмотренного крепления болтами и т.п.), и при наличии дефектов базовых деталей (основных несущих элементов), устранение которых на современном уровне производства является технически и экономически нецелесообразным или не гарантирует восстановление работоспособности и надежности металлоконструкции, а также надлежащего срока службы.
2.6. Неремонтнопригодными и требующими замены являются:
элементы с резкими изгибами в местах деформации;
элементы с двумя и более усталостными трещинами;
элементы с трещинами, выходящим на поверхность отверстий ил их креплений;
элементы с повторными, усталостными трещинами рядом или в том же месте, они уже однажды были заварены;
элементы, потерявшие в результате коррозии более 5% площади первоначального сечения для стержневых систем и 10% - для балочных.
2.7. При определении ремонтопригодности элементов металлоконструкций изделий с истекшим сроком службы, следует особое внимание обратить на состояние и свойство сталей.
Во всех случаях, когда марка стали элемента не известна, необходимо провести химический анализ и механические испытания по ГОСТ 6996-66.
3. ТРЕБОВАНИЯ К РЕМОНТУ И ИЗГОТОВЛЕНИЮ МЕТАЛЛОКОНСТРУКЦИЙ
3.1. Материалы
3.1.1.Материалы, применяемые для ремонта и изготовления металлоконструкций башенных кранов, кранов стреловых самоходных, приставного грузоподъемного оборудования и подъемников, тропического и северного исполнения должны соответствовать указанным в табл.1, 2.
Стали для изготовления и ремонта вспомогательных элементов грузоподъемного оборудования (лестниц, перил, переходных площадок, кожухов, обшивок кабин и других вспомогательных конструкций) должны соответствовать указанным в табл. 3.
Содержание углерода в сталях не должно превышать 0,22%;
3.1.2. При выборе присадочных материалов для сварки металлоконструкций изготовленных из стали указанной в табл. 1,2,3 следует пользоваться табл. 4.
3.1.3.Материалы, применяемые для изготовления и ремонта сварных металлоконструкций кранов постоянного типа, консольных, стволового типа на железнодорожном ходу, портальных, должны соответствовать указанным в табл. 5, 6.
3.1.4. При выборе сварочных материалов для сварки металлоконструкций изготовленных из материалов, указанных в табл. 5 и 6, следует пользоваться табл.7
3.1.5. Нормативные и расчетные сопротивления проката для стальных сварных конструкций грузоподъемных кранов приведены в табл.6.
3.1.6, Соответствие применяемых сталей требованиям стандартов или технических условий должно подтверждаться сертификатами предприятий-поставщиков или данными лабораторных испытаний.
3.1.7. При поступлении на склад сталь должна быть подвергнута входному контролю. Правила приемки и методы испытаний стали при входном контроле должны соответствовать требованиям стандартов или технических условий на соответствующий вид проката (листовая) сталь, уголок (швеллер, двутавр и т.п.).
3.1.8. Прокат должен храниться в условиях, исключающих снижение его качества.
3.1.9. Материалы, применяемые для ремонта и изготовления сварных металлоконструкций, должны соответствовать требованиям действующей нормативной документации. Качество металлопроката и труб должно быть не ниже величин, установленных нормативной документацией.
3.1.10. При ремонте и изготовления металлоконструкций грузоподъемного оборудования допускается применение металлов и сварных материалов, не указанных в технических условиях, но по качеству и параметрам соответствующие требованиям настоящих ТУ.
Таблица 1
Стали для изготовления и ремонта сварных несущих металлоконструкций кранов, кранов стреловых самоходных, приставного грузоподъемного оборудования, подъемников (вышек) обычного и тропического исполнения
|
Марка стали, категория, (класс прочности) |
Технические требования к прокату и трубам (ГОСТ, ТУ, СР СЭВ, СТ СЭВ) |
Вид проката |
Сортамент Толщина проката или трубы, мм |
Дополнительные требования |
|
1 |
2 |
3 |
4 |
5 |
|
10 группы В (215) |
трубы бесшовные горячедеформированные |
до 7 вкл. |
Применять только для раскосов и вспомогательных конструкций |
|
|
20 группы В (216) |
труби электросварные |
до 10 вкл. |
Применять только для раскосов и вспомогательных конструкций |
|
|
16Д (от 235 ДО 225) |
ГОСТ 6713-75 |
Листовой |
от 5 до 40 вкл. |
Ударная вязкость при минус 20оС и после мехстарения листового не менее 34 Дж/см2 (3,5 кгс/м/см2). У остального не менее 39 Дж/см2 (4,0 кгс/м/см2) |
|
Широкополосный |
||||
|
Фасонный |
||||
|
сортовой |
||||
|
Ст3со2 |
Листовой |
до 5 |
|
|
|
Ст3пс2 |
Фасонный |
|
|
|
|
(245) |
|
сортовой |
до 12 вкл |
|
|
В3пс |
РС I-70 |
Листовой |
до 5 |
|
|
В3сп |
|
фасонный |
|
|
|
(245) |
|
сортовой |
до 12 вкл. |
|
|
Ст3ис5 (245) |
листовой |
от 5 до 10 вкл. |
Ударная вязкость при минус 20оС и после мехстарения не менее 20 Дж/см2 |
|
|
ГОСТ |
фасонный |
|
||
|
|
Сортовой |
от 13 до 16 вкл. |
||
|
СТ3сп5 (245) |
листовой |
от 5 до 25 вкл. |
Ударная вязкость при минус 20оС и после мехстарения листового не менее 29 Дж/см2 (3,0 кгс/м/см2) |
|
|
фасонный |
||||
|
|
сортовой |
|||
|
B3пс4 |
PC I-70 |
листовой |
от 5 до 10вкл. |
Ударная вязкость при минус 20оС и после мехстарения листового не менее 29 Дж/см2 (3,0 кгс/м/см2) |
|
|
фасонный |
|
||
|
|
сортовой |
от 13 до 20 вкл. |
||
|
В3сп4 (235) |
РС 1-70 |
листовой |
от 5 до 10вкл. |
Ударная вязкость при минус 20оС и после мехстарения листового не менее 29 Дж/см2 (3,0 кгс/м/см2) |
|
|
фасонный |
|
||
|
|
сортовой |
от 13 до 20 вкл. |
||
|
Ст3Гпс5 (245) |
листовой |
oт 11 до 30 вкл. |
Ударная вязкость при минус 20оС и после мехстарения листового не менее 29 Дж/см2 (3,0 кгс/м/см2) |
|
|
фасонный |
|
|||
|
|
сортовой |
от 11 до 30 вкл. |
||
|
Ст3сп5-2 (275) |
ТУ 14-16-23-89 |
листовой |
до 9 вкл. |
Ударная вязкость при минус 20оС и после мехстарения листового не менее 29 Дж/см2 (3,0 кгс/м/см2) |
|
Ст3сп5-3 (295) |
||||
|
Ст3СП-5-1(245) |
ТУ 14-16-50-90 ТУ 14-.16-30-90 |
листовой |
до 25 вкл. |
Ударная вязкость при минус 20оС и после мехстарения листового не менее 29 Дж/см2 (3,0 кгс/м/см2) |
|
Ст3сп5-2(265) |
||||
|
Ст3сп5-3 (285) |
||||
|
Ст3Гпс5-1 (235) |
|
листовой |
до-30 вкл. |
Ударная вязкость при минус 20оС и после мехстарения листового не менее 29 Дж/см2 (3,0 кгс/м/см2) |
|
Ст3Гпс5-2 (255) |
||||
|
Ст3Гпс5-3 (275) |
||||
|
Ст3Гсл5-1 (255) |
|
|
до-30 вкл. |
Ударная вязкость при минус 20оС и после мехстарения листового не менее 29 Дж/см2 (3,0 кгс/м/см2) |
|
Ст3Гсп5-2 (275) |
||||
|
Ст3сп5-3 (295) |
||||
|
Ст3сп6 |
листовой |
от 10 до40 вкл. |
Ударная вязкость при минус 20оС и после мехстарения листового не менее 29 Дж/см2 (3,0 кгс/м/см2) |
|
|
Ст3Гпс6 |
||||
|
(295) |
||||
|
Ст3пс, Ст3сп, Ст3Гпс, все ДТУ-1 (295) |
ТУ 14-1-4213-77 |
листовой |
до 10 вкл. |
Ударная вязкость при минус 40оС не менее 39 Дж/см2 (4,0 кгс/м/см2) |
|
Ст3пс, Ст3сп, Ст3Гпс, все ДТУ-2 (325) |
|
|
|
Ударная вязкость при минус 40оС не менее 39 Дж/см2 (4,0 кгс/м/см2) |
|
Ст3пс, Ст3сп, Ст3Гпс, все ДТУ-3 (343) |
|
|
|
Ударная вязкость при минус 40оС не менее 39 Дж/см2 (4,0 кгс/м/см2) |
|
20 (235) |
ТУ 14-3611-77 |
Трубы бесшовные горячедеформированные |
от 3до 8 вкл |
|
|
ТУ 14-3-816-79 |
св.8 до 10 вкл. |
Ударная вязкость при минус 20оС и после механического старения листового не менее 29 Дж/см2 (3,0 кгс/м/см2) |
||
|
20 группа В (345) |
Трубы бесшовные горячедеформированные |
До 10 вкл. |
Трубы, изготовленные из слитка, имеющего дополнительную маркировку буквой "Л", применять не допускается |
|
|
09128 (265) |
ТУ 14-3-1128-82 |
Трубы бесшовные горячедеформированные |
от 4 до 12 |
|
|
от 12 до 22 вкл, |
Ударная вязкость при минус 60оС не менее 29 Дж/см2 (3,0 кгс/м/см2) |
|||
|
10Г2 (265) |
Трубы бесшовные горячедеформированные |
от 4 до 12 |
|
|
|
от 12 до 22 вкл, |
Ударная вязкость при минус 40оС и после мехстарения листового не менее 24,6 Дж/см2 (2,5 кгс/м/см2) |
|||
|
09Г2С категория Е32 (290) |
ГОСТ 5521-85 |
листовой |
от 32 до 60 вкл. |
Ударная вязкость при минус 40оС не менее 49 Дж/см2 (5,0 кгс/м/см2) |
|
09Г2-2 (305) |
листовой |
до 5 |
||
|
фасонный |
|
|||
|
сортовой |
До 12 вкл. |
|||
|
09Г2-12 |
листовой |
от 5 до 32 вкл. |
Ударная вязкость при минус 40оС и после мехстарения не менее 29 Дж/см2 (3,0 кгс/м/см2) |
|
|
фасонный |
от 5 до 20 вкл. |
|||
|
сортовой |
от 12 до 32 вкл. |
|||
|
09Г2-12-2 (315) |
ТУ 14-16-23-89 |
листовой |
От 5 до 32 вкл. |
Ударная вязкость при минус 40оС и после мехстарения не менее 29 Дж/см2 (3,0 кгс/м/см2) |
|
09Г2-12-3 (335) |
ТУ 14-16-30-90 |
|||
|
09Г2С (335) |
ТУ 14-3-611-77 |
Трубы бесшовные горячедеформированные |
от 4 до 12 вкл. |
|
|
от 12 до 16 вкл. |
Ударная вязкость при минус 40оС и после мехстарения не менее 29 Дж/см2 (3,0 кгс/м/см2) |
|||
|
09Г2С-2 (345) |
листовой |
до 5 |
|
|
|
фасонный |
|
|||
|
сортовой |
до 12 вкл. |
|||
|
09Г2С-12 (от 345 до 265) |
листовой |
от 5 до 60 вкл. |
Ударная вязкость при минус 40оС и после мехстарения не менее 29 Дж/см2 (3,0 кгс/м/см2) |
|
|
фасонный |
от 5 до 25 вкл. |
|||
|
сортовой |
от 13 до 60 вкл. |
|||
|
09Г2С-12-2 (от 335 до 325) |
ТУ 14-16-23-89 |
листовой |
до 50 вкл. |
Ударная вязкость при минус 40оС и после мехстарения не менее 29 Дж/см2 (3,0 кгс/м/см2) |
|
09Г2С-12-3 (от 345 до 335) |
ТУ 14-16-23-89 |
листовой |
до 50 вкл. |
Ударная вязкость при минус 40оС и после мехстарения не менее 29 Дж/см2 (3,0 кгс/м/см2) |
|
09Г2С-12-2 (от 345 до 305) |
ТУ 14-16-30-90 |
листовой |
до 50 вкл. |
Ударная вязкость при минус 40оС и после мехстарения не менее 29 Дж/см2 (3,0 кгс/м/см2) |
|
09Г2С-12-3 (от 365 до 325) |
ТУ 14-16-30-90 |
листовой |
до 50 вкл. |
Ударная вязкость при минус 40оС и после мехстарения не менее 29 Дж/см2 (3,0 кгс/м/см2) |
|
0325 |
СТ СЭВ 4422-83 |
листовой |
от 5 до 32 вкл. |
Ударная вязкость при минус 40оС и после мехстарения не менее 29 Дж/см2 (3,0 кгс/м/см2) |
|
16ГС-2 (325) |
листовой |
до 5 |
|
|
|
16ГС-12 (от 325 до 295) |
от 5 до 32 вкл. |
Ударная вязкость при минус 40оС и после мехстарения не менее для листов до 10 мм - 34 Дж/см2 (3,5 кгс/м/см2), для больших толщин не менее 29 Дж/см2 (3,0 кгс/м/см2) |
||
|
12Г2С-12-1 (345) |
ТУ 14-1-4323-88 |
листовой, широкополосный |
до 10 вкл. |
Ударная вязкость при минус 40оС не менее 39 Дж/см2 (4,0 кгс/м/см2) |
|
(от 325 до 285) |
св.10 до 50 вкл. |
Ударная вязкость при минус 40оС не менее 34 Дж/см2 (3,5 кгс/м/см2) |
||
|
12Г2С-12-2 (375) |
ТУ 14-1-4323-88 |
листовой, широкополосный |
до 10 вкл. |
Ударная вязкость при минус 40оС не менее 39 Дж/см2 (4,0 кгс/м/см2) |
|
(от 355 до 335) |
св.10 до 40 вкл. |
Ударная вязкость при минус 40оС не менее 34 Дж/см2 (3,5 кгс/м/см2) |
||
|
12Г2С-12-1 (345) |
ТУ 14-1-4323-88 |
фасонный |
до 10 вкл. |
Ударная вязкость при минус 40оС не менее 39 Дж/см2 (4,0 кгс/м/см2) |
|
(от 325 до 305) |
св.10 до 40 вкл. |
Ударная вязкость при минус 40оС не менее 24 Дж/см2 (3,5 кгс/м/см2) |
||
|
12Г2С-12-2 (375) |
ТУ 14-1-4323-88 |
фасонный |
до 10 вкл. |
Ударная вязкость при минус 40оС не менее 39 Дж/см2 (4,0 кгс/м/см2) |
|
(от 355 до 335) |
св.10 до 40 вкл. |
Ударная вязкость при минус 40оС не менее 34 Дж/см2 (3,5 кгс/м/см2) |
||
|
16ГС-12-3 (от 353 до 334) |
ТУ 14-16-23-89 |
листовой |
До 50 вкл. |
Ударная вязкость при минус 40оС и после мехстарения не менее 34 Дж/см2 (3,5 кгс/м/см2) |
|
Ст3пс, Ст3сп, Ст3Гпс (от 325 до 295) |
ТУ 14-15-261-91 |
Листовой термомеханический упрочненный |
От 10 до 30 вкл. |
Ударная вязкость при минус 40оС и после мехстарения не менее 39 Дж/см2 (4,0 кгс/м/см2) |
|
09Г2С (345) |
ТУ 14-3-1818-91 |
Трубы стальные горячедеформированные прямоугольные |
8 |
Ударная вязкость при минус 70оС не менее 29,4 Дж/см2 (3,0 кгс/м/см2) |
|
15ХСНД-12 (от 345 до 325) |
листовой |
до 5 |
Ударная вязкость при минус 60оС и после мехстарения не менее: для листов до 10 мм - 39 Дж/см2 (4,0 кгс/м/см2), свыше не менее 29 Дж/см2 (3,0 кгс/м/см2) |
|
|
фасонный |
|
|||
|
15ХСНД-12 (от 345 до 325) |
листовой |
От 5 до 32 вкл. |
||
|
фасонный |
|
|||
|
15ХСНД-12-2 (353) |
ТУ 14-16-23-89 |
листовой |
Св.32 до 50 вкл. |
Ударная вязкость при минус 40оС и после мехстарения не менее 29 Дж/см2 (3,0 кгс/м/см2) |
|
15ХСНД-12-3 (363) |
ТУ 14-16-23-89 |
листовой |
св.32 до 50 вкл. |
Ударная вязкость при минус 40оС и после мехстарения не менее 29 Дж/см2 (3,0 кгс/м/см2) |
|
09Г2С категория Е32 (315) |
ГОСТ 5521-86 |
листовой |
от 32 до 60 вкл. |
Ударная вязкость при минус 40оС не менее 49 Дж/см2 (5,0 кгс/м/см2) |
|
09Г2 категория Е32 (305) |
ГОСТ 5521-86 |
листовой |
до 32 вкл. |
Ударная вязкость при минус 40оС не менее 34 Дж/см2 (3,5 кгс/м/см2) для толщины до 10 мм, при большей толщине не менее 29 Дж/см2 (3,0 кгс/м/см2) |
|
фасонный |
от 5 до 16 вкл. |
|||
|
18ЮТ (Ч-33) (325) |
ТУ 14-105-509-87 |
Листовой, замкнутые сварные профили |
от 2,5 до 8,0 |
Ударная вязкость при минус 40оС не менее 30 Дж/см2 (3,0 кгс/м/см2) |
|
19ФТ (Ч-33) (365) |
ТУ 14-105-509-87 |
Листовой, замкнутые сварные профили |
от 2,5 до 8,0 вкл. |
Ударная вязкость при минус 40оС не менее 30 Дж/см2 (3,0 кгс/м/см2) |
|
10Г2Б-12 (375) |
листовой |
До 10 вкл. |
Ударная вязкость при минус 40оС не менее 39 Дж/см2 (4,0 кгс/м/см2) |
|
|
фасонный |
|
|||
|
115ГФ-12 (375) |
листовой |
от 5 до 10 вкл. |
Ударная вязкость при минус 40оС и после мехстарения не менее 29 Дж/см2 (3,0 кгс/м/см2) |
|
|
(355) |
фасонный |
|
||
|
(345) |
листовой |
св.20 до 32 вкл. |
Ударная вязкость при минус 40оС и после мехстарения не менее 29 Дж/см2 (3,0 кгс/м/см2) |
|
|
(325) |
фасонный |
|
||
|
Ст3пс, Ст3сп, Ст3Гпс (390) |
ТУ 14-15-146-85 |
фасонный термомеханический упрочненный |
от 10 до 12 вкл. |
Ударная вязкость при минус 70оС и после мехстарения не менее 29 Дж/см2 (3,0 кгс/м/см2) |
|
10ХСНД-2 (390) |
листовой |
до 5 |
|
|
|
|
|
фасонный |
||
|
10ХСНД-12 (390) |
|
листовой |
от 5 до 40 вкл. |
Ударная вязкость при минус 40оС и после мехстарения не менее: листового проката толщиной до 40 мм - 39 Дж/см2 (4,0 кгс/м/см2), фасонного проката толщиной до 20 вкл. - 34 Дж/см2 (3,5 кгс/м/см2) |
|
|
|
фасонный |
от 5 до 20 вкл. |
|
|
10ХСНД-12-2 (412) |
ТУ 14-16-23-89 |
листовой |
от 32 до 40 вкл. |
Ударная вязкость при минус 40оС и после мехстарения не менее 29 Дж/см2 (3,0 кгс/м/см2) |
|
10ХСНД-12-2 (410) 10ХСНД-12-3 (430) |
ТУ 14-16-30-90 |
|
|
Ударная вязкость при минус 40оС и после мехстарения не менее 29 Дж/см2 (3,0 кгс/м/см2) |
|
10ХСНД-3 (390) |
ГОСТ 6713-75 |
листовой |
от 8 до 40 вкл. |
Ударная вязкость при минус 40оС и после мехстарения не менее 29 Дж/см2 (3,0 кгс/м/см2) |
|
фасонный |
от 8 до 25 вкл. |
|||
|
10ХСНД категория Е40 (390) |
ГОСТ 5521-86 |
листовой |
от 5 до 15 вкл. |
Ударная вязкость при минус 40оС не менее 49 Дж/см2 (5,0 кгс/м/см2) |
|
от 16 до 32 вкл. |
не менее 39 Дж/см2 (4,0 кгс/м/см2) |
|||
|
фасонный |
от 4 до 10 вкл. |
Ударная вязкость при минус 40оС не менее 49 Дж/см2 (5,0 кгс/м/см2) |
||
|
12Г2Б-12 (390) |
листовой |
до 10 вкл. |
Ударная вязкость при минус 40оС не менее 44 Дж/см2 (4,5 кгс/м/см2) |
|
|
14Г2АФ-12 (390) |
листовой |
от 10 до 50 вкл. |
Ударная вязкость при минус 40оС не менее 39 Дж/см2 (4,0 кгс/м/см2) |
|
|
14Г2АФ (390) |
Трубы бесшовные горячедеформированные |
до 22 вкл. |
Ударная вязкость при минус 40оС не менее 29 Дж/см2 (3,0 кгс/м/см2) |
|
|
16ГФВ (392) |
ТУ 14-3-1604-89 |
Трубы бесшовные горячедеформированные |
до 32 вкл. |
Ударная вязкость при минус 40оС не менее 29,4 Дж/см2 (3,0 кгс/м/см2) |
|
15ГАФДрс-15 (390) |
листовой |
от 10 до 32 вкл. |
Ударная вязкость при минус 40оС и после мехстарения не менее 39 Дж/см2 (4,0 кгс/м/см2) |
|
|
15Г2СФ-12 9390) |
листовой |
от 5 до 32 вкл. |
Ударная вязкость при минус 40оС не менее 39 Дж/см2 (4,0 кгс/м/см2) |
|
|
фасонный |
от 5 до 20 вкл. |
Ударная вязкость при минус 40оС и после мехстарения не менее 34 Дж/см2 (3,5 кгс/м/см2) |
||
|
16Г2АФ-12 (420) |
листовой |
от 10 до 50 вкл. |
Ударная вязкость при минус 40оС и после мехстарения не менее 34 Дж/см2 (3,5 кгс/м/см2) |
|
|
Ч-44 (от 430 до 390) |
ТУ 14-105-487-89 |
листовой |
от 4 до 12 вкл. |
Ударная вязкость при минус 40оС не менее 49 Дж/см2 (5,0 кгс/м/см2) |
|
КLIII |
СТ СЭВ 103-74 |
листовой |
до 40 вкл. |
Ударная вязкость при минус 40оС и после мехстарения не менее 29 Дж/см2 (3,0 кгс/м/см2) |
|
09Г2ФБ-12, 10Г2ФБ-12 (450) |
ТУ 14-1-4023-86 |
листовой |
от 4 до 9 вкл. |
Ударная вязкость при минус 60оС не менее 59 Дж/см2 (6,0 кгс/м/см2) |
|
(431) |
от 10 до 20 вкл. |
Ударная вязкость при минус 60оС не менее 39,2 Дж/см2 (4,0 кгс/м/см2) |
||
|
14Г2АФ-12 (390) |
ТУ 14-105-465-89 |
Листовой термообработанный |
от 25 до 50 вкл. |
Для изготовления фланцев: гарантируется свойства в Z-плоскости листа (в вертикальной плоскости листа) |
|
22ГЮ-12 (от 470 до 352) |
ТУ 14-1-4598-89 |
Листовой рулонный |
до 11 вкл. |
Ударная вязкость при минус 40оС и после старения не менее 29 Дж/см2 (3,0 кгс/м/см2) |
|
09Г2, 09Г2С (от 490 до 440) |
ТУ 14-15-146-85 |
Фасонный термомеханически упрочненный с прокатного нагрева |
до 12 вкл. |
Ударная вязкость при минус 70оС не менее 34,6 Дж/см2 (3,5 кгс/м/см2) |
|
АВI |
ТУ 14-156-8-89 |
Трубы бесшовные горячедеформированные термоупрочненные |
от 18 до 36 |
Ударная вязкость при минус 40оС не менее 47 KCV Дж/см2 (4,8 кгс/м/см2) |
|
ABI-III (490) |
ТУ 14-156-3-89 |
Трубы бесшовные горячедеформированные термоупрочненные |
от 18 до 36 вкл. |
Ударная вязкость при минус 50оС не менее 73 KCV Дж/см2 (8,0 кгс/м/см2) |
|
13ЧГМРВ-12 (590) |
ТУ 14-1-1156-79 |
листовой |
от 16 до 50 вкл. |
Ударная вязкость при минус 40оС не менее 39 Дж/см2 (4,0 кгс/м/см2) |
|
14ХГНМД-12 (686) |
ТУ 14-1-2659-79 |
листовой |
от 3 до 30 вкл. |
Ударная вязкость при минус 40оС не менее 39 Дж/см2 (4,0 кгс/м/см2) |
|
12Х2Г2ХХТ-12 (686) после охлаждения с прокатного нагрева и отпуска при 650оС |
ТУ 14-1-4891-90 |
листовой |
от 3 до 35 вкл. |
Ударная вязкость при минус 40оС не менее 39 Дж/см2 (4,0 кгс/м/см2) (острый нагрев) |
|
(980) после охлаждения на воздухе с прокатного нагрева |
Ударная вязкость при минус 40оС не менее 39 Дж/см2 (4,0 кгс/м/см2) (острый нагрев) |
|||
|
14ХГП12МДАФБ-12 (690) |
ТУ 14-1-2659-79 |
листовой |
от 4 до 50 вкл. |
Ударная вязкость при минус 40оС не менее 39 Дж/см2 (4,0 кгс/м/см2) |
|
07Х3ГНМЮА (770) |
ТУ 14-3-1820-91 |
Трубы бесшовные холоднодеформированные |
до 5 вкл. |
|
|
07Х3ГНМЮА-12 (734) |
ТУ 14-1-3370-82 |
листовой |
до 20 вкл. |
Ударная вязкость при минус 40оС и после старения не менее 29 Дж/см2 (3,0 кгс/м/см2) |
|
15ХГН2МФАч-12 (960) закалка с отпуском |
ТУ 14-1-4880-90 |
листовой |
от 10 до 50 вкл. |
Ударная вязкость при минус 40оС и после старения не менее 50 Дж/см2 (6,0 кгс/м/см2) и после мехстарения не менее 31 Дж/см2 (3,0 кгс/м/см2) |
|
(1040) термомехнич.упрочнение |
||||
|
(570) нормализация с отпуском |
||||
|
15Г2ХХОТРиЛ-12 (500) |
ТУ 14-14546-90 |
листовой |
от 10 до 30 вкл. |
Ударная вязкость при минус 40оС не менее 49 Дж/см2 (5,0 кгс/м/см2) |
|
09Г2СЮч (от 325 до 315) |
ТУ 14-1-5065-91 |
листовой |
от 6 до 60 вкл. |
Ударная вязкость при минус 40оС не менее 39 Дж/см2 (4,0 кгс/м/см2) |
|
09Г2СЮЧ-У (от 450 до 360) |
ТУ 14-1-5065-91 |
листовой |
от 6 до 60 вкл. |
Ударная вязкость при минус 40оС не менее 39 Дж/см2 (4,0 кгс/м/см2) |
Примечание: Ударная вязкость после мехстарения проверяется на прокате толщиной не менее 7 мм.
Таблица 2
Стали для изготовления и ремонта сварных несущих металлоконструкций башенных кранов, кранов стреловых самоходных, приставного грузоподъемного оборудования, подъемников (вышек) северного исполнения
|
Марки стали, категория (уровень прочности) |
Технические требования к прокату идя трубам (ГОСТ, ТУ, СТ СЭВ, РС СЭВ) |
Вид проката |
Сортамент, толщина проката для трубы, мм |
Дополнительные требования |
|
1 |
2 |
3 |
4 |
5 |
|
09Г2-2 (305) |
Фасонный |
до 5 |
|
|
|
сортовой |
от 13 до 20 вкл. |
|||
|
09Г2-15 (305) |
фасонный |
от 5 до 11 вкл. |
Ударная вязкость при минус 70оС и после мехстарения не менее 29 Дж/см2 (3,0 кгс.м/см2) |
|
|
Сортовой |
от 13 до 20 вкл. |
|||
|
0 325 |
СТ СЭВ 4422-83 |
фасонный |
до 20 вкл. |
Ударная вязкость при минус 70оС и после мехстарения не менее 29 Дж/см2 (3,0 кгс.м/см2) |
|
Сортовой |
|
|||
|
09-72С-2 (345) |
Листовой |
до 5 |
|
|
|
Фасонный |
||||
|
сортовой |
до 12 вкл, |
|||
|
09Г2С-15 (от 345 до 325) |
листовой |
от 5 до 20 вкл. |
Ударная вязкость при минус 70оС и после мехстарения не менее 29 Дж/см2 (3,0 кгс.м/см2) |
|
|
Фасонный |
от 5 до 11 вкл. |
|||
|
09Г2С:-15-2 (335) |
ТУ 14-16-23-89 |
листовой |
до 20 вкл. |
Ударная вязкость при минус 70оС и после мехстарения не менее 29 Дж/см2 (3,0 кгс.м/см2) |
|
(325) |
|
св.20 до 50 вкл. |
||
|
09Г2С-15-3 (345) |
ТУ 14-16-23-89 |
листовой |
до 20 вкл. |
Ударная вязкость при минус 70оС и после мехстарения не менее 29 Дж/см2 (3,0 кгс.м/см2) |
|
(335) |
св.20 до 50 вкл. |
|||
|
09Г2С-15 (ДТУ-4) (390) |
ТУ 14-1-4218-87 |
листовой |
от 2 до 10 вкл. |
Ударная вязкость при минус 70оС и после мехстарения не менее 29 Дж/см2 (3,0 кгс.м/см2) |
|
09Г2С (265) |
ТУ 14-3-1128-82 |
Трубы бесшовные горячедеформированные |
от 4 до 7 вкл. |
|
|
от 8 до 16 вкл. |
Ударная вязкость при минус 70оС не менее 29 Дж/см2 (3,0 кгс.м/см2) |
|||
|
KLIII |
СТ СЭВ 103-74 |
листовой |
до 40 вкл. |
Ударная вязкость при минус 70оС и после мехстарения не менее 29 Дж/см2 (3,0 кгс.м/см2) |
|
12Г2С-15-1 (345) |
ТУ 14-14323-88 |
листовой, широкополосный |
во 10 вкл. |
Ударная вязкость при минус 70оС не менее 34 Дж/см2 (3,5 кгс.м/см2) |
|
(325) |
св.10 до 20 вкл. |
29 Дж/см2 (3,0 кгс.м/см2) |
||
|
(305) |
св.20 до 4о вкл. |
|
||
|
(280) |
св.40 до 60 вкл. |
|
||
|
12Г2С-15-1 (345) |
ТУ 14-14323-88 |
фасонный |
до 10 вкл. |
Ударная вязкость при минус 70оС и после мехстарения не менее 34 Дж/см2 (3,5 кгс.м/см2) |
|
(325) |
Св.10 до 20 вкл. |
29 Дж/см2 (3,0 кгс.м/см2) |
||
|
Ст3пс, Ст3сп, Ст3Гпс, (от 325 до 291) |
ТУ 14-15-261-91 |
листовой термомеханически упрочненный с прокатного нагрева |
от 10 до 30 вкл. |
Ударная вязкость при минус 70оС не менее 29 Дж/см2 (3,0 кгс.м/см2) |
|
15ХСНД-2 (345) |
Листовой |
до 5 |
|
|
|
Фасонный |
||||
|
15ХСНД-15 (345) |
Листовой |
до 32 вкл. |
Ударная вязкость при минус 70оС и после мехстарения не менее 29 Дж/см2 (3,0 кгс.м/см2) |
|
|
Фасонный |
до 10 вкл. |
|||
|
09Г2С (345) |
ТУ 14-3-1818-91 |
Трубы горячедеформированные прямоугольные |
до 3 вкл. |
Ударная вязкость при минус 70оС не менее 29 Дж/см2 (3,0 кгс.м/см2) |
|
15ГФ-15 (355) |
Листовой |
от 5 до 20 вкл. |
Ударная вязкость при минус 70оС и после мехстарения не менее 29 Дж/см2 (3,0 кгс.м/см2) |
|
|
(345) |
|
Фасонный |
до 10 вкл. |
|
|
(325) |
|
|
до 20 вкл. |
|
|
15ХСНД-15-2 (363) |
ТУ 14-16-23-89 |
листовой |
св.32 до50 вкл. |
Ударная вязкость при минус 70оС и после мехстарения не менее 29 Дж/см2 (3,0 кгс.м/см2) |
|
12Г2С-15-2 (375) |
ТУ 14-1-4323-88 |
фасонный |
до 10 вкл. |
Ударная вязкость при минус 70оС и после мехстарения не менее 29 Дж/см2 (3,0 кгс.м/см2) |
|
(355) |
До 20 вкл. |
|||
|
12Г2С-15-2 (376) |
ТУ 14-1-4323-88 |
Листовой, широкополосный |
до 10 вкл. |
Ударная вязкость при минус 70оС и после мехстарения не менее 34 Дж/см2 (3,5 кгс.м/см2) |
|
(365) |
до 20 вкл. |
29 Дж/см2 (3,0 кгс.м/см2) |
||
|
(335) |
до 40 вкл. |
|
||
|
Ст3пс, Ст3сп, Ст3Гпс |
ТУ 14-1-4218-89 |
Листовой рулонный |
от 2 до 10 вкл. |
Ударная вязкость при минус 70оС не менее 29 Дж/см2 (3,0 кгс.м/см2) |
|
ДТУ-1 (295) |
||||
|
ДТУ-2 (325) |
||||
|
ДТУ-3 (343) |
||||
|
18ЮТ (Ч-33) (325) |
ТУ 14-105-509-87 |
Листовой, замкнутые сварные профили |
от 2,5 до 8,0 вкл. |
Ударная вязкость при минус 60оС не менее 29 Дж/см2 (3,0 кгс.м/см2) |
|
19Ю4Т (Ч-37) (365) |
ТУ 14-105-509-87 |
Листовой, гнутосварные замкнутые профили |
от 2,5 до 8,0 вкл. |
Ударная вязкость при минус 60оС не менее 29 Дж/см2 (3,0 кгс.м/см2) |
|
10Г2Б-15 (376) |
листовой |
до 10 вкл. |
Ударная вязкость при минус 70оС и после мехстарения не менее 34 Дж/см2 (3,5 кгс.м/см2) |
|
|
12Г2Б-15 (390) |
листовой |
до 10 вкл. |
Ударная вязкость при минус 70оС не менее 34 Дж/см2 (3,5 кгс.м/см2) и после мехстарения не менее 29 Дж/см2 (3,0 кгс.м/см2) |
|
|
10ХСНД-2 (390) |
листовой |
до 5 |
|
|
|
фасонный |
|
|||
|
10ХСНД-15 (390) |
листовой |
от 5 до вкл. |
Ударная вязкость при минус 70оС и после мехстарения не менее 29 Дж/см2 (3,0 кгс.м/см2) |
|
|
фасонный |
от 5 до 15 вкл. |
|||
|
10ХСНД-3 (390) |
ГОСТ 6713-75 |
листовой |
до 40 вкл. |
Ударная вязкость при минус 20оС и после мехстарения не менее 29 Дж/см2 (3,0 кгс.м/см2) |
|
фасонный |
от 8 до 15 вкл. |
|||
|
10ХСНД-15-2 (412) |
ТУ 14-16-23-89 |
листовой |
от 32 до 40 вкл. |
Ударная вязкость при минус 70оС и после мехстарения не менее 29 Дж/см2 (3,0 кгс.м/см2) |
|
15Г2АФДпс-15 (390) |
листовой |
от 10 до 32 вкл. |
Ударная вязкость при минус 70оС и после мехстарения не менее 29 Дж/см2 (3,0 кгс.м/см2) |
|
|
Ст3пс, Ст3сп, Ст3Гпс (390) |
ТУ 14-15-146-85 |
фасонный термомеханически упрочненный |
до 12 вкл. |
Ударная вязкость при минус 70оС не менее 29 Дж/см2 (3,0 кгс.м/см2) |
|
09Г2, 09Г2С (390) |
ТУ 14-15-261-01 |
листовой термомеханически упрочненный |
о 10 до 30 вкл. |
Ударная вязкость при минус 70оС не менее 29 Дж/см2 (3,0 кгс.м/см2) |
|
14Г2АФ-15 (390) |
ТУ 14-105-465-89 |
листовой |
от 25 до 50 вкл. |
Ударная вязкость при минус 70оС не менее 29 Дж/см2 (3,0 кгс.м/см2). Гарантия свойств в -плоскости (в вертикальной плоскости) |
|
14Г2АФ-15 (390) |
листовой |
от 10 до 50 вкл. |
Ударная вязкость при минус 70оС и после мехстарения не менее 29 Дж/см2 (3,0 кгс.м/см2) |
|
|
14Г2АФ |
Трубы бесшовные горячедеформированные |
от 6 до 16 вкл. |
Ударная вязкость при минус 70оС и после мехстарения не менее 29 Дж/см2 (3,0 кгс.м/см2) |
|
|
Ч-44 (от 430 до 390) |
ТУ 14-105-487-89 |
листовой |
от 4 до 12 вкл. |
Ударная вязкость при минус 70оС не менее 34 Дж/см2 (3,5 кгс.м/см2) |
|
15Г200-15 (390) |
листовой |
до 32 вкл. |
Ударная вязкость при минус 70оС и после мехстарения не менее 29 Дж/см2 (3,0 кгс.м/см2) |
|
|
фасонный |
от 5 до 20 вкл. |
|||
|
09Г2ФБ-15 |
ТУ 14-14083-86 |
листовой |
от 4 до 9вкл. |
Ударная вязкость при минус 60оС не менее 69 Дж/см2 (6,0 кгс.м/см2) |
|
10Г2ФВ-15 (450) |
|
|||
|
(431) |
от 10 до 32 вкл. |
|||
|
16Г2АФ-15 (440) |
листовой |
от 10 до 32 вкл. |
Ударная вязкость при минус 60оС и после мехстарения не менее 39 Дж/см2 (4,0 кгс.м/см2) |
|
|
09Г2, 09Г2С (от 490 до 440) |
ТУ 14-15-146-85 |
фасонный термомеханически упрочненный |
до 12 вкл. |
Ударная вязкость при минус 70оС не менее 29 Дж/см2 (3,0 кгс.м/см2) |
|
15ХГН2МАФч-15 (960) закалка с отпуском |
ТУ 14-1-4890-90 |
листовой |
от 10 до 40 вкл. |
Ударная вязкость при минус 70оС не менее 40 Дж/см2 (4,1 кгс.м/см2) и после мехстарения не менее 29 Дж/см2 (3,0 кгс.м/см2) |
|
(1040) термомеханически упрочн. |
||||
|
(570) нормализованная с отпуском |
||||
|
12ГН2МФАЮ-15 (590) |
ТУ 14-1-1772-76 |
листовой |
от 16 до 40 вкл. |
Ударная вязкость при минус 70оС не менее 29 Дж/см2 (3,0 кгс.м/см2) |
|
13ХГРМБ-15 (590) |
ТУ 14-1156-79 |
листовой |
от 15 до 50 вкл. |
Ударная вязкость при минус 70оС не менее 29 Дж/см2 (3,0 кгс.м/см2) |
|
12Х2Г2хФТ-15 (685) после охлаждения на воздухе и отпуск при 650оС; (980) после охлаждения на воздухе с прокатного стана |
ТУ 14-1-4891-90 |
Листовой |
от 3 до 35 вкл. |
Ударная вязкость при минус 70оС не менее 29 Дж/см2 (3,0 кгс.м/см2) (круглый подрез) |
|
12ГН3МФАЮДР-ОШ-15 (690) |
ТУ 14-1-4145-86 |
Листовой |
от 10 до 50 вкл. |
Ударная вязкость при минус 60оС не менее 50 Дж/см2 (5,0 кгс.м/см2) |
|
15Г2МФхТРчА-15 (590) |
ТУ 14-1-4846-90 |
Листовой |
от 10 до60 вкл. |
Ударная вязкость при минус 70оС и после мехстарения не менее 29 Дж/см2 (3,0 кгс.м/см2) |
|
09Г2СЮч (325) нормализация с отпуском |
ТУ 14-15065-91 |
Листовой |
от 6 до 32 вкл. |
Ударная вязкость при минус 70оС и после мехстарения не менее 30 Дж/см2 (3,1 кгс.м/см2) |
|
09Г2СЮч-У (от 450 до 360) закалка с высоким отпуском |
ТУ 14-15065-91 |
листовой |
от 6 до60 вкл. |
Ударная вязкость при минус 70оС и после мехстарения не менее 30 Дж/см2 (3,1 кгс.м/см2) |
Примечания: 1. Величина ударной вязкости после механического старения определяется на металлопрокате толщиной 7 мм и выше.
2. Ударная вязкость при минусовой температуре (минус 20, 40, 60 и 70°С) определяется на прокате толщиной 5,0 мм и выше.
3.. Величина ударной вязкости металла труб проверяется на трубах с толщиной стенки 8,0 мм и болee.
Таблица 3
Стали для изготовления и ремонта вспомогательных элементов изделий (лестницы, перила, переходные площадки, кожухи, обшивки кабин и другие вспомогательные конструкции)
|
Марки стали, категория (класс прочности) |
ГОСТ, ОСТ, ТУ, СТ СЭВ |
Вид проката |
Толщина проката, мм |
Дополнительные требования |
|
1 |
2 |
3 |
4 |
5 |
|
3.1. Температура эксплуатации от плюс 40оС до минус 40оС (обычное исполнение VI) и от плюс 55оС до минус 10оС (тропическое исполнение ТI) |
||||
|
Ст3кп (225) |
Листовой |
до 5 |
|
|
|
Фасонный |
|
|||
|
Гнутый профиль |
|
|||
|
сортовой |
До 10 вкл. |
|||
|
В3кп (235) |
РС 1-70 |
Листовой |
|
|
|
Фасонный |
до 5 |
|||
|
Гнутый профиль |
|
|||
|
сортовой |
До 10 вкл. |
|||
|
Ст3пс, Ст3пс2 (235) |
Листовой |
|
|
|
|
|
Фасонный |
До 10 вкл. |
||
|
|
|
Гнутый профиль |
До 8 вкл. |
|
|
|
|
сортовой |
до 25 вкл. |
|
|
В3пс (235) |
PC I-70 |
Листовой |
До 10 вкл. |
|
|
Фасонный |
||||
|
сортовой |
||||
|
Ст3сп4, Ст3сп5 (235) |
Листовой |
до 25 Ш11. |
Ударная вязкость при минус 20оС и после мехстарения не менее 29 Дж/см2 (3,0 кгс.м/см2) |
|
|
Фасонный |
||||
|
|
сортовой |
|||
|
Ст3Гпс4, Ст3Гпс5 (235) |
Листовой |
До 30 вкл. |
Ударная вязкость при минус 20оС и после мехстарения не менее 29 Дж/см2 (3,0 кгс.м/см2) |
|
|
Фасонный |
||||
|
|
сортовой |
|||
|
Ст3сп4, Ст3сп5 (245) |
Гнутый профиль (в т.ч. из рулонного проката) |
До 8 вкл. |
Ударная вязкость при минус 20оС и после мехстарения не менее 29 Дж/см2 (3,0 кгс.м/см2) |
|
|
СтГпс4, Ст3Гпс5 (245) |
Гнутый профиль (в т.ч. из рулонного проката) |
До 8 вкл. |
Ударная вязкость при минус 20оС и после мехстарения не менее 29 Дж/см2 (3,0 кгс.м/см2) |
|
|
В3сп4 (225) |
РС 1-70 |
Листовой |
От 11 до 25 вкл. |
Ударная вязкость при минус 20оС и после мехстарения не менее 29 Дж/см2 (3,0 кгс.м/см2) |
|
Фасонный |
||||
|
сортовой |
||||
|
Ст3сп ДТУ-1 |
ТУ 14-14218-87 |
листовой |
До 10 вкл. |
|
|
Ст3пс ДТУ-1 |
||||
|
Ст3ГпсТТУ-1 (295) |
||||
|
Ст9сп ДТУ-2 |
||||
|
Ст3пс ДТУ-2 |
||||
|
Ст3Гпс ДТУ-2 |
||||
|
Ст3сп ДТУ-3 |
||||
|
Ст3пс ДТУ-3 |
||||
|
Ст3Гпс ДТУ (343) |
||||
|
08пс, 08, 10, 10пс, 15пс, 15, 20, 20пс, (от 350 до 260) |
ГОСТ 16523-89 |
листовой |
До 3,9 вкл. |
Группа прочности от К260 до К350 4-ой и 5-ой категории |
|
Ст3 (всех степеней раскисления, кроме кипящей (360) |
ГОСТ 16523-89 |
листовой |
До 3,9 вкл. |
Группа прочности от ОК360В 4-ой и 5-ой категории |
|
3.2. Температура эксплуатации до минус 60оС (Северное исполнение ХI) |
||||
|
Ст3пс5 (235) |
Листовой |
До 10 вкл. |
Ударная вязкость при минус 20оС и после мехстарения не менее 29 Дж/см2 (3,0 кгс.м/см2) |
|
|
|
Фасонный |
|
||
|
|
|
Гнутый профиль |
До 8 вкл. |
|
|
|
|
сортовой |
До 16 вкл. |
|
|
В3пс4 (235) |
РС 1-70 |
Листовой |
До 10 вкл. |
Ударная вязкость при минус 20оС и после мехстарения не менее 29 Дж/см2 (3,0 кгс.м/см2) |
|
Фасонный |
|
|||
|
Гнутый профиль |
До 8 вкл. |
|||
|
сортовой |
До 16 вкл. |
|||
|
Ст3сп5 (235) |
Листовой |
До 10 вкл. |
Ударная вязкость при минус 20оС и после мехстарения не менее 29 Дж/см2 (3,0 кгс.м/см2) |
|
|
Ст3Гпс5 (245) |
Фасонный |
|||
|
|
|
сортовой |
До 16 вкл. |
|
|
Ст3сп ДТУ-1 |
ТУ 14-14218-87 |
листовой |
До 10вкл. |
Ударная вязкость при минус 70оС и после мехстарения не менее 29 Дж/см2 (3,0 кгс.м/см2) |
|
Ст3пс ДТУ-1 |
||||
|
Ст3Гпс ДТУ-1 (295) |
||||
|
Ст9сп ДТУ-2 |
||||
|
Ст3пс ДТУ-2 |
||||
|
Ст3Гпс ДТУ-2 |
||||
|
Ст3сп ДТУ-3 |
||||
|
Ст3пс ДТУ-3 |
||||
|
Ст3Гпс ДТУ (343) |
||||
|
08пс, 08, 10, 10пс, 15пс, 15, 20, 20пс, (от 360 до 260) |
ГОСТ 16523-87 |
листовой |
До 3,9 вкл. |
Группа прочности от К260 до К3508 4-ой и 5-ой категории |
|
Ст3 (всех степеней раскисления, кроме кипящей) |
ГОСТ 16523-89 |
листовой |
До 3,9 вкл. |
Группа прочности от ОК360В 4-ой и 5-ой категории |
Таблица 4
ПРИСАДОЧНЫЕ МАТЕРИАЛЫ ДЛЯ СВАРКИ
|
Область применения |
Марки электродов, ГОСТ |
Марки флюсов ГОСТ, ТУ |
Сварочная проволока, ГОСТ, ТУ |
Примечание (рекомендуемые марки сталей для сварки) |
|
|
Для сварки под флюсом |
Для сварки в среде СО2+О2 или Ar+CO2 |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
|
4.1. Температура эксплуатации от плюс 40 до минус 40оС (обычное исполнение У) и от плюс 55 до минус10оС (тропическое исполнение Т) |
|||||
|
Для сварки несущих конструкций из углеродистых горячекатанных сталей |
УОПИ-13/45, СМ-11, МР-3, ОЭС-2, АПО-3, ОЗС-6, ОЗС-4, УП-2/45, УП-1/45, АНО-4, РБУ-5, ЗРС-2, О3C-21, (все по ГОСТ 9467-75) АНО-21, ТУ 14-4-1449-87) AНО-24, ТУ 14-4-1449-87, АНО-29М, TУ I4-4-I35I-85, АНО-32, ТУ 14-4-1609-90, АНО-13, ТУ 14-4-1684-91, AНО-18, ТУ 14-4-1684-9I |
АН-38А, АН-348АМ, ОСН-45, АН-60, АН-43, AН-47, (все по ГОСТ 9087-81), AН-67A, ТУ 14-19-58-89 |
Cв-08, Cв-08A, Cв-08ГА, ГОСТ 2246-70 |
Св-02ГС, ГОСТ 2246-70, Св-09Г2СЦ, ТУ 14-1-3735-82, НП-АН-8 ТУ 14-4-1059- 80, НП-АН-9 ТУ 14-4-1116-81, НП-АН-10 ТУ 14-4-1123-81, НП-АН-26 ТУ ИЭС 805-91 |
Стали марокСт3пс5, Ст3сп5, Ст3Гпс5, 10, 20, 16 |
|
Для сварки несущих конструкций из низколегированных сталей в горячекатаном виде и термообработанном состоянии |
ВСН-3, ДСК-50, Cм-11, УН-1/55, УОНИ-13/55, УН-2/55, K-5A, ИТС-46, УОНИ-13/65, (Все по ГОСТ 9467-75) |
АН-348А, АН-348АМ, ОДС-45, АНК-47*, АН-43, АН-47, АН-65 (все по ГОСТ 9087-81) АН-67А, ТУ 14-19-58-89 |
Св-08ГА, Св-10Г2, Св-10ГА, Св-10НМА, Св-08Хм, Св-08ХНМ (все по ГОСТ 2246-70, Св-031М ТУ 14-12662-78, Св-09РНМхх, ТУ 14-1-2563-78 |
Св-08Г2С, ГОСТ 2246-70, Св09Г2СЦ, ТУ 14-1-3735-84, Св-14Г2Сч, ТУ 14-13487-82, ПН-АН-8, ТУ 14-4-1059-80, ПН-АН-9, ТУ 14-4-1110-81, ПН-АН-10, ТУ 14-4-1123-81, ПН-АН-26, ТУ ИЗС 805-91, ПН-АН-29, ТУ 88 УССР-85.373-39, ПН-АН-38, ТУ 14-12863-78 |
09Г2, 29Г2С, 16ГС, Ст3СК, 15ХСЦД, 10ХСН, 12Г2С, 18ЕТ, 19ЮУТ, 10Г2, 161Чв, 15Г2А, Дпс, 14Г2АФ, 16Г20Ф, Ч-4, 22ТЮ, 29Г2, 10Г2ФВ, АБ-АВ-01 |
|
Для сварки несущих конструкций из высокопрочных сталей в термообработанном состоянии |
АНП-2, АНп-6Н, АНП-8, АНП-9 (все по ГОСТ 9467-75) |
АН-17М, АН-43 (все по ГОСТ 9087-81) |
Св/08ХНГМО, ГОСТ 2246-70, Св08ХН22Г20МЮ, ГОСТ 2246-70, Св10ХНВДГХХХТЮ, ТУ 14-1-1682-80, Св-07ХН3ПНМТЮ, ТУ 14-1-4682-89 |
Св08ХН2ГМО, ГОСТ 2246-70, Св08ХН22Г2СМО, ГОСТ 2246-70, Св10ХГ2СНА, ГОСТ 2246-70, ГОСТ 2246-70, Св-10ХН3ГСМФТ10, ТУ 14-1-4682-89, Св-07ХН3ГМНФЮ, ТУ 14-1-4682-89, НП-АП-57, ТУ ИЭС390-83 |
14Г1ГАД, 13ХГНР, 12Х2Г2ПНТ, 14ХМ12ПДАФВ, 07Х3ГПМОА, 15ХГ92ХХХХЧ, 16Г2АФ, 16Г2АФДпс, 12ГН2МФАЮ, 12ГН3НГАЮДР |
|
Для сварки вспомогательных конструкций из углеродистых сталей |
АНО-1, ВСД-2, АНО-3, АНО-4, АНО-5, (все по ГОСТ 9467-75) |
АН-348А, ОСВ-45, (все по ГОСТ 9087-81) |
Св08, Св-08А, ОСВ-45 (все по ГОСТ 2246-70) |
Св-08Г2С, ГОСТ 2246-70, Св09Г2СЦ, ТУ 14-13735-84 |
Ст3кп, Ст3пс, Ст3пс2, Ст3сп4, Ст3сп5, 06пс, 08, 10, 10пс, 15пс, 15,20, 20пс |
|
4.2. Температура эксплуатации до минус 60оС (северное исполнение) |
|||||
|
Для сварки несущих конструкций из низколегированных сталей в горячекатаном виде и термообработанном состоянии |
УОНИ-13/55, УН-1/55, УН-2/55, К-5А, ДСК-50, (все по ГОСТ 9467-75), АНО ТМ, ТУ39.1401-89, АНО-12, ТУ ИЭС779-91, АНО-23, ТУ ИЭС-735-89 |
АН-43, АН-47, АНК-47х, АН-65 (все по ГОСТ 9087-81), ан-67хх, ТУ 14-1958-89 |
Св08ГА, Св-10Г2, Св-08ХМ, Св-08МХ, СВ-10НМА 9все по ГОСТ 2246-70), Св-08ГМхх, ТУ 14-12563-78, Св-08ГНПхх, ТУ 14-12563-78 |
Св-08Г2С, ГОСТ 2246-78, Св09Г2СЦ, ТУ 14-13735-84, Св-14Г2Сч, ТУ 14-1-3487-82, ПН-АН-9, ТУ 14-1-1116-81, ПН-АН-29, ТУ 88-УССР-85.373.89 |
09Г2С, 09Г2, 15ХСНД, 12Г20, 15ГФ, 10Г2Б, 15Г2А, 14Г2А, Ч-44, 15Г20, 16Г2А, 09Г2ФБ, 10Г221 |
|
Для сварки несущих конструкций из высокопрочных сталей в термообработанном состоянии |
АПН-9, ГОСТ 9467-75, 48ХН-4АН, ТУ ИЭС 747-89, 48ХН-5АН, ТУ ИЭС 747-89 |
АН-174, ГОСТ 9087-81 |
Св-08ХН2Г10, ГОСТ 2246-70, Св-0ХХХХ, ГОСТ 2246-70, Св-07ХНХХХХ, ТУ 14-1-4682-83, Св-10ХХХХ, ТУ 14-14622-89 |
Св-10ХХХХ, ТУ 14-1-4628-89, Св-07ХНХХХХ, ТУ 14-1-4643-89, ПН-АН-57, ТУ ИЭС 396-83 |
15ХДХХХХАч, ХХХХХ ХХХХХ ХХХХХ
|
|
Для сварки вспомогательных конструкций из углеродистых сталей |
УОНИ-13/45, УН-1/45, СВ-11, УН-2/45, 03-2, (все по ГОСТ 9467-75) |
Ан-343а, АН-60, ОСЦ-45, АЧ-43, АН-17 9все по ГОСТ 9087-81) |
Св-06А, Св-08ТА, (все по ГОСТ 2246-70) |
Св-06Г2, ГОСТ 2246-70, Св-09Г2, ТУ 14-1-3735-34, Св-14ГХХХ, ТУ 14-1-437-82 |
Ст3пс5, Ст3сп5, Ст5пс5, 04пс, ХХ.10.ХХХ.15пс, 15, 20, 20пс |
Примечания: 1. Приварка вспомогательных элементов к несущим конструкциям производится присадочными материалами (электродами, присадочной проволокой и др.), применяемыми для сварки несущих конструкций.
2. Сварку в среде углекислого газа (СО2)конструкций в обычном и тропическом исполнении производить проволокой диаметром не более 1,6 мм, конструкции северного исполнения проволокой диаметром не более 1,2 мм. Сварку в смеси углекислого газа с кислородом (SO2,СО2) или аргона с углекислым газом (Аr+СО2) конструкций любого исполнения допускается применять проволокой Св09г2с, Св-09Г2х или 14Г2 диаметром до 2 мм включительно.
3. При изготовлении сварных конструкций северного исполнения:
х - флюс АНК-47 необходимо применять с проволокой ХХХХХ:
хх - флюс АН-67А применять с проволоками марок Фв-Х ХХ или Фв-ХХХХ.
Для других флюсов допускается применять любую проволоку, указанную в соответствующей графе "сварочная проволока для сварки под слоем флюса".
Таблица 5
Стали для изготовления и ремонта сварных несущих металлоконструкций кранов мостового типа, консольных, стрелового типа на железнодорожном ходу, портальных исполнений VI (обычное), тропическое влажное (ТВ) и тропическое сухое (ТС) по ГОСТ 15150-69
|
Область применения |
марка стали |
ГОСТ, ТУ |
Тип, толщина проката, мм |
|
|
Климатический район размещения П6……П12 |
Климатический район размещения П4……П5 |
|||
|
Температура эксплуатации до минус 20оС |
Температура эксплуатации до минус 40оС |
|||
|
1 |
2 |
3 |
4 |
5 |
|
Несущие элементы конструкций, в том числе подкосы и кронштейны рабочих площадок. Подвесы кабин, траверсы |
Ст3сп5 |
Листовой до 25 |
|
|
|
Ст3Гпс5 |
Листовой до 30 |
|||
|
Ст3Гсп5 |
Листовой до 40 |
|||
|
Ст3Гпс5а) |
Листовой до 12 |
|||
|
Ст3сп5 |
Фасонный, сортовой до 25 |
|||
|
Ст3пс5а) |
Фасонный до 12 |
|||
|
Сортовой до 16 |
||||
|
C255 |
Листовой, широкополосный, фасонный до 60 |
|||
|
Ст3сп5-1 |
Ту 14-13023-80 |
1-я группа: листовой, широкополосный до 20, фасонный и сортовой до 25; |
||
|
2-я группа: листовой, широкополосный, фасонный до 20, сортовой до 25; |
||||
|
Ст3Гпс5-1 |
ТУ 14-1-3023-80 |
1-я группа: листовой, широкополосный до 30, фасонный и сортовой до 30; |
||
|
Ст3Гпс5-2 |
2-я группа: листовой, широкополосный, фасонный, 20; |
|||
|
Ст3пс-5-1а) |
ТУ 14-1-3023-80 |
Листовой, широкополосный, фасонный до 12, сортовой до 16 |
||
|
Ст3пс5-2 |
||||
|
С-205 |
Листовой, широкополосный, фасонный до 20 |
|||
|
16Д |
ГОСТ 6713-75 |
Листовой, фасонный, сортовой до 60 |
||
|
Ст3спб) |
ТУ 14-15-146-85 |
|
Фасонный: угловой равнополочный от номера 7,5 до номера 12,5 с толщиной полок 6…12; швеллеры с параллельными гранями полок от номера 8 до номера 16 с толщиной полок 8-16 мм; балки двутавровые от номера 12 до номера 16 |
|
|
Ст3пс |
||||
|
Ст3Гпс |
||||
|
Ст3спв) |
ТУ 14-14218-87 |
Листовой 2…10 |
||
|
Ст3пс |
||||
|
Ст3Гпс |
||||
|
Ст3сп |
ТУ 14-2-855-89 |
Листовой, фасонный, сортовой от 4 до 10 |
||
|
Ст3Гпс |
||||
|
С255 |
||||
|
С225 |
||||
|
С345-3 |
Листовой, широкополосный до 160, фасонный до 40 |
|||
|
С375-3 |
Листовой, широкополосный, фасонный до 40 |
|||
|
С9Г2-12 |
Листовой, широкополосный, фасонный, сортовой до 40 |
|||
|
09Г2С-12 |
Листовой, широкополосный, фасонный, сортовой до 160 |
|||
|
09Г2-12-1 |
ТУ 14-1-3023-80 |
Листовой, широкополосный до 20, фасонный, сортовой: 1-я группа до 32, 2-я группа до 20 |
||
|
09Г2-12-2 |
||||
|
09Г2С-12-1 |
ТУ 14-1-3023-80 |
Листовой, широкополосный до 20, фасонный, сортовой: 1-я группа до 40, 2-я группа до 20 |
||
|
09Г2С-12-2 |
||||
|
10Г2 |
Трубы бесшовные горячедеформированные до 25 |
|||
|
Группа Вж) |
|
|
||
|
10Г2и) |
Трубы бесшовные горячедеформированные до 22 |
|||
|
20ГЛ-Пж) |
Стальные отливки |
|||
|
20ГЛ-Ш |
||||
|
25Л-Пи,к) |
Стальные отливки |
|||
|
25Л-Ш |
||||
|
20 |
||||
|
10ХСНДл,к) |
ГОСТ 8473-70 |
Поковки |
||
|
09Г2Сж) |
Трубы бесшовные горячедеформированные до 25 |
|||
|
Группа В |
|
|
||
|
09Г2С |
ТУ 14-3-1128-82 |
Трубы бесшовные горячедеформированные 57…42, ст.4…32 |
||
|
Ст3сп |
ТУ 14-3-372-87 |
Трубы электросварочные Ø219, 273, 325, от 6…6 через 0,5мм, Ø425 от 6…10 через 0,5 мм |
||
|
20 |
||||
|
17ГТС-ум) |
ТУ 14-3-620-77 |
Трубы электросварочные 1220 х 12 |
||
|
17ГТС |
Лист гофрированный, 5 |
|||
|
Ст3пс5 |
ТУ 14-3789-88 |
|
||
|
09Г2-12 |
ТУ 14-3-789-88 |
Лист гофрированный, 5 |
||
|
12ГП2ИФАЮн) |
ТУ 14-1-1772-76 |
Листовой 16…40 |
||
|
С390о) |
Листовой широкополосный до 50 |
|||
|
С390Ко) |
Листовой широкополосный до 80 |
|||
|
16ГС-12о) |
Листовой широкополосный до 32 |
|||
|
15хХОЦД-12 |
Листовой, широкополосный, фасонный, сортовой до 32 |
|||
|
10ХСНД-3 |
ГОСТ 6713-75 |
Листовой, широкополосный, фасонный, сортовой до 40 |
||
|
10ХСНД-12г) |
Листовой, широкополосный до 40, фасонный, сортовой до 15 |
|||
|
14Г2АФ-12г) |
Листовой, широкополосный до до 50 |
|||
|
15Г2АФДпс-12г) |
Листовой, широкополосный до 32 |
|||
|
16Г2АФа,г) |
Листовой, широкополосный до 32 |
|||
|
09Г2ФБ |
ТУ 14-1-4083-86 |
Листовой до 16 |
||
|
10Г2ФБ |
||||
|
20 |
Трубы бесшовные горячедеформированные до 45 |
|
||
|
Группа Вд) |
|
|
||
|
20д) |
Сортовой до 60 |
|||
|
Ст3сп5, 20д,е) |
Трубы электросварки до 10 |
|||
|
Группа В |
|
|
||
|
20 |
||||
|
группа Вж) |
|
Трубы бесшовные горячедеформированные до 20 |
||
|
20З) |
ТУ 14-3-611-77 |
Трубы бесшовные горячедеформированные до 10 |
||
|
ТУ 14-3-816-79 |
||||
|
С440о) |
Листовой широкополосный до 50 |
|||
|
С590К |
Листовой 10…40 |
|||
|
Слабонапряженные (напряжение не более 0,4 расчетного сопротивления) элементы продольной жесткости балок, люлек, ремонтных площадок, подставки для установки оборудования, кронштейны переходных площадок, каркасы кабин |
Ст3сп5 |
Листовой до 25 |
||
|
Ст3сп5 |
Фасонный, сортовой до 25 |
|||
|
С255 |
Листовой, фасонный до 25 |
|||
|
Ст3пс5 |
Листовой до 12 |
|||
|
Ст3пс5 |
фасонный до 12 |
|||
|
Сортовой до 16 |
||||
|
С245 |
Листовой, фасонный до 12 |
|||
|
Ст3Гпс5 |
Листовой до 30 |
|||
|
Ст3Гсп5 |
Листовой 30…40 |
|||
|
Ст3сп4 |
Листовой до 7 |
|||
|
Ст3пс4 |
||||
|
Ст3сп4 |
Фасонный, сортовой до 7 |
|||
|
Ст3пс4 |
||||
|
Ст3Гпс4 |
Листовой до 7 |
|||
|
Ст3сп3 |
Листовой 5 |
|||
|
Ст3пс3 |
Фасонный, сортовой 5 |
|||
|
Ст3сп2 |
Листовой до 5 |
|||
|
Ст3пс2 |
Фасонный, сортовой до 5 |
|||
|
СтГпс3 |
Листовой, 5 |
|||
|
Ст3Гпс2 |
Листовой до 5 |
|||
|
Вспомогательные нерасчетные элементы конструкций: лестницы, перила, настилы, кожухи, обшивка кабин, ограждения и другие вспомогательные конструкции |
Ст3сп2 |
Листовой до 25 |
Листовой до 10 |
|
|
Ст3пс2 |
||||
|
Ст3сп2 |
Фасонный, сортовой до 25 |
Фасонный до 10 |
||
|
Ст3пс2 |
Сортовой до 16 |
|||
|
Ст3Гпс2 |
Листовой до 30 |
Листовой до 10 |
||
|
Ст3кп2 |
Листовой до 20 |
Листовой до 5 |
||
|
Ст3кп2 |
Фасонный, сортовой до 20 |
Фасонный, сортовой до 5 |
||
|
СтОп) |
Листовой до 5 |
Листовой до 5 |
||
|
Ст2кп |
|
Рифленый до 5 |
||
|
Ст3кп |
|
|
|
|
|
Ст2пс |
|
|
|
|
|
Ст3пс |
|
|
|
|
|
С235 |
Листовой, фасонный до 20 |
Листовой, фасонный до 5 |
||
а) Применять для металлоконструкций кранов режимных групп 1к…5к по ГОСТ 25546-82.
б) При заказе указать уровень предела текучести 390 Н/мм2
в) При заказе указывать уровень прочности ДТУ-1, ДТУ-2.
г) Применять при выполнении требований по ограничению углеродного эквивалента, Для стали класса прочности 390 углеродный эквивалент (св) должен быть не более 0,49%, класс прочности 440 - не более 0,5
д) Применять при обеспечении значений ударной вязкости при минус 20оС и после механического старения на образцах типа 1 по ГОСТ 9454-78 не менее 29 Дж/см2 (3 кгс.м/см2), на образцах типа 3 не менее 34 Дж/см2 (3,5 кгс.м/см2).
е) Применять в термообработанном состоянии
ж) Применять при обеспечении значений ударной вязкости при минус 40оС и после механического старения на образцах типа 1 по ГОСТ 3454-78 не менее 29 Дж/см2 (3 кгс.м/см2), на образцах типа 3 не менее 34 Дж/см2 (3,5 кгс.м/см2)
з) Применять с гарантией ударной вязкости после механического старения при минус20оС не менее 30 Дж/см2 (3,5 кгс.м/см2)
и) Применять при обеспечении значений ударной вязкости при минус 40оС и после механического старения на образцах типа 1, 3 ГОСТ 9454-78, не менее 24 Дж/см2 (2,5 кгс.м/см2)
к) Применять по технологии ПО "Уралмаш" для консольно-поворотных кранов, входящих в комплект шагающих экскаваторов и буровых установок.
л) Применять поковки категории прочности 10195 при обеспечении ударной вязкости при минус 40оС на образцах типа 1 по ГОСТ 9454-78 не менее 29 Дж/см2 (3 кгс.м/см2), на образцах типа 3 не менее 34 Дж/см2 (3,5 кгс.м/см2).
м) Применять для кранов-перегружателей по технологии ПО "Сибтяжмаш".
н) Применять для металлоконструкций кранов большой грузоподъемности режимных групп 1К….4К по ГОСТ 25546-82, по технологии разработанной институтом ЦНИИПСК им. Н.Н. Мельникова.
о) Применять при выполнении требований по ограничению углеродного эквивалента в соответствии с п.2.18 ГОСТ 27772-88: для стали марки 0390, 0390К углеродный эквивалент (Со) должен быть не более 0,40%, стали марки 8440 - не более 0,51%.
и) Применять на обшивку кабин и кожухи.
Примечания:
1. Для несущих и других элементов конструкций допускается применять листовую и фасонную сталь 2-ой категории при толщинах менее 5 мм, сортовую сталь - при толщинах менее 12 мм для круглого сечения и при толщинах менее 10 мм для квадратного сечения.
2. Не допускается применять бесшовные горячедеформированные трубы, изготовленные из слитков, имеющих маркировку с литером "Л" не прошедшие контроль неразрушаемыми методами.
3. В прокате, предназначенном для сварных конструкций по ГОСТ 14637-89, по ГОСТ 535-88 при заказе должна быть оговорена гарантия свариваемости (массовая доля углерода не должна превышать 0,2%).
4. С 01.01.92 горячекатанный широкополосный прокат толщиной от 6 до 60 мм, шириной от 200 до 600 мм поставляется по ГОСТ 82. Для кранов с температурой эксплуатации до минус 20оС для несущих элементов конструкций рекомендуется прокат стали Ст3сп5 толщиной до 25 мм, Ст3пс5 толщиной до 30 мм, СтГсп5 толщиной до 40 мм. Для кранов с температурой эксплуатации до минус 40оС прокат Ст3сп5, Ст3Гпс5, Ст3Гсп6 толщиной от 6 до 9 мм включительно.
5. Стали 09Г2, 09Г2С, 14Г2АФ, 16Г2АФ, С375, С440, С590К могут заказываться как стали повышенной коррозионной стойкости (с медью) - 09Г2Д, 09Г20А, 14Г2АФД, 16Г2АФД, С345Д. С375Д, С440Д, 0590КД.
6. Для слабонапряженных и вспомогательных элементов конструкций может быть применен прокат углеродистых сталей типа Ст3, Ст3Г соответствующих категорий, указанных в ТУ 14-1-3023-80 1 группа прочности.
Таблица 6
Стали для изготовления и ремонта сварных несущих металлоконструкций кранов мостового типа, консольных, стрелового типа на железнодорожном ходу, портальных исполнения ХЛ (северное) по ГОСТ 15150-69
|
Область применения |
Марка стали |
ГОСТ |
Вид и толщина проката, мм |
|
Климатический район размещения I1, I2, II2, II3 по ГОСТ 10358-80 |
|||
|
Температура эксплуатации до минус 65оС |
|||
|
1 |
2 |
3 |
4 |
|
Несущие элементы конструкций, в том числе подкосы и кронштейны рабочих площадок, подвесы кабин, траверсы |
09Г2С-15 |
Листовой, широкополосный до 100, фасонный до 11 |
|
|
09Г2С-15-1 |
ТУ 14-1-3823-89 |
Листовой, широкополосный до 20, фасонный до 11 |
|
|
09Г2С-15-2 |
|||
|
09Г2-15-1 |
ТУ 14-1 3023-80 |
Фасонный до 11 |
|
|
09Г2-15-2 |
|||
|
009ГС-15 |
Фасонный до 11 |
||
|
09Г2Са) |
ТУ 14-15-1-146-85 |
Фасонный, угловой равнополочный от номера 7, 6 до номера 12,5 с толщиной полок 6…12; швеллеры с параллельными гранями полок от номера Х до номера 16 с толщиной полок 8…16; балки двутавровые от номера 12 до номера 16 |
|
|
09Г2 |
|||
|
10ХСНД-3 |
ГОСТ 6713-79 |
Листовой, широкополосный, сортовой 8…40, фасонный 8…15 |
|
|
10ХСНД-16 |
Листовой, широкополосный до 32, фасонный до 11 |
||
|
14Г2АФ-15в) |
Листовой, широкополосный до 50 |
||
|
15Г2АФРпс-15в) |
Листовой, широкополосный до 32 |
||
|
С345-4 |
Листовой, широкополосный до 100, фасонный до 11 |
||
|
С375-4 |
Листовой, широкополосный до 40, фасонный до 11 |
||
|
С390в0 |
Листовой, широкополосный до 50 |
||
|
С390Кв) |
Листовой, широкополосный до 30 |
||
|
09Г2С |
ТУ 14-3-500-76 |
Трубы бесшовные горячедеформированные Ø194…219 от 8 до 12, Ø235…325 от 9…15 |
|
|
09Г2Сг0 |
ТУ 14-3-1128-82 |
Трубы стальные бесшовные горячедеформированные Ø57…42 от 4 до 22 |
|
|
09Г2ФБг,д) |
ТУ 14-1-4083-85 |
Листовой до 16 |
|
|
10Г2ФБ |
|||
|
Вспомогательные нерасчетные элементы конструкции: лестницы, перила, настилы, кожухи, обшивка кабин, ограждения и другие вспомогательные конструкции |
Ст3сп5 |
Листовой до 16 |
|
|
Ст3Гпс5 |
|||
|
Ст3сп5 |
Фасонный до 10 |
||
|
Сортовой до 16 |
|||
|
Ст3пс2 |
Листовой до 5 |
||
|
Ст3Гпс2 |
|||
|
Ст3пс2 |
Фасонный, сортовой до5 |
||
|
Ст2пс |
ГОСТ 3568-77 |
Рифленый лист до 3 |
а) При заказе указывать уровень предела текучести 440 Н/мм2.
б) Применять для конструкций с температурой эксплуатации не ниже 50оС, при заказе указывать уровень предела текучести 390 Н/мм2. Значение ударной вязкости при минус 60оС и после мехстарения не менее 29 Дж/см2 (3 кгс.м/см2) на образцах типа 1, 2, 3 по ГОСТ 9454-78.
в) Применять при выполнении требований по ограничению углеродного эквивалента Со ≤ 0,49%.
г) Применять для кранов с температурой эксплуатации не ниже минус 60°С.
д) Применять с гарантией ударной вязкости при минус 60°С не менее 59 Дж/см2 (6 кгс.м/см2) для толщин 4…9 мм и не менее 39,2 Дж/см2 (4 кгс.м/см2) для толщин 10 мм.
Примечания:
1) Для слабонагруженных (напряжения не более 0,4 расчетного сопротивления) элементов допускается применять марки низколегированной стали 12 категории в соответствии с табл.6.
2) Допускается применять листовую и фасонную сталь 2-й категории при толщинах менее 5 мм, сортовую сталь при толщинах менее 12 мм для круглого сечения и при толщинах не менее 10 мм для квадратного сечения.
3) Не допускается применять бесшовные горячедеформированные трубы, изготовленные из слитков, имеющих маркировку с литером "п" не прошедшие контроль неразрушающими методами.
4) В прокате, предназначенном для сварных конструкций по ГОСТ 14637-89, ГОСТ 535-88 при заказе должно быть оговорена гарантия свариваемости (массовая доля углерода не должна превышать 0,25%).
Таблица 7
Сварочные материалы, рекомендуемые для сварки металлоконструкций грузоподъемного оборудования исполнения VI (обычное), тропическое влажное (ТВ), тропическое сухое (ТС), северное (ХЛ) по ГОСТ 15150-69 при изготовлении, ремонте и реконструкции
|
Область применения |
Электроды |
Марка флюса |
Марка сварочной проволоки для сварки |
||
|
тип |
марка |
|
Под флюсом |
В среде углекислого газа |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
|
Расчетная температура до минус 20оС |
|||||
|
Для сварки несущих конструкций из углеродистых сталей |
Э42А |
УОНИ-13/45 |
АПЦ-1 |
Св08ГА |
Св08Г2С |
|
Э46А |
УОНИ-13/55К |
АП-343А |
Св08ГА |
Св09Г2СД |
|
|
Э46 |
03С-4 |
ОСЦ-45 |
Св08ГА |
ПП-АН8 |
|
|
Э46 |
МР-3 |
|
|
ПП-АН4 |
|
|
Э46 |
АНО-3 |
|
|
ПП-АН9 |
|
|
Э46 |
ОЗС-12 |
|
|
АП-АН-14 |
|
|
в т.ч. из термоуцрочненных сталей по ТУ 14-15-146-85 |
Э50А |
УОНИ-13/55 |
АП-346А |
Св08ГА |
Св-008Г2С |
|
|
|
|
|
Св-09Г2СЦ |
|
|
|
|
|
|
ПП-АН |
|
|
Для сварки слабонапряженных и вспомогательных элементов конструкций из углеродистых сталей |
Э42А |
УОНИ-13/45 |
АНЦ-1 |
Св-08А |
Св-08Г2С |
|
Э46А |
УОНИ-13/55к |
АН-348А |
Св-08А |
Св-09Г2СА |
|
|
Э46 |
02С-4 |
ОСЦ-45 |
Св08А |
ПП-АН3 |
|
|
Э46 |
АНО-4 |
АНЦ-1 |
Св08ГА |
ПП-АН10 |
|
|
Э46 |
МР-3 |
АН346А |
Св08ГА |
ПП-АН4 |
|
|
Э46 |
АНО-3 |
ОСЦ-45 |
Св08ГА |
ПП-АН9 |
|
|
Э46 |
ОЗС-1 |
|
|
АЦ-АН4 |
|
|
Для сварки несущих конструкций из низколегированных сталей |
Э50А |
УОНИ-13/55 |
АН-47 |
Св08ГА |
Св-03Г2С |
|
Э50А |
АНО-10 |
АН-47 |
Св10Г2 |
Св-03г2сц |
|
|
Э50А |
АНО-11 |
АН-65 |
Св10Г2 |
ПП-АН4 |
|
|
Э50А |
АНО-30 |
АН-60 |
Св10Г2 |
ПП-АН9 |
|
|
|
|
АНЦ-1 |
Св08ГА |
АН-АН4 |
|
|
|
|
АН346А |
Св06ГА |
|
|
|
|
|
ОСЦ-45 |
Св06ГА |
|
|
|
в т.ч. из термоупрочненных сталей по ТУ 14-15-146-85 |
Э50А |
УОНИ-13/55 |
АН-343А |
Св08ГА |
Св08Г2С |
|
|
|
|
|
Св09Г2С |
|
|
|
|
|
|
КН-АН8 |
|
|
Для сварки слабонапряженных и вспомогательных элементов конструкций из углеродистых сталей |
Э50А |
УОНИ-13/45 |
АПЦ-1 |
Св06А |
Св-08Г2С |
|
Э46А |
УОНИ-13/55К |
АН363А |
Св09А |
Св09Г2СТ |
|
|
Э46 |
ОЗС-4 |
ОСЦ-45 |
Св-08А |
ПП-АН8 |
|
|
Э46 |
АНО-1 |
АНЦ-1 |
Св08ГА |
ПП-АН10 |
|
|
Э46 |
МР-3 |
АН-346А |
Св08ГА |
ПП-АН4 |
|
|
Э46 |
АНО-3 |
ОСЦ-45 |
Св08ГА |
ПП-АН9 |
|
|
Э46 |
ОЗС-12 |
|
|
АН-АН4 |
|
|
Расчетная температура до минус 65оС |
|
|
|
|
|
|
Для сварки несущих конструкций из низколегированных сталей |
Э50А |
УОНИ-13/35 |
АН-47 |
Св08МХ |
Св-08Г26 |
|
Э50А |
АНО-35 |
АН-47 |
Св-08ХМ |
Св-08ОСГ200 |
|
|
|
|
АН-60 |
Св-08КМ |
ПП-АН4 |
|
|
|
|
АН-63 |
Св-08МК |
ПП-АН3 |
|
|
|
|
АН-65 |
Св-08ХХХ |
|
|
|
Для сварки слабонапряженных и вспомогательных элементов конструкций из углеродистых сталей |
Э42А |
УОНИ-13/45 |
АЦЦ-1 |
Св-08А |
Св-08Г28 |
|
Э45А |
УОНИ-13/55К |
АН-343А |
Св-08А |
Св-09Г2СЦ |
|
|
Э46 |
О36-4 |
ООЦ-45 |
Св-08А |
Св-АН4 |
|
|
Э46 |
АНО-4 |
АНЦ-1 |
Св-08ГА |
Св-АН9 |
|
|
Э46 |
МР-3 |
АН-343А |
Св-00ГА |
Св-АН8 |
|
|
Э46 |
АНОЗ |
ОСЦ-45 |
Св-08ГА |
Св-АН10 |
|
|
Э46 |
ОЗС-12 |
|
|
Св-АН4 |
|
Примечание. Электроды должны соответствовать требованиям ГОСТ 9466-75, ГОСТ 9467-75, сварочная проволока - ГОСТ 2246-70, Св-09г20ц - ТУ 14-1-3735-84, Св-08ГОМ - ТУ 14-1-2563-78, активированная проволока АП-АН4 - ТУ 14-11259-83, порошковая проволока: ПП-АН1 - ТУ 14-4-1122-81, НП-АН9 - ТУ 14-4-1116-81, ПП-АН8 - ТУ 14-4-1089-70, НП-АН10 - ТУ 14-1-1123-81, флюс сварочный марок АН-47, АН-60, АН-348А, ОСЦ-45 - ГОСТ 9087-81, АН-65 - ТУ 14-1-2251-77, АПЦ-1 - ТУ 108.1434-86
3.2. Требования к сварочным материалам и сварке
3.2.1. Сварочные материалы, применяемые для сварки металлоконструкций изделий должны обеспечивать механические свойства металла шва и сварного соединения (предел прочности, предел текучести: относительное удлинение, угол загиба, ударная вязкость) не ниже нижнего предела механических свойств основного металла, установленного для данной марки стали Государственным стандартом или техническим условиям.
3.2.2. Сварочные материалы для механизированной и ручной дуговой сварки выбирают в зависимости от механических свойств и химического состава свариваемого металла, способа сварки.
3.2.3. Приварка вспомогательных элементов к несущим конструкциям производится сварочными материалами, применяемыми для сварки несущих конструкций.
3.2.4. Для сварки металлоконструкций из углеродистых сталей следует отдавать предпочтение электродам с основным покрытием марки УОНИ-13/45 (тип Э42А) УОНИ-13/55К (тип 346А), а затем с рутиловым покрытием марки ОЗС-1, АНО-4, МР-3, АНО-3, ОЗС-12 (тип Э46) при расчетной температуре до -20оС.
3.2.5. При сварке ответственных несущих конструкций из низколегированных сталей 12-й категории применяют электроды с основным покрытием - УОНИ-13/55, АНО-10, АНО-11; АНо-30 (тип Э50А), а низколегированных сталей 15-й категории - электроды УОНИ-13/55, АНО-25.
3.2.6. При механизированной сварке под флюсом металлоконструкций из низколегированных сталей марок 09Г2-12, 09Г2С-12 применяют плавленые флюсы АНЦ-1; АН-348А; ОСЦ-45 в сочетании с проволокой марок Св-08ГА, Св-10Г2, а сталей марок 10ХСНД-12, 15ХСНД-12, 14Г2АФ-12, 15Г2АФДпс-12, 16Г2АО-12 применяют флюсы АН-47, АН-65, АН-60 в сочетании марок Св-08ГА, Св-10Г2, при расчетной температуре до минус 40оС.
3.2.7. При полуавтоматической сварке в углекислом газе проволокой диаметром 1,0…1,4 мм не обеспечиваются более высокие механические свойства металла шва и сварного соединения, а при сварке проволокой диаметром более 1,6 мм снижается ударная вязкость металла шва за счет более грубой структуры металла шва и большего объема неметаллических включений.
3.2.8. Для уменьшения разбрызгивания, повышения стабильности процесса сварки и ударной вязкости металла шва сварочную проволоку следует прокаливать при температуре 150…250оС в течение 1,5….2 ч. с последующей механической очисткой ее поверхности от ржавчины и технологической смазки.
3.2.9. С целью повышения качества и надежности сварных соединений, а также снижения объемов наплавленного металла и повышения эффективности полуавтоматическую сварку в среде углекислого газа целесообразнее выполнять проволокой малых диаметров 3,0…1,4 мм (до 1,6 мм).
3.2.10. При полуавтоматической сварке несущих конструкций из углеродистых и низколегированных сталей в среде углекислого газа применяют сварочную проволоку Св-08Г2С, Св-09Г2СЦ диаметром не более 1,6 мм - в исполнении "У".
Указанное ограничение не распространяется на механизированную сварку в среде углекислого газа и механизированную сварку порошковой проволокой с дополнительной защитой углекислым газом.
3.2.11. Для сварки в смеси углекислого газа и кислорода (80% О2 + 20% СО2) несущих конструкций применяются сварочные проволоки Св-08Г2С, Св-09Г2СЦ диаметром не более 1,6 мм; вспомогательных конструкций - диаметром не более 2 мм.
3.2.12. Для механизированной сварки в углекислом газе несущих конструкций из малоуглеродистых и низколегированных сталей рекомендуется активированная проволока марки АН-АНА диаметром 1,6 мм; для вспомогательных конструкций - диаметром 2 мм.
3.2.13. Порошковые проволоки марок ПП-АН8, ПП-АН10 рекомендуется для сварки несущих и вспомогательных конструкций из углеродистых сталей.
3.2.14. Порошковые проволоки рутил-флюаритного типа ПП-АН4, ПП-АН9 рекомендуется для сварки ответственных конструкций из углеродистых и низколегированных сталей.
3.2.15. Для сварки в среде углекислого газа следует применять двуокись углерода марки "сварочная" по ГОСТ 8050-85. Допускается применять двуокись углерода марки "пищевая" после удаления из нее воды до нормы п.3.10. раздел 3 "Методы анализа" по ГОСТ 8050-85.
3.2.16. Для сварки вспомогательных конструкций может быть применена контактная точечная сварка и электродуговая сварка штучными электродами, сварка трением и др.
3.2.17. Для предотвращения деформаций и образования трещин сварку следует производить в кондукторах.
3.2.18. Для сварки металлоконструкций из разнородных сталей рекомендуется применять такие же сварочные материалы, что и для сталей с более высокими механическими свойствами.
В каждом конкретном случае применение сварочных материалов определяется технологическим процессом.
3.2.19. Перед применением электродов, независимо от наличия сертификатов, должны быть поверены технологические свойства каждой партии электродов.
3.3. Правка проката, резка и гибка заготовок
3.3.1. Перед подачей в производство прокат должен быть просушен, очищен от загрязнений и выправлен.
3.3.2. Обрабатывать прокат без предварительной правки разрешается лишь в том случае, если отклонение от геометрически правильных форм в нем не превышает следующих допусков:
зазор между листом и стальной линейкой длиной 1 м, для толщины листа до 10 мм - 1,5 мм, для толщины с 10 до 20 мм - 2,0 мм; свыше 20 мм - 2,5 мм.
Зазор между натянутой струной и обушком угольника, полкой или стенкой швеллера и двутавра 0,002L. Но не более 14 мм (L - длина элемента);
Кривизна труб не должна превышать 1/1000 длины детали и быть не более 4 мм для труб диаметром до 200 мм и не более 6 мм для труб диаметром свыше 200 мм.
3.3.3. Правка проката должна осуществляться на вальцах, прессах или других устройствах, обеспечивающих плавность приложения нагрузок, и лишь в отдельных случаях (при правке мелких деталей) допускается на плите через гладилку.
Для правки труб следует использовать правильно-гибочные прессы, оборудованные приспособлениями, предотвращающими потерю устойчивости стенки. Охват труб приспособлением должен быть не менее 170о.
Поверхность проката после правки не должна иметь вмятин, забоин и других повреждений. Качество поверхности после правки должно отвечать требованиям соответствующих государственных стандартов на прокат.
Холодную правку проката разрешается производить в тех случаях, когда остаточные деформации растяжения не будут превышать 1%.
Таблица 8
Нормативные и расчетные сопротивления проката и труб для стальных сварных конструкций грузоподъемных кранов
|
Марка стали |
ГОСТ, ТУ, СТ CЭВ, PC СЭВ |
Вид проката |
Толщина проката, мм Сортамент |
Нормативные сопротивления МПа (кгс/мм2) |
Рекомендуемые сопротивления МПа, (кгс/мм2) |
||
|
Предел текучести |
Предельное сопротивление |
По пределу текучести |
По временному сопротивлению |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
Ст3кп |
Листовой |
До 5 |
225 (23) |
365 (37) |
215 (22) |
350 (36) |
|
|
Фасонный |
до 5 |
235 (24) |
365 (37) |
225 (23) |
350 (36) |
||
|
|
Сортовой |
До 10 вкл. |
235 (24) |
365 (37) |
225 (23) |
350 (36) |
|
|
В3кп |
Pс 1-70 |
Листовой |
от 11 до 20 вкл. |
235(24) |
375 (38) |
225(23) |
360 (37) |
|
Фасонный |
До 10 вкл. |
235 (24) |
375 (38) |
225(23) |
360 (37) |
||
|
Сортовой |
От 11 до 20 вкл. |
235 (24) |
375 (38) |
225(23) |
360 (37) |
||
|
Ст3пс |
Листовой |
до 10 вкл. |
235 (24) |
370(38) |
225(23) |
355 (36) |
|
|
Фасонный |
До 10 вкл. |
245 (25) |
370(38) |
235(24) |
355 (36) |
||
|
|
Сортовой |
До 20 вкл. |
245 (25) |
370(38) |
235 (24) |
355 (36) |
|
|
В3пс |
PC 1-70 |
Листовой |
до 10 вкл. |
235 (24) |
370 (38) |
225 (23) |
355 (36) |
|
Фасонный |
До 10 вкл. |
235 (24) |
370 (38) |
225 (23) |
355 (36) |
||
|
Сортовой |
До 25 вкл. |
225 (23) |
370 (38) |
215 (22) |
355 (36) |
||
|
СТ3сп |
Листовой |
до 20 вкл. |
235(24) |
370 (38) |
225 (23) |
355 (36) |
|
|
от 21 до 25 вкл. |
225(23) |
370 (38) |
215 (22) |
355 (36) |
|||
|
Фасонный |
До 20 вкл. |
245 (25) |
370 (38) |
235 (24) |
355 (36) |
||
|
От 21 до 25 вкл. |
235 (24) |
370 (32) |
225 (23) |
355 (36) |
|||
|
Сортовой |
От 11 до 20 вкл. |
235 (24) |
370 (32) |
235 (20) |
355 (36) |
||
|
От 21 до 25 вкл. |
225 (23) |
370 (38) |
215 (22) |
355 (36) |
|||
|
Ст3пс |
Листовой |
От 11 до 20 вкл. |
235 (24) |
370 (38) |
225 (23) |
355 (36) |
|
|
От 21 до 30 вкл. |
225 (23) |
370 (38) |
215 (22) |
355 (36) |
|||
|
Фасонный |
От 11 до 20 вкл. |
245 (25) |
370 (38) |
235 (24) |
355 (36) |
||
|
От 21 до 30 вкл. |
235 (24) |
370 (38) |
225 (23) |
355 (36) |
|||
|
Сортовой |
От 11 до 20 вкл. |
245 (25) |
370 (38) |
235 (24) |
355 (36) |
||
|
От 21 до 30 вкл. |
235 (24) |
370 (38) |
225 (23) |
355 (36) |
|||
|
В3сп |
РС 1-70 |
Листовой |
До 25 вкл. |
225 (23) |
370 (38) |
215 (22) |
355 (36) |
|
Фасонный |
До 25 вкл. |
225 (23) |
370 (38) |
215 (22) |
355 (36) |
||
|
Ст3пс, Ст3сп, Ст3Спс, все ДТУ-1 |
ТУ 14-1-4218-87 |
Листовой |
До 10 вкл. |
295 (30) |
432 (44) |
280 (29) |
410 (42) |
|
Ст3пс, Ст3сп, Ст3Спс, все ДТУ-2 |
ТУ 14-1-4218-87 |
Листовой |
До 10 вкл. |
325 (33) |
450 (46) |
310 (32) |
430 (44) |
|
Ст3пс, Ст3сп, Ст3Спс, все ДТУ-3 |
ТУ 14-1-4218-87 |
Листовой |
До 10 вкл. |
343 (35) |
490 (50) |
330 (34) |
470 (42) |
|
Ст3сп6, Ст3пс6 |
Листовой |
От 10 до 40 вкл. |
295 (30) |
430 (44) |
260 (29) |
410 (42) |
|
|
Ст3сп5-2 |
ТУ 14-16-23-89 |
Листовой |
До 9 вкл. |
275 (26) |
392 (40) |
265 (27) |
375 (38) |
|
Ст3сп5-3 |
ТУ 14-16-23-89 |
Листовой |
До 9 вкл. |
295 (30) |
414 (42) |
280 (29) |
395 (40) |
|
Ст3пс, Ст3сп, Ст3Гпс, 2-ой группы прочности |
ТУ 14-16-50-90 |
Листовой |
До 20 вкл. |
265 (27) |
400 (41) |
255 (26) |
380 (39) |
|
ТУ 14-16-30-90 |
Листовой |
Св.20 до 40 вкл. |
255 (26) |
400 (41) |
245 (25) |
380 (39) |
|
|
Ст3пс, Ст3сп, Ст3Гпс, 2-ой группы прочности |
ТУ 14-16-50-90 |
Листовой |
До 20 вкл. |
265 (29) |
400 (41) |
275 (28) |
360 (39) |
|
ТУ 14-16-30-90 |
Листовой |
Св.20 до 40 вкл. |
275 (28) |
400 (41) |
265 (27) |
360 (39) |
|
|
Ст3сп 2ой группы прочности |
ТУ 14-16-30-90 |
Листовой |
Св.40 до 50 вкл. |
245 (25) |
380 (39) |
235 (24) |
365 (37) |
|
Ст3сп 3ой группы прочности |
ТУ 14-16-30-90 |
Листовой |
Св.40 до 50 вкл. |
265 (27) |
400 (41) |
255 (26) |
380 (39) |
|
16Д |
ГОСТ 6713-75 |
Листовой |
До 20 вкл. |
235 (24) |
370 (33) |
225 (23) |
355 (36) |
|
От 21 до 40 вкл. |
225 (23) |
370 (33) |
215 (22) |
355 (36) |
|||
|
20 |
ТУ 14-2-611-77 |
Труба |
До 10 вкл. |
265 (27) |
420 (43) |
255 (26) |
400 (41) |
|
ТУ 14-3-816-79 |
245 (25) |
410 (42) |
235 (24) |
390 (40) |
|||
|
ГОСТ 3731-87 |
245 (25) |
410 (42) |
235 (24) |
390 (40) |
|||
|
|
|
|
225 (25) |
370 (38) |
215 (32) |
355 (36) |
|
|
Сортовой |
До 60 вкл. |
245 (25) |
410 (42) |
235 (24) |
390 (40) |
||
|
10 |
ГОСТ 3731-87 |
Труба |
До 7 вкл. |
216 (22) |
357 (36) |
205 (21) |
340 (35) |
|
20 |
Труба |
До 10 вкл. |
245 (25) |
410 (42) |
235 (24) |
390 (40) |
|
|
09Г2 |
Листовой |
До 20 вкл. |
605 (31) |
440 (45) |
290 (30) |
420 (43) |
|
|
От 21 до 31 вкл. |
295 (30) |
440 (45) |
280 (29) |
420 (43) |
|||
|
Фасонный |
До 20 вкл. |
305 (31) |
440 (45) |
290 (30) |
420 (43) |
||
|
От 21 до 32 вкл. |
295 (30) |
440 (45) |
280 (29) |
420 (43) |
|||
|
Сортовой |
До 20 вкл. |
305 (31) |
440 (45) |
290 (30) |
420 (43) |
||
|
От 21 до 32 вкл. |
295 (30) |
440 (45) |
280 (29) |
420 (43) |
|||
|
09Г2-2 |
ТУ-14-16-23-89 |
листовой |
До 20 вкл. |
324 (33) |
451 (46) |
310 (32) |
430 (44) |
|
Св.20 до 32 вкл. |
314 (32) |
451 (46) |
300 (31) |
430 (44) |
|||
|
09Г2-3 |
ТУ-14-16-23-89 |
листовой |
До 20 вкл. |
334 (34) |
471 (48) |
320 (33) |
450 (46) |
|
Св.20 до 32 вкл. |
324 (33) |
451 (46) |
310 (32) |
430 (44) |
|||
|
09Г2С |
листовой |
До 9 вкл. |
345 (35) |
490 (50) |
330 (34) |
470 (48) |
|
|
От 10 до 20 вкл. |
325 (33) |
470 (48) |
310 (32) |
450 (46) |
|||
|
От 21 до 32 вкл. |
305 (31) |
460 (47) |
290 (30) |
440 (45) |
|||
|
От 33 до 60 вкл. |
285 (29) |
450 (46) |
275 (28) |
430 (44) |
|||
|
09Г2С |
фасонный |
До 9 вкл. |
345 (35) |
490 (50) |
330 (34) |
470 (48) |
|
|
От 10 до 20 вкл. |
325 (33) |
470 (48) |
310 (32) |
450 (46) |
|||
|
От 21 до 32 вкл. |
305 (31) |
460 (47) |
290 (30) |
440 (45) |
|||
|
09Г2С-2 |
ТУ 14-16-23-89 |
листовой |
От 10 до 20 вкл. |
334 (34) |
481 (49) |
320 (33) |
460 (47) |
|
От 21 до 32 вкл. |
324 (33) |
471 (48) |
310 (32) |
450 (46) |
|||
|
Св. 32 до 50 вкл. |
324 (33) |
471 (48) |
310 (32) |
450 (46) |
|||
|
09Г2С-3 |
от 10 до 20 вкл. |
343 (35 |
491 (50) |
330 (34) |
470 (48) |
||
|
Св. 20 до 32 вкл. |
334 (34) |
481 (49) |
320 (33) |
460 (47) |
|||
|
Св. 32 до 50 вкл. |
334 (34) |
481 (49) |
320 (33) |
460 (47) |
|||
|
09Г2С-2 |
ТУ 14-16-30-90 |
Листовой |
От 10 до 20 вкл. |
345 (35) |
470 (48) |
330 (34) |
450 (46) |
|
Св. 20 до 32 вкл. |
325 (33) |
460 (47) |
310 (32) |
440 (45) |
|||
|
Св. 32 до 50 вкл. |
305 (31) |
450 (46) |
290 (30) |
430 (44) |
|||
|
09Г2С-3 |
От 10 до 20 вкл. |
365 (37) |
490 (50) |
350 (36) |
470 (48) |
||
|
Св. 20 до 32 вкл. |
345 (35) |
480 (48) |
330 (34) |
460 (47) |
|||
|
Св. 32 до 50 вкл. |
325 (33) |
470 (48) |
310 (32) |
450 (46) |
|||
|
09Г2С ДТУ-4 |
ТУ 14-14218-87 |
листовой |
До 10 вкл. |
390 (40) |
540 (55) |
355 (36) |
490 (50) |
|
09Г2С |
ТУ 14-3-1122-82 |
труба |
От 8 до 15 вкл. |
265 (27) |
470 (48) |
255 (26) |
450 (46) |
|
10Г2 |
труба |
До 25 вкл. |
265 (27) |
470 (48) |
255 (26) |
450 (46) |
|
|
12Г2С |
ТУ 14-1-4323-88 |
Листовой |
От 4 до 10 вкл. |
345 (35) |
490 (50) |
330 (34) |
470 (48) |
|
Фасонный |
От 11 до 20 вкл. |
323 (33) |
470 (48) |
310 (32) |
450 (46) |
||
|
Св.20 до 40 вкл. |
305 (31) |
460 (47) |
290 (30) |
440 (45) |
|||
|
Св.40 до 60 вкл. |
280 (29) |
450 (46) |
275 (28) |
430 (44) |
|||
|
12Г2С-2 |
ТУ 14-1-4323-88 |
Листовой |
От 4 до 10 вкл. |
375 (38) |
510 (52) |
360 (37) |
480 (49) |
|
Фасонный |
Св.10 до 20 вкл. |
355 (36) |
490 (50) |
340 (35) |
470 (48) |
||
|
Св.20 до 40 вкл. |
335 (34) |
480 (49) |
320 (33) |
460 (47) |
|||
|
10Г2Б |
Листовой, фасонный |
От 4 до 10 вкл. |
375 (38) |
510 (52) |
360 (37) |
490 (50) |
|
|
12Г2Б |
Листовой |
До 10 вкл. |
390 (40) |
540 (55) |
355 (36) |
490 (50) |
|
|
16ГС |
Листовой |
От 4 до 10 вкл. |
325 (33) |
490 (50) |
310 (32) |
470 (48) |
|
|
От 11 до 20 вкл. |
315 (32) |
480 (49) |
300 (30) |
460 (47) |
|||
|
От 21 до 32 вкл. |
295 (30) |
470 (48) |
280 (29) |
450 (46) |
|||
|
16ГС-2 |
ТУ 14-16-23-89 |
листовой |
До 20 вкл. |
343 (35) |
500 (51) |
325 (33) |
476 (48) |
|
Св.20 до 50 вкл. |
314 (32) |
481 (49) |
300 (31) |
460 (47) |
|||
|
16ГС-3 |
ТУ 14-16-23-89 |
листовой |
До 20 вкл. |
353 (36) |
510 (52) |
340 (35) |
485 (49) |
|
Св.20 до 50 вкл. |
334 (34) |
491 (50) |
320 (33) |
470 (48) |
|||
|
10ХСНД |
Листовой |
От 5 до 40 вкл. |
390 (40) |
530 (54) |
355 (36) |
485 (49) |
|
|
фасонный |
|||||||
|
10ХСНД-2 |
ТУ 14-16-23-89 |
листовой |
От 32 до 40 вкл. |
412 (42) |
530 (54) |
375 (38) |
490 (50) |
|
ТУ 14-16-30-90 |
От 5 до 40 вкл. |
||||||
|
10ХСНД-3 |
ТУ 14-16-30-90 |
листовой |
От 5 до 40 вкл. |
430 (44) |
550 (560 |
390 (40) |
500 (51) |
|
10ХСНД-Е40 |
ГОСТ 5521-88 |
Листовой |
От 5 до 32 вкл. |
390 (40) |
530 (54) |
355 (36) |
485 (49) |
|
фасонный |
От 5 до 10 вкл. |
||||||
|
10ХСНД |
ГОСТ 6713-75 |
листовой |
От 5 до 40 вкл. |
390 (40) |
540 (55) |
355 (36) |
485 (49) |
|
15ХСНД |
Листовой |
От 5 до 32 вкл. |
345 (35) |
490 (50) |
330 (34) |
470 (48) |
|
|
фасонный |
|||||||
|
15ХСНД-2 |
ТУ 14-16-23-89 |
листовой |
Св.32 до 50 вкл. |
353 (36) |
481 (49) |
340 (35) |
460 (47) |
|
15ХСНД-3 |
ТУ 14-16-23-89 |
листовой |
Св.32 до 50 вкл. |
363 (37) |
491 (50) |
345 (35) |
470 (48) |
|
09Г2С |
ТУ 14-3-1818-91 |
Трубы прям. |
|
345 (35) |
471 (48) |
330 (34) |
450 (46) |
|
АБ1 |
ТУ 14-156-8-89 |
труба |
От 18 до 36 вкл.490 (50) |
490 (50) |
640 (65) |
445 (45) |
585 (59) |
|
АБ1-Ш |
ТУ 14-156-8-89 |
труба |
От 18 до 36 вкл.490 (50) |
490 (50) |
640 (65) |
445 (45) |
585 (59) |
|
Ст3пс, Ст3сп, Ст3Гпс (295) |
ТУ 14-15-261-91 |
листовой |
До 30 вкл. |
295 (30) |
430 (44) |
280 (29) |
410 (42) |
|
Ст3пс, Ст3сп, Ст3Гпс (325) |
ТУ 14-15-261-91 |
листовой |
До 30 вкл. |
325 (33) |
450 (46) |
310 (32) |
430 (44) |
|
Ст3пс, Ст3сп, Ст3Гпс (390) |
ТУ 14-15-261-91 |
листовой |
До 30 вкл. |
390 (40) |
490 (50) |
355 (36) |
445 (45) |
|
09Г2, 09Г2С (390) |
ТУ 14-15-261-91 |
листовой |
От 10 до 30 вкл. |
390 (40) |
490 (50) |
355 (36) |
445 (45) |
|
09Г2, 09Г2С (440) |
ТУ 14-15-261-91 |
листовой |
До 12 вкл. |
440 (45) |
540 (55) |
400 (41) |
490 (50) |
|
09Г2, 09Г2С (490) |
ТУ 14-15-261-91 |
листовой |
До 12 вкл. |
490 (50) |
590 (60) |
445 (45) |
540 (55) |
|
16ГФ |
Листовой |
До 10 вкл. |
375 (38) |
510 (52) |
360 (37) |
485 (49) |
|
|
|
|
|
Св.10 до 20 вкл. |
355 (36) |
510 (52) |
340 (35) |
485 (49) |
|
|
|
|
Св.20 до 32 вкл. |
335 (34) |
470 (48) |
320 (33) |
450 (46) |
|
|
|
фасонный |
До 10 вкл. |
375 (38) |
510 (52) |
360 (37) |
485 (49) |
|
|
|
|
Св.10 до 20 вкл. |
345 (35) |
480 (49) |
330 (34) |
460 (47) |
|
|
|
|
Св.20 до 32 вкл. |
325 (33) |
460 (47) |
310 (32) |
440 (45) |
|
30ХГСА |
труба |
До 32 вкл. |
- |
690 (70) |
- |
630 (64) |
|
|
12ХН2 |
труба |
До 32 вкл. |
- |
550 (56) |
- |
500 (51) |
|
|
14Г2АФ |
листовой |
От 10 до 50 вкл. |
390 (40) |
550 (56) |
355 (36) |
500 (51) |
|
|
22ГЮ |
ТУ 14-14598-89 |
листовой |
До 11 вкл. |
350 (36) |
520 (53) |
335 (34) |
500 (51) |
|
16Г2АФ |
листовой |
От 10 до 32 вкл. |
440 (45) |
590 (60) |
400 (41) |
540 (55) |
|
|
Св.32 до 59 вкл. |
410 (42) |
570 (58) |
375 (38) |
520 (53) |
|||
|
16ГФБ |
ТУ 14-3-1604-89 |
труба |
До 32 вкл. |
392 (40) |
540 (55) |
360 (37) |
490 (50) |
|
15Г2АФДпс |
листовой |
От 10 до 32 вкл. |
390 (40) |
540 (55) |
355 (36) |
490 (50) |
|
|
09Г2ФБ, 10Г2ФБ |
ТУ 14-1-4083-86 |
листовой |
От 4 до 9 вкл. |
450 (46) |
550 (56) |
410 (42) |
500 (51) |
|
От 10 до 28 вкл. |
431 (44) |
519 (53) |
400 (41) |
480 (49) |
|||
|
09Г2 категория Е32 |
ГОСТ 5521-86 |
Листовой |
До 32 вкл. |
315 (32) |
470 (48) |
300 (31) |
450 (46) |
|
09Г2С категория Е32 |
ГОСТ 5521-86 |
Листовой |
От 32 до 60 вкл. |
290 (30) |
450 (46) |
280 (29) |
430 (44) |
|
10ХСНД категории Е |
ГОСТ 5521-86 |
Листовой |
От 4 до 32 вкл. |
390 (40) |
530 (54) |
365 (36) |
485 (49) |
|
14ХГМНД |
ТУ 14-1-2659-79 |
Листовой |
От 3 до 30 вкл. |
686 (70) |
784 (80) |
625 (63) |
720 (78) |
|
07Х3Г1МОЛ |
ТУ 14-1-3370-82 |
листовой |
До 29 вкл. |
784 (79) |
980 (100) |
720 (73) |
890 (90) |
|
ТУ 14-3-1820-91 |
труба |
До вкл. |
770 (78) |
820 (84) |
700 (71) |
750 (76) |
|
|
15ХГН2МАФАч закалка с отпуском |
ТУ 14-1-4380-90 |
листовой |
От 10 до 50 вкл. |
960 (98) |
1000 (102) |
800 (89) |
910 (92) |
|
Термомеханическое упрочнение |
870 (58) |
725 (74) |
520 (53) |
660 (67) |
|||
|
Нормализация с отпуском |
570 (58) |
725 (74) |
520 (53) |
660 (67) |
|||
|
18ЮТ (Ч-33) |
ТУ 14-105-509-87 |
листовой |
От 2,5 до 8 вкл. |
325 (33) |
450 (46) |
310 (32) |
430 (44) |
|
19ЮФТ Ч-37) |
ТУ 14-105-509-87 |
листовой |
От 2,5 до 8 вкл. |
365 (37) |
450 (46) |
310 (32) |
430 (44) |
|
Ч-44 |
ТУ 14-105-487-87 |
|
От 4 до 12 вкл. |
390 (40) |
510 (52) |
360 (37) |
470 (48) |
|
15Г2МЮТРчА |
ТУ 14-1-4846-90 |
Листовой |
До 30 вкл. |
590 (60) |
590 (70) |
540 (55) |
630 (64) |
|
09Г2СЮч нормализация с отпуском |
ТУ 14-1-5065-91 |
Листовой Листовой |
От 6 до 32 вкл. |
325 (33) |
500 (51) |
300 (32) |
480 (49) |
|
От 32 до 60 вкл. |
315 (32) |
480 (49) |
300 (31) |
460 (47) |
|||
|
12Х2Г2МФТ после охлаждения с прокатного нагрева и отпуска при 650оС |
ТУ 14-1-4837-90 |
Листовой |
От 3 до 35 вкл. |
685 (70) |
785 (80) |
630 (64) |
720 (73) |
|
После охлаждения с прокатного нагрева |
980 (100) |
1175 (120) |
890 (90) |
1070 (1010) |
|||
|
09г2СЮч-У закаленный с высоким отпуском |
ТУ 14-15065-91 |
листовой |
От 6 до 20 вкл. |
450 (46) |
580 (59) |
410 (42) |
530 (54) |
|
Св.20 до 30 вкл. |
430 (44) |
570 (58) |
395 (40) |
520 (53) |
|||
|
Чв.30 до 50 вкл. |
400 (41) |
530 (54) |
365 (37) |
485 (49) |
|||
|
Св.50 до 60 вкл. |
360 (37) |
490 (50) |
348 (35) |
470 (48) |
|||
|
12ГН2МФАЮ |
ТУ 14-1-1772-76 |
Листовой |
От 16 до 40 вкл. |
590 (60) |
695 (70) |
540 (55) |
635 (64) |
|
12ГН3МФАЮДР-Сш |
ТУ 14-14145-80 |
Листовой |
От 10 до 50 вкл. |
690 (70) |
785 (80) |
630 (64) |
720 (74) |
|
15Г20Ф |
Листовой |
До 32 вкл. |
390 (40) |
530 (54) |
355 (36) |
485 (49) |
|
|
фасонный |
До 20 вкл. |
390 (40) |
530 (54) |
355 (36) |
485 (49) |
||
|
13ХГМРБ |
ТУ 14-1-1156-79 |
Листовой |
От 16 до 60 вкл. |
590 (60) |
667 (70) |
540 (55) |
625 (64) |
|
14ХГ2МДАФБ |
ТУ-14-1-2569-79 |
Листовой |
От 4 до 60 вкл. |
690 (70) |
795 (81) |
630 (64) |
725 (74) |
|
09Г2-3 |
ТУ 14-16-30-90 |
Листовой |
До 20 вкл. |
345 (35) |
460 (47) |
330 (34) |
440 (45) |
|
Св.20 до 32 вкл. |
335 (34) |
460 (47) |
320 (33) |
440 (45) |
|||
|
16ГС-2 |
ТУ 14-16-30-90 |
Листовой |
До 20 вкл. |
335 (34) |
480 (49) |
320 (33) |
460 (47) |
|
Св.20 до 32 вкл. |
315 (32) |
470 (48) |
300 (31) |
450 (46) |
|||
|
16ГС-3 |
ТУ 14-16-30-90 |
листовой |
До 20 вкл. |
355 (36) |
500 (51) |
340 (35) |
480 (49) |
|
Св.20 до 32 вкл. |
335 (34) |
490 (50) |
320 (33) |
470 (48) |
|||
Примечание: При определении расчетных сопротивлений металлопроката и труб были приняты следующие коэффициенты по материалу:
- для сталей с пределом текучести до 380 МПа (39 кгс/см2) - 1,05;
- для сталей пределом текучести более 380 МПа (39 кгс/см2) - 1,10.
При соответствующих этому условию методах обработки наибольшие искривления элементов, подлежащих холодной правке, определяется по формулам, приведенным в таб.7.
Таблица 8
Критерии, определяющие возможность правки проката в холодном состоянии
|
Профиль металла |
Характер деформации |
Эскиз |
Радиус кривизны |
Стрела прогиба |
|
1 |
2 |
3 |
4 |
5 |
|
Лист, универсальная полоса |
Волнистость |
|
50 б |
|
|
То же |
Саблевидность |
|
- |
|
|
Уголок |
Погнутость относительно АА ББ
|
|
90 b |
|
|
90 b1 |
|
|||
|
Швеллер |
Погнутость относительно АА ББ
|
|
50 h |
|
|
90 b |
|
|||
|
Двутавр |
Погнутость относительно АА ББ |
|
50 h |
|
|
Труба |
Погнутость |
|
60 d |
|
|
Круг |
Погнутость |
|
60 d |
|


Примечание: Р - радиус кривизны;
f - стрела прогиба;
D - ширина листа;
b - толщина металла;
d1, d2 - ширина полки уголка, швеллера или двутавра;
h - высота швеллера или двутавра;
L - длина волны;
d - диаметр трубы, круга
При искривлениях проката из низкоуглеродистых сталей (содержание С не более 0,22%) по ГОСТ 380-88 и ГОСТ 1050-88 и низколегированных сталей по ГОСТ 19281-89, превышающих величины, указанные в табл.7 правка допускается только в горячем состоянии при общем или местном нагреве металла до температуры не ниже 1100оС с окончанием правки при температуре не ниже 700оС. Охлаждать металл после правки можно на воздухе при температуре не ниже 0оС.
Температурный режим правки металла, обеспечивающий сохранение его свойств согласно требованиям соответствующих государственных стандартов, определяется технологической документацией, разработанной предприятием.
3.3.4. Правка проката направкой валиков сваркой не допускается.
3.3.5. После правки, зазор между натянутой струной и обушком уголка, полкой или стенкой швеллера и двутавра 1,001 (l - длина проката), но не более 10,0 мм.
3.3.6. Прокат с дефектами поверхности в виде расслоений, трещин, раскатания пузырей и чешуйчатости для изготовления металлоконструкций не допускается.
3.3.7. Вырезки заготовок элементов металлоконструкции из проката допускаются любым способом резки.
3.3.8. Кромки заготовок деталей после кислородной или дуговой (воздушной и кислородной) резки должны быть очищены от грата, шлака, брызг и наплывов металла и не иметь зарезов, в целом занимающих более 20% общей длины кромки. Длина одного зареза допускается не более 150 мм, глубина - не более 2 мм. Непрямолинейность реза более 1 мм и наплывы металла должны быть удалены и зачищены механическим способом.
После дуговой (воздушной и кислородной) резки кромки деталей перед сваркой должны быть обработаны механическим способом на глубину 1,5 - 2 мм от наибольшей впадины реза.
3.3.9. Кромки заготовок деталей, отрезанных ножницами, не должны иметь заусениц и завалов, превышающих 1 мм, а также трещин и расслоений.
3.3.10. Кромки заготовок деталей из углеродистых и низколегированных сталей, не подлежащих сварке, в расчетных элементах, работающих на растяжение, а также в деталях, расположенных по направлению усилия в растянутой зоне изгибаемых элементов, после кислородной и дуговой резки (воздушной и кислородной) и после резки на ножницах должны быть подвергнуты механической обработке (строжке, фрезеровке и т.п.)
Необходимость механической обработки кромок деталей должна указываться в чертежах или в технической документации.
3.3.11. Кромки под сварку могут быть обработаны любым из способов, обеспечивающих получение заданных в рабочих чертежах форм, размеров и шероховатостей поверхностей.
Предельные отклонения размеров при обработке кромок под сварку:
Плоскости кромок от прямого угла для стыковых соединений без скоса кромок (рис.1) ±5о, для тавровых соединений (рис.2) ±5о. для нахлесточных соединений (рис.3) ±6о;
|
Рис.1 |
Рис.2 |
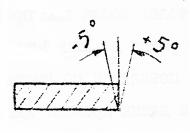
Угла разделки α. величины притупления с рис.4) для ручной дуговой сварки - по ГОСТ 5264-80, для автоматической и полуавтоматической сварки под флюсом - по ГОСТ 8713-79, для полуавтоматической сварки порошковой проволокой и в углекислом газе - по ГОСТ 14771-76.
|
Рис.3 |
Рис.4 |
3.3.12. При сварке встык листов разной толщины предельная разность S и S1 должна составлять:
Для ручной дуговой сварки:
|
При S ≤ 4 мм по разности толщин |
S1 - S не более S1 - S то же |
0,7S 0,6S |
|
При S = 4-8 мм то же |
||
|
При S = 9-11 мм " |
S1 - S " |
0,4S |
|
При S = 12-25 мм " |
S1 - S " |
5,0 мм |
|
При S > 25 мм " |
S1 - S " |
7,0 мм |
Для автоматической и полуавтоматической сварки под флюсом
|
При S = 2-3,9 мм разность толщин |
S1 - S не более |
1 мм |
|
При S = 4-30 мм то же |
S1 - S то же |
2 мм |
|
При S = 32-40 мм " |
S1 - S " |
4 мм |
|
При S > 40 мм " |
S1 - S " |
6 мм |
Для полуавтоматической сварки порошковой проволокой и в углекислом газе:
|
При S = 2-3,9 мм разность толщин |
S1 - S не более |
1 мм |
|
При S = 4-8 мм то же |
S1 - S то же |
2 мм |
|
При S = 9-11 мм " |
S1 - S " |
2,5 мм |
|
При S = 12-25 мм " |
S1 - S " |
3,0 мм |
|
При S = 26-40 мм " |
S1 - S " |
4,0 мм |
|
При S > 40 мм " |
S1 - S " |
5,0 мм |
Подготовка кромок листов под сварку встык должно выполняться в этом случае так же, как и у листов одинаковой толщины.
Если разность толщин кромок листов, свариваемых встык, превышает указанную величину S1-S при одностороннем превышении кромок или величину (S1-S) при двухстороннем превышении кромок, то на листе, имеющем большую толщину, должен быть сделан скос одной или двух сторон листа длиной L, равной 5 (S1-S) при одностороннем превышении кромок или 2,5 (S1-S) при двустороннем превышении толщины тонкого листа (рис.5).
|
|
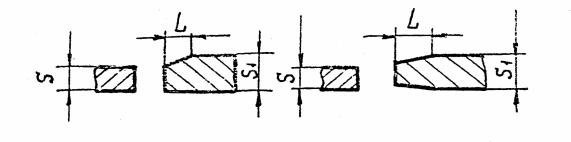
Рис.5
3.3.13. Холодную гибку при изготовлении деталей гнутой формы разрешается производить, если будут выдержаны требования, указанные в табл.9.
Таблица 9
Критерии, определяющие возможность холодной гибки при изготовлении деталей
|
Профиль металла |
Гибка относительно |
Эскиз |
Радиус кривизны P min |
Стрела прогиба f max |
|
1 |
2 |
3 |
4 |
5 |
|
Лист, универсальная полоса |
АА |
|
25 б |
|
|
Уголок |
АА ББ |
|
45b |
|
|
Швеллер |
АА |
|
25 h |
|
|
ББ |
45 b |
|
||
|
Двутавр |
АА |
|
25 h |
|
|
ББ |
25 b |
|
||
|
Труба |
|
|
30 α |
|
|
Круг |
|
|
30 α |
|
Примечание: P - радиус кривизны;
f - стрела прогиба;
б - толщина металла;
b - ширина полки уголка, швеллера, двутавра
h - высота швеллера или двутавра
L - длина развертки
d - диаметр трубы
Изготовление деталей с меньшим радиусом кривизны должно производиться горячей гибкой.
Режим нагрева и охлаждения при горячей гибке должен быть такой же, как и при горячей правке.
3.3.14. Гибка уголков и высадка деталей конструкций должны производиться в горячем состоянии с последующим медленным охлаждением.
3.3.15. При изготовлении деталей металлоконструкций должна учитываться усадка, вызываемая наложением сварных швов.
Величина припуска, компенсирующего усадку, если она не указана в технологической документации, при сварке листов встык должна быть равна 0,1 толщины свариваемых деталей на каждый стык. Припуски для других сечений указаны в табл.10.
3.3.16. Если размеры листового или фасонного проекта, поставляемого по стандартам или в технологическим условиям, не позволяют изготовить детали целиком, они могут выполняться составными из нескольких частей.
Таблица 10
|
Тип конструкции |
Характеристика свариваемого сечения |
Припуск на усадку при сварке |
|
Составная балка с составными стенками без ребер жесткости |
Высота сечения до 400 мм |
Для стыковых швов по 1,0 мм на каждый шов |
|
То же |
Высота сечения более 400 мм |
Для стыковых швов по 1,5 мм на каждый шов |
|
Сплошная балка с ребрами жесткости |
Площадь сечения до 800 см2 |
По 0,5 мм на каждую пару приваренных ребер |
|
То же |
Площадь сечения до 800 см2 |
По 1,0 мм на каждую пару приваренных ребер |
|
Решетчатые балки |
Секции башен, стрел, гуськов |
Для стыковых швов по 1,0 мм на каждый стык |
3.4. Разметка
3.4.1. Разметку заготовок элементов металлоконструкций производить с соблюдением следующих требований:
длина пристыкованного элемента должна быть не менее 15σ (σ - толщина листа, полки уголка), но не менее 150 мм;
стыки поясов должны быть смещены по отношению к стыкам стенок не менее, чем на 150 мм;
стыки поясов и стенок должны стоять от диафрагмы е менее, чем на 50 мм (рис.6);
в решетчатых конструкциях стыки поясов должны располагаться на расстоянии не менее 150 мм от кромок узловых косынок и взаимное расположение их в смежных сечениях должно соответствовать рис.7.
3.5. Сборка и подготовка металлоконструкций к сварке
3.5.1. При сборке под сварку должна быть обеспечена точность сборки деталей в пределах размеров и допусков, установленных рабочими чертежами.
Для обеспечения требуемой точности сборки следует применять специальные сборочно-сварочные кондукторы и приспособления, которые должны исключать возможность деформаций и не затруднять выполнение сварочных работ.
3.5.2. Приспособления, применяемые при сборке под сварку, должны периодически проверяться ОТК. Периодичность проверки устанавливается предприятием.
3.5.3. Принудительная пригонка деталей и элементов, нарушающая конструктивные формы, предусмотренные чертежом, запрещаются.
3.5.4. Свариваемые кромки и прилегающие к ним зоны металла шириной не менее 20 мм перед сборкой должны быть очищены от ржавчины, грязи, масла, влаги и др. На свариваемых кромках допускаются следы ржавчины и окалины после прокатки.
При необходимости непосредственно перед сваркой производится дополнительная очистка мест сварки и удаление конденсационной влаги; элементы, покрытые льдом, должны быть обогреты и просушены; продукты очистки не должны оставаться в зазорах между собранными деталями;
Зачистку можно производить любыми способами, обеспечивающими требуемое качество.
3.5.5. Детали, предназначенные для точечной сварки, в местах соединения с двух сторон должны быть очищены от окалины, коррозии и загрязнений.
3.5.6. При сборке конструкций под сварку детали устанавливают таким образом, чтобы обеспечить возможность выполнения сварных швов преимущественно в нижнем положении.
3.5.7. При сборке конструкций под сварку между свариваемыми деталями необходимо обеспечивать зазоры для всех типов сварных соединений;
для ручной дуговой сварки - по ГОСТ 5264-80;
для автоматической и полуавтоматической сварки под флюсом - по ГОСТ 6713-79;
для сварки в углекислом газе и порошковой проволокой - по ГОСТ 14771-76;
для сварки труб всеми видами сварки (ручной дуговой, полуавтоматической в углекислом газе, автоматической под слоем флюса и газовой) - по ГОСТ 16037-80;
для ручной дуговой сварки под острыми и тупыми углами - по ГОСТ 11534-75.
3.5.8. Местные повышенные зазоры должны быть устранены до начала общей сварки соединения. Если устранить зазоры поджатием деталей невозможно, то разрешается производить наплавку
Наплавку разрешается производить при длине зазора не более 10% общей длины шва и ширине не более 0,6 наименьшей толщины свариваемых деталей.
3.5.9. При сборке деталей под сварку допускаются следующие отклонения от проектного расположения деталей:
а) в стыковых соединениях
смещение свариваемых кромок относительно друг друга при толщине стыкуемых деталей не более 4 мм - до 0,5 мм; при толщине 4…10мм; при толщине свыше 10 мм - до 0,1 толщины стыкуемых деталей, но не более 3 мм (рис.8);
|
Рис.8 |
Рис.9 |
уступ кромок в плоскостях соединения для полок элементов и других свободных по ширине деталей не более 3 мм для деталей шириной до 400 мм и не более 4 мм для деталей шириной более 400 мм (рис.9);
уступ кромок в соединениях замкнутого контура не более 2 мм по всему периметру (рис.10);
б) в тавровых соединениях отклонение полки от заданного по чертежу положению не более 1:100 (рис.11).
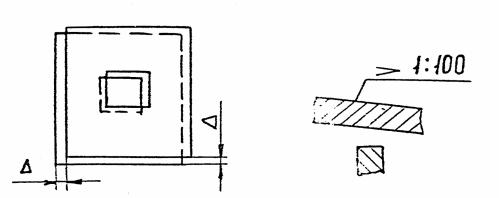
|
Рис.10 |
Рис.11 |
3.5.10. Сборка под сварку должна обеспечить получение отклонений линейных размеров готовых сварных соединений, если они не оговорены чертежами, не более в табл.11.
Таблица 11
Допускаемые отклонения линейных размеров сварных соединений
|
Измеряемый размер, мм |
Предельные отклонения размеров, мм |
Номер стандарта |
|
До 80 |
±1 |
- |
|
Свыше 80 до 500 |
±1Т17 2 |
ОСТ 48-161-79 |
|
Свыше 500 до 10000 |
±1Т16 2 |
ОСТ 48-161-79 |
3.5.11. Собранные на стендах или в приспособлениях детали металлоконструкций после проверки их положения должны закрепляться при помощи прихваток, струбцин, скоб, пневматических или гидравлических зажимов
3.5.12. Прихватка элементов сварных соединений при сборке должна выполняться сварщиком той же квалификации, что и при сварке, с использованием тех же сварочных материалов. Если прихватка и сварка соединений выполняется различными видами сварки (прихватка вручную, а сварка автоматами или полуавтоматами), то сварочные материалы могут отличаться.
Прихватка расчетных элементов сварных несущих металлоконструкций должна выполняться сварщиками, аттестованными в соответствии с Правилами аттестации сварщиков Госгортехнадзора и имеющих удостоверение.
3.5.13. Прихватки необходимо размещать в местах расположения сварных швов.
Количество и размеры прихваток, а также последовательность их наложения определяются технологическим процессом изготовления.
Разрешается наложение прихваток вне мест расположения швов для временного скрепления деталей, если они не создают дополнительных концентраторов напряжения в ответственных элементах металлоконструкций. В дальнейшем эти прихватки должны быть удалены, а места их размещения зачищены.
3.5.14. По окончании сборочных работ шва прихваток и места под сварку должны быть зачищены от шлака, окалины, брызг.
Прихватки, имеющие дефекты, должны быть удалены и выполнены вновь.
3.5.15. Сборка под сварку должна обеспечивать получение отклонений от геометрических размеров в готовой сборочной единице не более величин, указанных в чертежах и табл.12, 13, 14.
Таблица 12
Отклонения от геометрических размеров металлоконструкций стреловых самоходных и башенных кранов
|
Наименование и обозначение параметров |
Эскиз |
Предельные отклонения для кранов |
|||
|
стреловых |
башенных |
||||
|
Непрямолинейность оси башни Н, мм. Неперпендикулярность оси башни или ее отдельных секций к плоскости ее основания ΔН1 |
|
Ось башни |
__11__ 500 |
__11__ 500 |
|
|
__11__ 500 |
|||||
|
Непрямолинейность оси стрелы ΔL, мм |
|
__L__ 500 |
__L__ 1000 |
||
|
Непрямолинейность оси стрелы (гуська) или отдельных секций и оси шарнира стрелы (гуська) или плоскости стыка секций ΔL, мм |
|
__L__ 500 |
|||
|
Отклонение по высоте НО оголовка поворотной башни ΔY, мм. Отклонение верха оголовка поворотной башни по горизонтали ΔХ, мм. Отклонение расстояние между осями поворотной башни и опорного шарнира стрелы ΔR. мм |
|
- |
±__Н__ 250 |
||
|
- |
±__Н__ 250 |
||||
|
- |
±__R__ 250 |
||||
|
Отклонение осевых линий элементов оот проектной геометрической схемы Δ, м |
|
±5 |
|||
|
Допустимый зазор α между поясным уголком и раскоосом |
|
1 |
|||
|
Непрямолинейность оси отдельных секций башни или стрелы ΔМ, мм |
|
__М__ 800 |
|||
|
Разность диагоналей поперечного сечения башни или стрелы d1-d2 в месте стыка - Δα . мм в других сечениях - Δα, мм |
|
__b__ 800 |
|||
|
__b__ 800 |
|||||
|
|
|||||
|
Отклонение высоты и ширины поперечного сечения башни или стрелы ΔВ, мм |
|
±__L__ 500 |
|||
|
Непрямолинейность оси пояса поперечины или раскоса решетчатых башен и стрел в зависимости от их длины между узлами Δl, мм |
|
__l__ 250 |
__l__ 250 |
||
|
Непрямолинейность Δm от оси пояса или поперечины стрелы из тонкостенных оболочек (толщиной до 4 мм) в зависимости от их длины между узлами (в двух плоскостях), мм |
Измерения производятся в ненагруженном состоянии |
|
__m__ 500 |
||
|
Непрямолинейность деформированного участка с размерами S оболочки стрелы (при толщине оболочки σ не более 4 мм при Х большем 0,250 и меньшем 0,75, мм Вмятины в тонкостенных элементов металлоконструкций "σ" мм |
|
n = 1.25σ |
|||
|
глубина |
|
0,5σ |
|||
|
длина |
|
3,0σ |
|||
Таблица 13
Допустимая деформация металлоконструкций мостовых и узловых кранов
|
Вид деформаций |
Величина допустимой деформации |
|
Неплоскостность элементов (местная деформация) поясов и стенок в листовых конструкциях коробчатого и двутаврового сечения |
Для мостовых и козловых кранов на длине между большими диафрагмами: Сжатый пояс f ≤ 2σn Вертикальные стенки f ≤ 5σn Растянутый пояс f ≤ 5σn σc - толщина стенки σn - толщина пояса
|
|
|
|
|
Деформация оболочки, поясов, решетки, трубчатого сечения (местная вмятина на длине 0,6d) d - диаметр сечения |
f ≤ 2σ σ - толщина элемента |
|
Местные деформации полок стержней в ферменных конструкциях на лине до 1,5 В |
f ≤ 3σ σ - толщина деформированной полки В - ширина деформированной полки |
|
Кривизна оси элемента ферменной конструкции (раскоса, стойки, пояса)
|
Для элементов вертикальных ферм мостовых и козловых кранов, ног козловых кранов, f ≤ 0.0035 l 'элементов стрел. Для элементов горизонтальных ферм, стяжек, перильных ферм f ≤ 0.007 Измерение проводится в двух перпендикулярных плоскостях l - расстояние по геометрической оси заделки элемента |
|
Изогнутость главных балок, ферм в плане. Значение изогнутости по поясам
|
f ≤ 0.002Lk Для одноблочных кранов с балкой двутаврового сечения, не имеющих дополнительных ферм и несущих балок f ≤ 0.005 Lk Для всех кранов При расположении подтележечного рельса над вертикальной стенкой балки (пояса фермы) смещение оси рельса от оси стенки не должно превышать 2 , где σ - толщина стенки. При расположении подтележечного рельса вне зоны стенки допускаемое смещение оси рельса определяется возможностью свободного передвижения тележки. |
|
Скручивание главных балок
|
В любом сечении по пролету f ≤ 0.001 Lk Для однобалочных кранов с балкой двутаврового сечения без ферм и несущих балок f ≤ 0.002 Lk Для главных балок листовой конструкции, ферменных конструкций мостовых и козловых кранов |
Таблица 14
Отклонение от геометрических размеров в рабочем оборудовании металлоконструкций подъемников
|
Наименование предельных отклонений |
Значения |
Чертежи |
|
Непрямолинейность ΔL оси колена, мм |
|
|
|
Неперпендикулярность Δl оси колен к оси шарнира, мм |
__L__ 500 |
|
|
Непараллельность Δl осей двух смежных колен стрелы в плане, мм |
|
|
|
Непрямолинейность n деформированных участков с размерами S оболочки колена больше 0,25Q и менее 0.75Q (при толщине оболочки б не более 4 мм) |
n ≤ 1.25 |
|
|
Неплоскостность q поверхности металлоконструкций, сопрягаемых с опорно-поворотным устройством, в зависимости от габаритного диаметра D, мм |
__D__ 10000 |
|
3.5.16. При сборке под сварку в начале и конце стыковых швов должны, как правило, устанавливаться выводные планки. Необходимость установки выводных планок и их размеры, которые должны быть не менее а = 60 мм, в - 80 мм (рис.12), определяется технологическим процессом изготовления. Выводные планки должны иметь такую же разделку, как свариваемые детали.
Выводные планки должны быть установлены в одной плоскости со свариваемыми деталями и плотно прилегать к их зачищенным кромкам.
Допуски на точность установки выводных планок такие же, как и при сборке деталей под сварку.
3.5.17. Металл, при сварке, должен быть защищен от сварочных брызг.
3.5.18. Собранные под сварку металлоконструкции и отдельные составные части, подлежащие сварке, должны быть предъявлены ОТК. Принятые металлоконструкции и составные части должны иметь условное обозначение или промежуточное клеймо ОТК, свидетельствующее о разрешении на выполнение последующих операций.
3.5.19. Дефектные места в швах сварных соединений металлоконструкций должны исправляться заваркой.
Заварка производится только после полного удаления дефектного шва и подготовки места под сварку в соответствии и требованиями технологической документации и настоящих технических условий.
3.5.20. Места подготовленные под заварку должны быть приняты работником технического контроля.
3.5.21. Дефектные швы и их отдельные участки допускается ремонтировать любым способом, обеспечивающим требуемое качество сварного соединения.
3.5.22. Исправленные швы сварных соединений должны быть проконтролированы в соответствии с требованиями настоящих технических условий.
3.5.23.Не допускается исправление дефектного участка более двух раз.
3.6. Сварка металлоконструкций
3.6.1. Сварку металлоконструкций необходимо производить в соответствии с требованиями технологического процесса, утвержденного в установленном порядке.
3.6.2. К выполнению сварочных работ должны допускаться сварщики, выдержавшие испытания в соответствии с "Правилами аттестации сварщиков" Госгортехнадзора.
3.6.3. Способ сварки должен соответствовать указанному в чертеже на конкретное сварное соединение.
3.6.4. Для всех способов сварки рекомендуется применять источники питания постоянного тока. Применение переменного тока допускается в тех случаях, когда колебания сетевого напряжения не превышают ±6%.
3.6.5. Во избежание создания в металлоконструкциях при сварке реактивных напряжений рекомендуется, в свою очередь, выполнять в свободном состоянии стыковые швы, расположенные перпендикулярно силовому потоку, затем остальные стыковые швы и в последнюю очередь - угловые и тавровые.
3.6.6. Сварные соединения несущих элементов металлоконструкций должны иметь клеймо, позволяющее установить фамилию сварщика в процессе эксплуатации изделия.
3.6.7. Сварочные работы должны выполняться обеспечением требований по технике безопасности, действующих на предприятии, карт технологического процесса к ГОСТ 12.3.003-86.
3.6.8. Сварочные работы, как правило, должны обеспечивать выполнение сварных швов в нижнем положении. Выполнение вертикальных и потолочных швов допускается в случаях, когда металлоконструкция по своим габаритам не может быть установлена в нужное положение или если это предусмотрено технологическим процессом.
Для крупногабаритных сборочных единиц рекомендуется применять манипуляторы, позиционеры, кантователи и другие специальные приспособления.
3.6.9. Перед сваркой необходимо очистить сварочную проволоку от грязи и ржавчины; электроды и флюс просушить и прокалить по режимам, указанных в паспортах на эти материалы.
3.6.10. По окончании сварки швы и прилегающими к ним зоны должны быть очищены от шлака, брызг и натека металла, а выводные планки удалены термической резкой.
3.7. Контроль качества ремонта и изготовления металлоконструкций и методы испытаний.
3.7.1. Контроль качества ремонта и изготовление металлоконструкций должен осуществляться в установленном на предприятии порядке и включать в себя:
контроль квалификации сварщиков;
контроль состояния сборочно-сварочных приспособлений, оборудования и аппаратуры;
контроль качества сварочных материалов
контроль качества подготовки и сборки деталей и сборочных единиц под сварку;
контроль качества сварных соединений.
3.7.2. Контроль качества подготовки и сборки деталей под сварку должен производиться ОТК предприятия в соответствии с требованиями чертежа и технологического процесса. При этом должно быть проверено:
зазоры в соединениях, смещение кромок правильность сборки деталей и их крепление в сборочных приспособлениях:
качество прихваток и правильность их наложения:
соответствие сварочных материалов и квалификации сварщиков требованиям технологического процесса.
3.7.2. В процессе сварки должны контролироваться:
применяемые сварочные материалы, режим сварки;
исправность сварочного оборудования; очередность наложения швов;
правильность клеймения швов.
3.7.4. Контроль качества сварных соединений должен осуществляться следующими методами:
визуальным осмотром и замером швов;
радиографическим;
ультразвуковым;
испытанием механических свойств образцов из контрольных пластин (в дальнейшем образцов-спутников);
испытанием швов на непроницаемость.
3.7.5. Визуальному осмотру должны подвергаться 100% сварных швов металлоконструкций для выявления наружных трещин, наплывов, наружных пор, незаваренных кратеров, соответствие формы и размеров швов требованиям соответствующих стандартов и чертежей.
3.7.6. В сварных швах не допускается:
непровары по сечению швов в соединениях, доступных сварке с двух сторон, глубиной более 5% толщины основного металла, если эта толщина не превышает 40 мм, и более2 мм, если толщина основного металла превышает 40 мм. Длина непровара должна быть не более 50 мм и общая длина участка непровара не более 200 мм на 1 м шва;
непровары в корне шва в соединениях, доступных сварке только с одной стороны, без подкладок, глубиной более 15% толщины основного металла, если эта толщина не превышает 20 мм, и более 3 мм, если толщина основного металла превышает 20 мм;
размеры отдельных шлаковых включений или пор либо скоплений их по глубине шва более 10% при толщине свариваемого металла до 20 мм и более3 мм при толщине свариваемого металла свыше 20 мм;
шлаковые включения, расположенные цепочкой или сплошной линией вдоль шва при суммарной их длине, превышающей 200 мм на 1 м шва;
скопления газовых пор в отдельных участках шва в количестве более 5 на 1 см2 шва;
суммарная величина непроваров, шлаковых включений и пор, расположенных отдельно или цепочкой, превышающая в рассматриваемом сечении при двусторонней сварке 10% толщины свариваемого металла или более 2 мм, при односторонней сварке без подкладок - 15% или более 3 мм;
подрезы и наплывы.
3.7.7. Проверка соответствия размеров швов заданным на чертежах должна производиться путем замера.
3.7.8. Контролю радиографическим методом подвергаются все стыковые сварные соединения несущих и расчетных элементов металлоконструкций, при этом:
обязательному контролю подвергаются начало и окончание сварного шва стыковых соединений поясов и вертикальных стенок коробчатых и ферменных конструкций;
на каждом стыке растянутого пояса общая длина снимка должно быть не менее 100% длины шва;
на стыках сжатых поясов и вертикальных стенок длина снимка должна быть не менее 25% длины шва;
на каждом стыке конструкций стрел, хоботов т реечных коробок длина снимка должна быть не менее 100% длины шва; во всех остальных случаях длина снимков должна быть не менее 25% длины шва.
3.7.9. Порядок контроля сварных швов радиографическим методом обработка и оформление результатов контроля должны соответствовать требованиям ГОСТ 7512-82.
3.7.10. Работы по контролю радиографическим методом должны производиться в соответствии с требованиями по технике безопасности.
3.7.11. Контроль методом ультразвуковой дефектоскопии проводится в соответствии с ГОСТ 14782-86 и Методических указаний РД НКЦ КРАН-001-92 "Ультразвуковой контроль сварных металлоконструкций при проведении обследования грузоподъемных кранов" и может применяться для контроля стыковых сварочных соединений, недоступных для радиографического метода, при ремонте металлоконструкций изделия.
3.7.12. Перед началом ремонта (изготовления) должны проводиться испытания механических свойств образцов-спутников.
3.7.13. Сварку контрольного образца-спутника выполняет тот же сварщик, который будет производить сварку металлоконструкции, в условиях полностью отвечающих условиям изготовления металлоконструкций при тех же сварочных материалах и режимах сварки.
3.7.14. Проверка механических свойств сварного соединения на контрольных образцах-спутниках, сваренных встык, производится независимо от вида сварного соединения изделия.
Образцы испытываются после снятия усиления шва.
3.7.15. Порядок испытаний образцов-спутников должен удовлетворять требованиям ГОСТ 6996-66.
3.7.16. Механические испытания контрольных образцов проводят с целью проверки соответствия прочностных и пластических характеристик сварных соединений при изготовлении металлоконструкций.
3.7.17* Перечень сборочных единиц, подвергающихся контролю этим методом, устанавливает предприятие.
3.7.18. Периодичность проведения механических испытаний по ГОСТ 6996-66 на специализированном предприятии устанавливается через определенное количество сборочных единиц или через определенное количество дней, но они должны проводиться не реже одного раза в месяц.
При выполнении сварочных работ на неспециализированном предприятии контрольные образцы должны свариваться каждым сварщиком, участвующим в сварке металлоконструкций машины, в количестве, предусмотренном ГОСТ 6996-66 для каждого вида испытаний.
3.7.19. Контрольные образцы сваривает сварщик который будет сваривать металлоконструкции, в условиях, полностью отвечающих условиям изготовления металлоконструкций при тех же сварочных материалах и режимах сварки.
3.7.20. Проверка механических свойств сварного соединения на контрольных образцах, сваренных встык, производится независимо от вида сварного соединения изделия путем испытаний:
на статическое растяжение;
на статический изгиб.
Образцы испытываются после снятия усиления шва.
3.7.21. Образцы, предназначенные для испытания сварного соединения на статическое растяжение, должны изготавливаться по ГОСТ 6996-66 (раздел 8).
3.7.22. Образцы, предназначенные для испытания сварного соединения на статический изгиб, должны изготавливаться по ГОСТ 6996-66 (раздел 9), при этом шов должен быть расположен поперек образца (тип XXVII, XXVIII).
3.7.23. Для испытания образцов на растяжение и изгиб сварщики должны сварить встык с проваром вершины шва с обратной стороны (допускается предварительная подрубка) пластины из листов той же толщины и марки стали, что и основные элементы металлоконструкций, с использованием тех же сварочных материалов и режимов сварки.
3.7.24. Пластины необходимо сваривать в тех же положениях, в которых сварщики выполняют швы при изготовлении изделий (в нижнем, нижнем и вертикальном, вертикальном и потолочном и т.д.)
Подварка вершины шва должна выполняться в тех же положениях, что и основная сварка.
3.7.25. При определении размеров пластин для изготовления контрольных образцов необходимо учесть припуск на отрезку полос в начале и конце шва шириной не менее 30 мм.
3.7.26. Количество образцов для проверки на растяжение и изгиб устанавливается предприятием, но должно быть не менее двух для каждого вида испытаний.
3.7.27. Результаты испытания контрольных образцов считается удовлетворительным, если:
временное сопротивление разрыву металла шва не ниже нижнего предела временного сопротивления основного металла, установленного государственным стандартом или техническими условиями для данной марки стали;
угол изгиба: для углеродистой стали не менее 120о, для низколегированных сталей толщиной до 20 мм - 80о и свыше 20 мм - 60о.
Отклонение показателей механических свойств от нормативных не должно превышать значений, указанных в государственных стандартах на испытание.
3.7.28. При получении неудовлетворительных результатов испытаний должно быть проведено повторное испытание на удвоенном количестве образцов. В случае получения неудовлетворительных результатов при повторных испытаниях, сварщик выполнивший сварку контрольных образцов-спутников не допускается к сварке металлоконструкций или проходит переаттестацию.
3.7.29. Отклонения размеров основных элементов металлоконструкций не должны превышать нормы, установленные действующим стандартом или настоящими техническими условиями.
3.1.30. Контроль швов на непроницаемость должен проводиться в сборочных единицах, к которым согласно конструкторской документации предъявляются требования герметичности швов. Контроль швов на непроницаемость выполняется следующими методами по ГОСТ 3442-79:
испытание гидравлическим давлением;
испытание воздушным давлением;
смачиванием керосином;
испытанием аммиаком.
3.7.31. Методы контроля швов на непроницаемость определяет предприятие-изготовитель. Контроль швов проводят на основании технологической документации, разработанной предприятием.
3.8 Устранение дефектов в швах сварных конструкций
3.8.1. При ремонте металлоконструкций и изготовлении новых взамен забракованных швы с трещинами, а также непроварами и другими дефектами, превышающими допустимые, должны быть удалены до основного металла механическим путем или газовым резаком на длину дефектного места плюс по 10 мм с каждой стороны при условии сохранения основного металла.
3.8.2. Применение электрической дуги для выплавки дефектных участков не допускается. Подварка шва без вырубки запрещается.
3.8.3. Технология работ по устранению дефектов в швах металлоконструкций должно обязательно включать в себя следующую последовательность подготовки дефектных участков под сварку;
удаление старого шва до основного металла;
правку (при необходимости)
зачистку поверхностей свариваемых кромок от излишков металла, ржавчины и прочих загрязнений.
3.8.4. Дефектные места в швах сварных соединений должны исправляться заваркой. Исправлять неплотные швы зачеканкой запрещается.
Заварка производится только после полного удаления дефектного шва или его участка и подготовки места под сварку в соответствии с требованиями технической документации и настоящих технических условий.
3.8.5. Дефектные швы и их отдельные участки допускается заваривать любым способом, обеспечивающим требуемое качество сварного соединения.
При заварке отдельного участка шва должно быть обеспечено перекрытие прилегающих концов основного шва.
3.8.6. Исправленные швы сварных соединений должны быть повторно проконтролированы.
3.8.7. Не допускается исправление дефектного участка более двух раз.
3.8.8. Остаточные деформации в сварных соединениях, превышающие допустимые, устраняются механической (в холодном и горячем состоянии изделия) или термической правкой. Способ правки выбирается в соответствии с технологической документацией и требованиями настоящих технических условий.
3.8.9. Швы сварных соединений должны удовлетворять следующим требованиям:
иметь гладкую или мелкочешуйчатую поверхность и плавный переход к основному металлу. Неровность поверхности шва не должна превышать 0,5 мм и для легкодоступных швов и 1 мм - для труднодоступных;
наплавленный металл должен быть плотным по всей длине шва, не иметь скоплений и цепочек поверхностных пор и шлаковых включений, прожогов и свищей;
все кратеры должны быть заварены.
3.8.10. В сварных соединениях не допускаются: трещины всех видов и направлений, расположенных в швах и околошовной зоне, в том числе и микротрещин
4. ЗАЩИТНЫЕ ПОКРЫТИЯ
4.1. Для защиты от коррозии на поверхности отремонтированных или вновь изготовленных металлоконструкций должны наноситься лакокрасочные покрытия.
4.2. Подготовка металлических поверхностей перед окрашиванием по ГОСТ 9.402-80, а также нанесение лакокрасочных покрытий должны вестись в соответствии с технологической документацией, разработанной предприятием.
4.3. Основными операциями технологического процесса получения лакокрасочного покрытия являются: подготовка поверхности; грунтование; местное шпатлевание; окрашивание.
4.4. Подготовку поверхности и окраску следует производить в отапливаемом вентилируемом помещении при температуре не ниже 18оС и относительной влажности не более 75%. Допускается при необходимости выполнение указанных работ на открытом воздухе при температуре не ниже 10оС при отсутствии запыленности и влажности более 75%. Помещения должны соответствовать требованиям ГОСТ 9.402-80.
Технология подготовки поверхностей под окраску, методы окраски, технические требования к состоянию поверхностей и допустимые нормы при выполнении указанных работ - согласно ГОСТ 9.402-80.
5. ПРАВИЛА ПРИЕМКИ
5.1 Отремонтированные или изготовленные вновь, взамен выбракованных, металлоконструкции должны быть приняты работником технического контроля предприятия с оформлением следующих документов:
сертификата на металл, сварочные материалы;
журнал входного контроля материалов, полуфабрикатов (приложение 2);
акт проверки технологических свойств электродов (приложение 3);
акт дополнительных испытаний материалов (приложение 4);
карта пооперационного контроля (приложение 5) при ремонте (изготовлении) металлоконструкции изделия;
акт визуального осмотра сварных швов контрольных образцов (приложение 6);
Заключение по неразрушающим методам контроля качества сварных швов (приложение 7);
акт проверки соответствия изделия требованиям документации (приложение 8);
акт на грунтовку и покраску металлоконструкции (приложение 9);
журнал регистрации брака в сварных швах (приложение 10);
журнал учета готовой продукции (приложение 11);
журнал учета рекламаций (приложение 12);
Предъявляемые к приемке металлоконструкции не должны быть загрунтованы.
5.2. Металлоконструкции должны проверяться на качество сварных соединений, правильность геометрических форм и размеров в соответствии с требованиями рабочих чертежей или ремонтной документации и настоящих технических условий.
5.3. Испытания отремонтированной или вновь изготовленной металлоконструкции производятся при испытании изделия в составе которой находится данная металлоконструкция.
6. ВЫДАЧА МЕТАЛЛОКОНСТРУКЦИЙ
6.1. Предприятие выдает заказчику отремонтированные или вновь изготовленные металлоконструкции изделия в количестве и номенклатуре, указанной в приемочном акте.
6.2. Комплектность выдаваемых металлоконструкций может быть изменена по согласованию с заказчиком.
6.3. выдача отремонтированных или вновь изготовленных металлоконструкций должна быть оформлена актом.
7. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
7.1. Эксплуатация изделий отремонтированных или вновь изготовленных проводится в соответствии с эксплуатационными документацией на эти изделия.
7.2. Изделия с отремонтированными или вновь изготовленными металлоконструкциями на месте эксплуатации должны быть подвергнуты полному техническому освидетельствованию в соответствии с Правилами устройства и безопасной эксплуатации грузоподъемных кранов Госгортехнадзора РФ и Правил устройства и безопасной эксплуатации подъемников (вышек) Госгортехнадзора РФ.
8. ГАРАНТИИ ПРЕДПРИЯТИЯ
8.1. Отремонтированные или вновь изготовленные металлоконструкции изделия должны быть приняты ОТК ремонтного предприятия.
8.2. Ремонтное предприятие гарантирует соответствие металлоконструкций требованиям настоящих технических условий при соблюдении условий монтажа, эксплуатации, транспортирования и хранения.
8.3. Гарантийный срок эксплуатации металлоконструкций после ремонта - 12 месяцев со дня ввода в эксплуатацию, а для вновь изготовленных - 18 месяцев.
В течение гарантийного срока ремонтное предприятие обязано безвозмездно ремонтировать вышедшие по его вине металлоконструкции.
Приложение 1
Рекомендуемое
|
А К Т №_______ |
|
На сдачу в капитальный ремонт изделий |
|
________________________________ |
|
наименование изделия |
|
"___"_______________19___г. |
|
Настоящий акт составлен представителем__________________________________________ наименование предприятия |
|
(изготовителя), должность и фамилия |
|
с одной стороны и представителем_______________________________________________ наименование предприятия |
|
организации (заказчика), должность и фамилия |
|
С другой стороны о том, что произведена сдача в капитальный ремонт___________________ _______________________________________________________________________________ Наименование и номер изделия |
|
Техническое состояние и комплектность___________________________________________ наименование изделия |
|
Соответствуют_________________________________________________________________ наименование и (или) номер нормативно технической документации |
|
Заключение____________________________________________________________________ наименование изделие и состав комплектности |
|
В капитальный ремонт___________________________________________________________ дата приемки |
|
Не принят______________________________________________________________________ указать отклонения от нормативно-технической документации и (или) другие |
|
_______________________________________________________________________________ причины отказа от приемки в ремонт |
|
Представитель ремонтного предприятия_____________________________________ подпись |
|
Представитель заказчика___________________________________________________ подпись |
|
М.П. ремонтного предприятия |
Приложение 2
Рекомендуемое
Форма журнала входного контроля
ЖУРНАЛ ВХОДНОГО КОНТРОЛЯ
|
Обозначения материала (полуфабриката) по стандарту или техническим условиям |
Номер сертификата |
Номер плавки |
Завод-изготовитель |
Количество |
Технические требования по стандарту, техническим условиям |
Замечания по приемке |
Дата приемки |
Заключение представителя технического контроля, подпись контролера |
|
|
|
|
|
|
|
|
|
|
Приложение 3
Форма акта проверки технологических свойств электрода
А К Т |
|
"___"________________19_____г. |
|
Произведена проверка электрода__________________________________________________ (тип, марка, стандарт, технические условия) |
|
___________, диаметр __________________, сертификат______________________________ номер сертификата |
|
Проверкой установлено: |
|
1) образование козырька________________________________________________________ |
|
2) горение дуги________________________________________________________________ характеристика дуги |
|
3)формирование шва____________________________________________________________ |
|
4) состояние поверхности покрытия_______________________________________________ |
|
5) отделимость шлака___________________________________________________________ |
|
6) прочность покрытия ____________________на стальную плиту_______________________ |
|
7) разность толщины покрытия___________________________________________________ |
|
8) наличие пор в наплавленном металле____________________________________________ |
|
9) технологические свойства электродов проверялись заваркой соединения______________ _______________________________________________________________________________ (вид и характер соединения, обозначение стандарта) |
|
__________________ в ______________________________ пространственном положении |
|
10) для сварки расчетно-плотных швов электроды____________________________________ ______________________________________________________________________________ излагается результат испытания и пригодность электродов для использования |
|
Руководитель сварочной группы_________________________________________________ (подпись) (инициалы и фамилия) |
|
Технический контролер_________________________________________________________ (подпись) (инициалы и фамилия) |
Приложение 4
Рекомендуемое
Форма акта дополнительных испытаний материалов
|
А К Т |
|||||||||
|
"___"_____________19___г. |
|||||||||
|
Произведена дополнительная проверка механических свойств материала при испытании образцов__________________________________________________________________________________ (тип образцов, обозначение стандарта) |
|||||||||
|
Материал_________________________________________________________________________________ (наименование, марка, стандарт, технические условия) |
|||||||||
|
Сертификат_______________________________________________________________________________ (номер сертификата) |
|||||||||
|
Завод-поставщик___________________________________________________________________________ |
|||||||||
|
РЕЗУЛЬТАТЫ МЕХАНИЧЕСКИХ ИСПЫТАНИЙ ОБРАЗЦОВ |
|||||||||
|
Номер образца |
Растяжение образцов по ГОСТ 1497-84 |
Ударный изгиб образцов |
Твердость по ГОСТ 9012-59 |
||||||
|
Номер анализа, дата |
Предел текучести, кгс/мм2 |
Временное сопротивление, кгс/мм2 |
Относительное удлинение, % |
Относительное сужение, % |
Номер анализа, дата |
Ударная вязкость по ГОСТ 9454-78, кгс/см2 |
Номер анализа, дата |
Твердость поверхности, Н8 |
|
|
Заключение технического контроля__________________________________________________________________________________ (излагается вывод о пригодности материала для изготовления металлоконструкции) |
|||||||||
|
Технический контролер_____________________________________________________________________ (подпись) (инициалы и фамилия) |
|||||||||
|
Испытания провел_________________________________________________________________________ (должность, подпись) (инициалы и фамилия) |
|||||||||
Приложение 5
Рекомендуемое
|
|
Разрешение на ремонт кранов (подъемников) с применением сварки № ____________ от ___________ Выдано ____________________округом Госгортехнадзора |
К А Р Т А
Пооперационного контроля при изготовлении (ремонте) металлоконструкции
Крана (подъемника)________________г.п._____________регистр.№_________________
|
Наименование контрольных операций |
Результат контроля |
Ф.И.О. контролера |
Подпись |
Дата |
|
1. Контроль ремонтнопригодности и дефектации элементов металлоконструкций |
|
|
|
|
|
2. Входной контроль соответствия применяемых материалов (металла, сварочных материалов) нормативно-технической документации |
|
|
|
|
|
3. Контроль соответствия заготовок и деталей чертежам и техническим условиям |
|
|
|
|
|
4.контроль соответствия сборки и подготовки сварных соединений чертежам, техническим условиям и технологическому процессу |
|
|
|
|
|
5. Контроль соответствия механических испытаний контрольных образцов требованиям технических условий |
|
|
|
|
|
6. Разрешение на сварку металлоконструкций сварщиком |
|
|
|
|
|
_______________________разряд, удостоверение ф.и.о |
|
|
|
|
|
______действительно до _________ личное клеймо__________________ |
|
|
|
|
|
7. Контроль качества сварных соединений и соответствия металлоконструкций в целом после ремонта требованиям чертежей и технических условий |
|
|
|
|
|
8. Контроль грунтовки и окраски металлоконструкций |
|
|
|
|
|
Приложение |
|
|
|
|
|
1. Чертеж №___________________ |
|
|
|
|
|
2. Технические условия__________ |
|
|
|
|
|
3.Выписка из сертификата на металл №________ |
|
|
|
|
|
4. Выписка из сертификата на электроды №_____________ |
|
|
|
|
|
5. Копия удостоверения сварщика №___________________ |
|
|
|
|
|
6.Протокол испытания контрольных образцов___________ |
|
|
|
|
|
7. Заключение по контролю сварных швов______________ |
|
|
|
|
Приложение 6
Рекомендуемое
Форма акта визуального осмотра сварных швов контрольных образцов
А К Т |
|
"____"_____________19___г. |
|
Произведен визуальный осмотр и замер сварных швов контрольных образцов____________________________количество_________________________________ наименование, типоразмер |
|
Образцы заверены электросварщиком_____________________________________________ (фамилия и инициалы) |
|
В ______________________________________пространственном положении, электродами______________________________диаметра__________________мм (марка, стандарт, технические условия) |
|
Сертификат_____________, тип сварного соединения по ГОСТ 5264-80 (номер) |
|
Проверкой установлено |
|
1) наличие подрезов_____________________________________________________________ |
|
2)наличие пор__________________________________________________________________ |
|
3) чешуйчатость шва____________________________________________________________ |
|
4)переход шва__________________________________________________________________ |
|
5)наплывы_____________________________________________________________________ |
|
6)наличие прожогов_____________________________________________________________ |
|
7) прямолинейность шва_________________________________________________________ |
|
8) размеры шва_________________________________________________________________ |
|
Качество сварных швов признано_________________________________________________ (излагаются результаты осмотра, проверки, измерения) |
|
Инженер по сварке______________________________________________________________ (подпись) (инициалы и фамилия) |
|
Технический контролер__________________________________________________________ (подпись) (инициалы и фамилия) |
|
Мастер участка_________________________________________________________________ (подпись) (инициалы и фамилия) |
Приложение 7
Обязательное
ФОРМА ЗАКЛЮЧЕНИЯ |
|
___________________________________ наименование организации |
|
______________________ "_____"_________________19_______г. |
|
_____________________ (адрес) |
|
ЗАКЛЮЧЕНИЕ |
|
Объект контроля________________________________________________________________ (наименование объекта контроля с указанием изготовителя или владельца) |
|
Контролю подвергались________________________________________________________ (наименование контролируемого параметра) |
|
______________________________________________________________________________ (его обозначение, цель контроля) |
|
Контроль проводился с применением_________________________________________ (указать метод контроля) |
|
__________________________________________________________________________ (наименование и обозначение средств контроля) |
|
Режим контроля_____________________________________________________________ ____________________________________________________________________________ |
|
Объем контроля______________________________________________________________ ____________________________________________________________________________ |
|
Результаты контроля__________________________________________________________ ____________________________________________________________________________ |
|
Приложение_________________________________________________________________ |
|
Главный сварщик _____________ _______________________________________________ (подпись) (инициалы и фамилия) |
|
Руководитель Группы дефектоскопии _____________ ___________________________________________ (подпись) (инициалы и фамилия) |
|
Контроль выполнил ____________________ _______________________________________ (должность, подпись) (инициалы и фамилия) |
Приложение 8
Рекомендуемое
Форма акта проверки соответствия изделия требованиям документации
А К Т |
|
"___"___________________19____г. |
|
Комиссия в составе_____________________________________________________________ (должность, фамилия и инициалы составивших акт) |
|
произвела осмотр_______________________________________________________________ (наименование изделия, обозначение чертежа, регистрационный номер) |
|
изготовленного (отремонтированного бригадой _____________________________________, (фамилия и инициалы бригадира) |
|
визуального осмотра и замер сварных швов, выполненных сварщиком__________________ ______________________________________________________________________________ (фамилия и инициалы) |
|
в ________________ месяце 19___г. |
|
Осмотр произведен для определения соответствия изделия требованиям нормативно-технической документации и чертежа. |
|
Комиссией установлено: |
|
1)__________________________________________________________________________ (излагаются результаты осмотра сварных швов, соответствие требованиям и стандартов) |
|
2)___________________________________________________________________________ (наличие или отсутствие дефектов в швах: подрезов, пор и т.д.) |
|
3) Маркировка металла и сварных швов выполнена________________________________ (вид маркировки) |
|
4)_____________________________________________________________________________ (излагаются результаты осмотра, соответствия изделия требованиям документации, |
|
пригодность изделия для использования) |
|
___________ ____________________________ (подпись) (инициалы и фамилия) |
|
|
|
___________ ____________________________ (подпись) (инициалы и фамилия) |
Приложение 9
Рекомендуемое
Форма акта на грунтовку и покраску металлоконструкций
А К Т |
|
"____"____________19_____г. |
|
Произведена покраска___________________________________________________________ (наименование металлоконструкции, обозначения чертежа |
|
______________________________________________________________________________ регистрационный номер, заводской номер) |
|
Покраска производилась на______________________________________________________ (указать вид предварительной обработки поверхности |
|
______________________________________________________________________________ пескоструй, обезжиривание и т.п.) |
|
Грунтовка_____________________________________________________________________ (марка грунтовки, стандарт, технические условия) |
|
толщина покрытия _____________________, число слоев_____________________________ |
|
Покраска_____________________________________________________________________ (марка краски, стандарт, технические условия) |
|
толщина покрытия _____________________, число слоев_____________________________ |
|
Грунтовка и покраска производилась при помощи___________________________________ (указать способ покраски) |
|
по___________________________________________________________________________ (наименование и обозначения технологического процесса) |
|
Сушка _________часов при температуре _______оС___________________________________ (указать, где производилась сушка: |
|
______________________________________________________________________________ в камере или на воздухе) |
|
Проверкой установлено: |
|
____________________________________________________________________________ (указать результаты проверки: однотонность, ровность слоя |
|
____________________________________________________________________________ отсутствие или наличие подтеков, пузырей, трещин, шелушений) |
|
Заключение___________________________________________________________________ (вывод о качестве покраски, соответствии требованиям стандартов, |
|
______________________________________________________________________________ технических условий, чертежей |
|
Старший технический контролер _____________ ___________________________ (подпись инициалы и фамилия) |
|
Начальник участка подсобного производства __________ ________________________ (подпись инициалы и фамилия) |
Приложение 10
Рекомендуемое
Форма журнала регистрации брака
|
ЖУРНАЛ |
|||||||
|
регистрации брака в сварных швах по ____________________________ |
|||||||
|
Дата |
Наименование изделия, обозначение чертежа |
Фамилия и инициалы сварщика, номер клейма |
Номер контролируемого шва |
Фамилия и инициалы дефектоскописта |
Обнаружение дефекта |
Сведения об устранения дефектов |
Примечание |
Приложение 11
Рекомендуемое
Форма журнала учета готовой продукции
Журнал учета готовой продукции
|
Наименование изделия, обозначение чертежа, регистрационный номер, заводской номер |
Заказчик |
Масса (сд), т |
Количество |
Масса (общ), т |
Фамилии и инициалы изготовителей |
Дата приемки, подпись технического контролера |
Дата отгрузки |
Примечание |
|
|
|
|
|
|
|
|
|
|
Приложение 12
Рекомендуемое
Форма журнала учета рекламаций
Журнал учета рекламаций
|
Наименование организации, предъявившей рекламацию |
Заводской номер изделия |
Краткое содержание рекламации |
Принятые меры по устранению дефектов |
Фамилия и инициалы лиц, ответственных за устранение дефектов |
Подпись технического контролера, дата |
|
|
|
|
|
|
|
Приложение 13
Рекомендуемое
Форма свидетельства
|
|
Разрешение на изготовление |
||||
|
|
№___________, выданное |
||||
|
|
"___"____________19____г. |
||||
|
|
Управлением________________ |
||||
|
|
Округа Госгортехнадзора |
||||
|
СВИДЕТЕЛЬСТВО |
|||||
|
о качестве изготовления (реконструкции, ремонта)___________________________________ (наименование изделия, |
|||||
|
_______________________________________________________________________________ грузоподъемность, заводской номер) |
|||||
|
в количестве _____________________, дата изготовления_____________________________ |
|||||
|
Изготовление (реконструкция, ремонт)____________________________________________ (наименование изделия) |
|||||
|
произведено___________________________________________________________________ (наименование организации, выполнившей изготовление |
|||||
|
_____________________________________________, чертеж_________________________ реконструкцию, ремонт изделия) (номер) |
|||||
|
в соответствии с действующими "Правилами устройства и безопасной эксплуатации грузоподъемных кранов", стандартами, и техническими условиями_____________________ (обозначение стандартов, |
|||||
|
_____________________________________________________________________________________________ технических условий) |
|||||
|
Эксплуатация металлоконструкций допускается при температуре до _____________оС. |
|||||
|
Сведения о металле |
|||||
|
Наименование элемента |
Профиль |
Обозначение материала по стандарту или техническим условиям |
Номер сертификата |
Номер плавки |
|
|
Заключение по ультразвуковой дефектоскопии_____________ от _____________________ (номер) (дата |
|||||
|
______________________________________________________________________________ заключения, характера данного заключения) |
|||||
|
Перед пуском кран подвергнуть техническому освидетельствования и предъявить инспекции Госгортехнадзора |
|||||
|
Главный инженер _______________ _____________________________________ (подпись инициалы и фамилия) |
|||||
|
Старший технический контролер ________________ ______________________ (подпись инициалы и фамилия) |
|||||
Приложение 14
Рекомендуемое
|
А К Т №_________ |
|
|
на выдачу из капитального ремонта_______________________________________________ наименование изделия |
|
|
|
"___"_____________________19______г. |
|
Настоящий акт составлен представителем заказчика________________________________ наименование |
|
|
_____________________________________________________________________________ предприятия, организации (заказчика), должность и фамилия |
|
|
действующим на основании доверенности № ___________от "____"______________19__г., |
|
|
с одной стороной и представителем_______________________________________________ наименование, предприятия (исполнителя), должность и фамилия |
|
|
с другой стороны о том, что произведена выдача из капитального ремонта______________ наименование |
|
|
______________________________________________________________________________________________ и номер металлоконструкции |
|
|
Техническое состояние и комплектность___________________________________________ наименование изделия |
|
|
соответствуют_______________________________________________________________ (наименование и (или) номер нормативно-технической документации |
|
|
Заключение _____________________________________ признано годным к эксплуатации и наименование изделия |
|
|
Выдано из капитального ремонта_________________________ принял представитель наименование изделия |
|
|
заказчика__________________ подпись |
|
|
________________________________сдал представитель наименование изделия |
|
|
предприятия______________________ подпись |
|
|
М.П предприятия |
|
Приложение 15
Ссылочные нормативно-технические документы
|
Обозначение НТД, на который дана ссылка |
Номер пункта, подпункта, перечисления, приложения |
|
ГОСТ 2.602-68 |
Введение |
|
ГОСТ 2.604-68 |
1.4 |
|
ГОСТ 402-80 |
5.2, 5.4 |
|
3.6.7. |
|
|
ГОСТ 380-80 |
Таблица 1, таблица 2 |
|
Таблица 5, таблица 6 |
|
|
Таблица 1, таблица 4 |
|
|
Таблица 5 |
|
|
Таблица 1, таблица 5 |
|
|
Таблица 4, таблица 7 |
|
|
ГОСТ 3242-70 |
4.1.3. |
|
Таблица 1 |
|
|
3.5.7, 4,2,3 |
|
|
ГОСТ 5521-86 |
Таблица 1 |
|
ГОСТ 6713-75 |
Таблица 1, таблица 5, таблица 6 |
|
2.7, 3.7, 13.4.1.3, 4.3.3, 4.3.6, 4.3.7 |
|
|
4.1.3, 4.4.2 |
|
|
3.2.15 |
|
|
Таблица 5 |
|
|
Таблица5, таблица 6 |
|
|
3.5.7 |
|
|
Таблица 1, таблица 5 |
|
|
Таблица 7 |
|
|
Таблица 5 |
|
|
ГОСТ 9486-75 |
Таблица 7 |
|
ГОСТ 9537-75 |
Таблица 7 |
|
Таблица 1, таблица 5 |
|
|
3.5.7 |
|
|
Таблица 1, таблица 5, таблица 6 |
|
|
3.5.7, 425 |
|
|
ГОСТ 14762-60 |
3.5.7, 4.2.3 |
|
Таблица 1, таблица 2, таблица 6 |
|
|
Таблица 5 |
|
|
Таблица 5, таблица 6 |
|
|
СТ СЭВ 103-74 |
Таблица 1 |
|
СТ СЭВ 4432-93 |
Таблица 1, таблица 2 |
|
РС 1-70 |
Таблица 1, таблица 4 |
|
ТУ 14-1-1123-81 |
Таблица 4, таблица 7 |
|
ТУ 14-1-1156-74 |
Таблица 1 |
|
ТУ 14-1-1259-82 |
Таблица 7 |
|
ТУ 14-1-1772-76 |
Таблица 5 |
|
ТУ 14-1-2254-77 |
Таблица 7 |
|
ТУ 14-12583-78 |
Таблица 7 |
|
ТУ 14-12659-79 |
Таблица 1 |
|
ТУ 14-1-3023-80 |
Таблица 1,Таблица 2, Таблица 3, Таблица 5, Таблица 6 |
|
ТУ 14-1-3370-82 |
Таблица 1 |
|
ТУ 14-1-3487-82 |
Таблица 4 |
|
ТУ 14-1-3521-83 |
Таблица 1 |
|
ТУ 14-1-3735-84 |
Таблица 4 |
|
ТУ 14-1-3737-82 |
Таблица 4 |
|
ТУ 14-14083-86 |
Таблица 1, таблица 5 |
|
ТУ 14-14218-87 |
Таблица 1, таблица 5 |
|
ТУ 14-14303-87 |
Таблица 1 |
|
ТУ 14-1-4323-88 |
Таблица 1 |
|
ТУ 14-1 4880-90 |
Таблица 1 |
|
ТУ 14-3-739-88 |
Таблица 5 |
|
ТУ 14-3-355-89 |
Таблица 5 |
|
ТУ 14-3-377-87 |
Таблица 5 |
|
ТУ 14-3-500-78 |
Таблица 6 |
|
ТУ 14-3-611-77 |
Таблица 1, Таблица 5 |
|
ТУ 14-3-620-77 |
Таблица 5 |
|
ТУ 14-3-816-79 |
Таблица 1, Таблица 5 |
|
ТУ 14-31120-82 |
Таблица 1, Таблица 5, Таблица 6 |
|
ТУ 14-4 196-72 |
Таблица 4 |
|
ТУ 14-4198-72 |
Таблица 4 |
|
ТУ 14-41059-80 |
Таблица 4 |
|
ТУ 14-4-1117-81 |
Таблица 4 |
|
ТУ 14-4-1116-81 |
Таблица 7 |
|
ТУ 14-4-1122-81 |
Таблица 7 |
|
ТУ 14-4-1340-85 |
Таблица 4 |
|
ТУ 14-15-146-85 |
Таблица 1, Таблица 5, Таблица 6, Таблица 7 |
|
ТУ 14-16-23-89 |
Таблица 1 |
|
ТУ 14-105-509-87 |
Таблица 1 |
|
ТУ 14-156-8-89 |
Таблица 1 |
|
ТУ 108-1424-36 |
Таблица 7 |
|
ТУ ИЭС-390-83 |
Таблица 4 |
|
ТУ ИЭС-394-83 |
Таблица 4 |
|
ТУ ИЭС-452-84 |
Таблица 4 |
|
Правила устройства и безопасной эксплуатации грузовых кранов |
Введение, 7.2 |
|
Правила аттестации сварщиков Госгортехнадзора |
3.5.12, 3.6.2 |
|
Инструкция по надзору за изготовлению подъемных сооружений |
1.2 |
|
Методические указания по обследованию металлоконструкций кранов с целью определения возможности их дальнейшей эксплуатации ВНИИЖТМаш |
|
|
МУ 36.22.2002-92 "Методические указания по проведению обследования грузоподъемных кранов с истекшим сроком службы с целью определения возможности их дальнейшей эксплуатации". |
2.3 |
|
МУ 32.22.2010-92 "Методические указания по проведению обследования технического состояния подъемников с истекшим сроком службы с целью определения возможности их дальнейшей эксплуатации". |
2.3 |
|
ВРД 66-54-82 "Методика осмотра и обследования металлоконструкций башенных кранов" |
2.3. |
|
РД ИКЦ КРАН "Ультразвуковой контроль сварных металлоконструкций при проведении обследования грузоподъемных кранов |
3.7.11, 4.5.2 |
Приложение 16
Обозначение элементов в легированных и углеродистых сталях
|
Наименование элемента |
Химический символ |
Маркировочное обозначение |
|
Марганец |
Mn |
Г |
|
Кремний |
Si |
С |
|
Хром |
Cr |
И |
|
Никель |
Ni |
Ц |
|
Вольфрам |
W |
Е |
|
Ванадий |
V |
Ф |
|
Титан |
Ti |
Т |
|
Молибден |
Mo |
М |
|
Кобальт |
Co |
К |
|
Алюминий |
Al |
О |
|
Медь |
Cu |
Д |
|
Бор |
B |
Р |
|
Ниобий |
Nb |
В |
|
Фосфор |
P |
Н |
|
Цирконий |
Zr |
Ц |
|
Азот |
N |
А |
Маркировка марок сталей
В отечественных марках стали легирующие элементы обозначаются русскими буквами. Цифры с левой стороны в начале обозначения марки стали обозначают среднее содержание углерода в сотых долях процента. Цифры после букв показывают содержание легирующего элемента в процентах. Если содержание легирующего элемента меньше одного процента, то цифры после буквы не ставятся.
Например: 09Г2С - 09 - содержание углерода в среднем 0,09%, до 2% марганца, до одного процента кремния;
15Г2АФДпс - 0,15% углерода, до 2 процентов марганца, А - азот (обычно 0,030%), ванадия (обычно 0,05-0,15%), меди до одного процента (обычно применяется 0,4 - 0,5%), символ "пс" обозначает, что сталь полуспокойной плавки;
12Х2Г2ЦФТ - 0,15% углерода, до 2 процентов хрома, до 2 процентов марганца, одного процента никеля, молибдена обычно 0,4 - 0,6%, ванадия 0,1 - 0,15%, титана 0,1 - 0,3%.
|
Изм. |
Номера листов (страниц) |
Всего листов (страниц) в докум. |
№ докум. |
Входящий № сопроводительного документа |
Подпись |
Дата |
|||
|
измененных |
замененных |
новых |
изъятых |
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||